También podría gustarte
- ChapecoenseDocumento17 páginasChapecoenseAndres PereaAún no hay calificaciones
- Marco Teorico Proyecto SelladoraDocumento5 páginasMarco Teorico Proyecto SelladoraErika Velosa100% (1)
- Industria (Ingeniería de Los Materiales No Metalicos)Documento15 páginasIndustria (Ingeniería de Los Materiales No Metalicos)Luis UbaldoAún no hay calificaciones
- IMFORME 6y 7 DE MATERIALES ELECTROTECNICOSDocumento19 páginasIMFORME 6y 7 DE MATERIALES ELECTROTECNICOShappy vavi100% (1)
- Extrusora 1.0Documento23 páginasExtrusora 1.0Luis Arturo Pola NiñosAún no hay calificaciones
- Inyeccion de Plasticos SenatiDocumento149 páginasInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- AUTOMATIZACIÓN HIDRAULICA Y NEUMATICA - MEC 3333 - VILLEGAS VILLCA MARGARET-fusionadoDocumento56 páginasAUTOMATIZACIÓN HIDRAULICA Y NEUMATICA - MEC 3333 - VILLEGAS VILLCA MARGARET-fusionadoMargaret Villegas VillcaAún no hay calificaciones
- Aplicaciones en La Industria de Los Materiales No MetalicosDocumento12 páginasAplicaciones en La Industria de Los Materiales No MetalicosNef Ruiz0% (2)
- Introduccion A Los Polimeros.Documento222 páginasIntroduccion A Los Polimeros.kleyjarhAún no hay calificaciones
- Polimeros - Botellas de PlasticoDocumento16 páginasPolimeros - Botellas de PlasticoYanira OrtegaAún no hay calificaciones
- Tema 6 PlasticosDocumento6 páginasTema 6 PlasticosraulAún no hay calificaciones
- INPROMATDocumento9 páginasINPROMATDiego SolizAún no hay calificaciones
- 2do AVANCE - Avance Del Analisis de Elementos Necesario para El ProductoDocumento8 páginas2do AVANCE - Avance Del Analisis de Elementos Necesario para El ProductovtvlagaritaAún no hay calificaciones
- Caratula de Proyecto de InvestigaciónDocumento17 páginasCaratula de Proyecto de InvestigacióndarwinAún no hay calificaciones
- Polietileno - Trab. MaterialesDocumento26 páginasPolietileno - Trab. MaterialesRoimer Smit Rafael FernandezAún no hay calificaciones
- Proyecto Maquina de Extruccion de Plasticos Proyecto Final Equipo 4Documento17 páginasProyecto Maquina de Extruccion de Plasticos Proyecto Final Equipo 4richard mendoza sanches100% (1)
- Practica 9Documento7 páginasPractica 9jennifer202211011Aún no hay calificaciones
- Articulo Los Polimeros en La NavalDocumento11 páginasArticulo Los Polimeros en La Navalzairatovar68Aún no hay calificaciones
- Actividad 5.2 InvestigaciónDocumento36 páginasActividad 5.2 InvestigaciónLazaro GarciaAún no hay calificaciones
- Anuario Estadístico Anipac 2021Documento234 páginasAnuario Estadístico Anipac 2021lonjinusAún no hay calificaciones
- Laboratorio 4 Moldeo Por TermoformadoDocumento33 páginasLaboratorio 4 Moldeo Por TermoformadoRafael QuevedoAún no hay calificaciones
- Produccion de PlasticoDocumento24 páginasProduccion de PlasticoSandra Amajaya MAún no hay calificaciones
- Proyecto Parte 2 Con CorrecionesDocumento10 páginasProyecto Parte 2 Con CorrecionesJossué Aarón Aguirre FloresAún no hay calificaciones
- 04 MEC 085 Informe TecnicoDocumento19 páginas04 MEC 085 Informe TecnicoLevis Ezequiel KaenelAún no hay calificaciones
- Actividad 1 Reporte de Estructura de Los MaterialesDocumento5 páginasActividad 1 Reporte de Estructura de Los MaterialesJOSE EDUARDO ROSAS ENRIQUEZAún no hay calificaciones
- Proyecto1 - JavierDocumento24 páginasProyecto1 - JavierPedro OrozcoAún no hay calificaciones
- Proyecto para Iniciativa EmpresarialDocumento38 páginasProyecto para Iniciativa EmpresarialRicardo NatteryAún no hay calificaciones
- No Metalicos en La IndustriaDocumento9 páginasNo Metalicos en La IndustriaMagdalenaEstradaAún no hay calificaciones
- AcabadoS ADocumento13 páginasAcabadoS AAna María M MAún no hay calificaciones
- Polietileno de Baja Densidad ProyectoDocumento20 páginasPolietileno de Baja Densidad ProyectoSofi SanipatinAún no hay calificaciones
- Formato de Trabajo Final MalangaDocumento25 páginasFormato de Trabajo Final MalangaNayeli García100% (1)
- Grupo 2 - Informe N 2 - Tem214Documento14 páginasGrupo 2 - Informe N 2 - Tem214Alex SalazarAún no hay calificaciones
- Conocimientos Avanzados de Materiales Y DegradacionDocumento44 páginasConocimientos Avanzados de Materiales Y DegradacionMónica Máiz GutiérrezAún no hay calificaciones
- Nanocompuestos InformeDocumento5 páginasNanocompuestos Informetop screenAún no hay calificaciones
- Instalaciones Eléctricas Sesión 13 - 14-2B - 2Documento39 páginasInstalaciones Eléctricas Sesión 13 - 14-2B - 2AlexSHAún no hay calificaciones
- Inv Doc Eq 3 Unidad 5Documento22 páginasInv Doc Eq 3 Unidad 521460581Aún no hay calificaciones
- Bobinas Plásticas A Base de Polietileno - UTNDocumento7 páginasBobinas Plásticas A Base de Polietileno - UTNLeandroAún no hay calificaciones
- Aplicaciones de La Biomimetica en Las Propiedades Mecanicas Del PMMA (Recuperado)Documento14 páginasAplicaciones de La Biomimetica en Las Propiedades Mecanicas Del PMMA (Recuperado)jacqueline Gisselle Salamanca PovedaAún no hay calificaciones
- Baldosa Piexoelectrica 8Documento32 páginasBaldosa Piexoelectrica 8sebastian bustamanteAún no hay calificaciones
- Abastecimiento de Agua UNIDAD 3Documento43 páginasAbastecimiento de Agua UNIDAD 3Maria Elizabeth Vicente MoralesAún no hay calificaciones
- Polimeros PresDocumento7 páginasPolimeros PresMONTER MTAún no hay calificaciones
- Procesos IndistrialesDocumento4 páginasProcesos IndistrialesNicolle Prieto VargasAún no hay calificaciones
- Avance N°2 - Física 1Documento26 páginasAvance N°2 - Física 1Yessenia Maricel Mendoza AlbarránAún no hay calificaciones
- Envases de Plásticos IVONNEDocumento4 páginasEnvases de Plásticos IVONNEIvonneRiosNietoAún no hay calificaciones
- InfoDocumento4 páginasInfoCANAL X X CANALAún no hay calificaciones
- Proyecto de Preparacion y Evaluacion de Proyectos 2023Documento30 páginasProyecto de Preparacion y Evaluacion de Proyectos 2023daniekAún no hay calificaciones
- Aplicaciones de La CeramicaDocumento4 páginasAplicaciones de La CeramicaEliana RozasAún no hay calificaciones
- Ingenieria de Procesos PlasticoDocumento28 páginasIngenieria de Procesos PlasticoThalia Aliaga IngarucaAún no hay calificaciones
- PolímerosDocumento6 páginasPolímerosAgustin CabreraAún no hay calificaciones
- Monografía Hidrógeno Verde (2.0)Documento27 páginasMonografía Hidrógeno Verde (2.0)LUZ MARIA PAQUIYAURI HUAMANIAún no hay calificaciones
- Unidad 3Documento13 páginasUnidad 3PanchoEsquivelRamirezAún no hay calificaciones
- Conformado de PlásticosDocumento2 páginasConformado de PlásticosFabricio RiveraAún no hay calificaciones
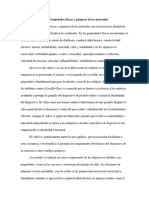
- Propiedades Físicas y Químicas de Los MaterialesDocumento9 páginasPropiedades Físicas y Químicas de Los MaterialesmarxelaAún no hay calificaciones
- Termoplaticos para La Reparacion de BachesDocumento7 páginasTermoplaticos para La Reparacion de BachesDennys Ramos MelgarAún no hay calificaciones
- PLASTICOS Tuberias PlacticasDocumento14 páginasPLASTICOS Tuberias PlacticasYhampol CordovaAún no hay calificaciones
- La Industria Del PlasticoDocumento31 páginasLa Industria Del PlasticoManuel Farro AnayaAún no hay calificaciones
- Conocimiento de MaterialesDocumento52 páginasConocimiento de MaterialesvtvlagaritaAún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- UF1251 - Reparación y conformación de elementos sintéticosDe EverandUF1251 - Reparación y conformación de elementos sintéticosCalificación: 3 de 5 estrellas3/5 (1)
- Montaje de revestimientos de fachadas transventiladas. IEXD0409De EverandMontaje de revestimientos de fachadas transventiladas. IEXD0409Aún no hay calificaciones
- Acabado de transformados poliméricos. QUIT0209De EverandAcabado de transformados poliméricos. QUIT0209Aún no hay calificaciones
- Aplicación Del Modelado A Los Procesos de Conformado MecánicoDocumento15 páginasAplicación Del Modelado A Los Procesos de Conformado MecánicoMonte VelazquezAún no hay calificaciones
- La Ciencia de Hacer HojaldreDocumento8 páginasLa Ciencia de Hacer HojaldrealexanderAún no hay calificaciones
- Manual de Prácticas MicrosanitDocumento51 páginasManual de Prácticas Microsanitbetool0% (1)
- Qa TeoriaDocumento28 páginasQa TeoriaMariana GuzmanAún no hay calificaciones
- Mod. 1 Esc. Crim. Metrop.Documento60 páginasMod. 1 Esc. Crim. Metrop.juan pueblaAún no hay calificaciones
- La Maquila en El SalvadorDocumento5 páginasLa Maquila en El SalvadorNinaAún no hay calificaciones
- Clasificación Bioambiental de La República Argentina.: Iol'JaDocumento21 páginasClasificación Bioambiental de La República Argentina.: Iol'JaMaría PeraltaAún no hay calificaciones
- 1 - Presentación de La Materia - NutriciónDocumento19 páginas1 - Presentación de La Materia - Nutricióncatupecu91Aún no hay calificaciones
- Moco de GorilaDocumento2 páginasMoco de GorilaElizabeth Tito TorresAún no hay calificaciones
- HomeotermiaDocumento5 páginasHomeotermiaMARISELAAún no hay calificaciones
- SCRDocumento2 páginasSCRAlexis JohnsonAún no hay calificaciones
- Dieta BARF Cooper.Documento1 páginaDieta BARF Cooper.ALEJANDRO ALVARADO LOPEZAún no hay calificaciones
- Rabia CaninaDocumento16 páginasRabia Caninarube beltran rico100% (1)
- Gustavo Cordera - Docx NuevoDocumento20 páginasGustavo Cordera - Docx Nuevoseba torresAún no hay calificaciones
- Diapositivas Clima y Desastres NaturalesDocumento32 páginasDiapositivas Clima y Desastres NaturalesCielo AyalaAún no hay calificaciones
- ElartegoticoDocumento36 páginasElartegoticoANDREA VICTORIA ALVARADO LEMUSAún no hay calificaciones
- Tesis de Iconografia PDFDocumento143 páginasTesis de Iconografia PDFjhon sanchezAún no hay calificaciones
- Presentación GIRASOL 2Documento20 páginasPresentación GIRASOL 2Leticia VillalbaAún no hay calificaciones
- Dimension AmbientalDocumento5 páginasDimension Ambientalkatia milena roa mancilla100% (1)
- Informe de Señalización VialDocumento4 páginasInforme de Señalización VialchristianAún no hay calificaciones
- Protocolos de Operacion y Mantenimiento PDFDocumento56 páginasProtocolos de Operacion y Mantenimiento PDFJaiver RealpeAún no hay calificaciones
- Manual TermometroDocumento16 páginasManual TermometroJhon Fredy Avella ChaparroAún no hay calificaciones
- Real Presentación de ObjetivosDocumento52 páginasReal Presentación de ObjetivosOSCAR MIGUEL GOMEZ PINZONAún no hay calificaciones
- Modulacion en Amplitud Informe Previo 3Documento13 páginasModulacion en Amplitud Informe Previo 3Johan Romero LimaAún no hay calificaciones
- TF - Grupo 3 - MX81Documento58 páginasTF - Grupo 3 - MX81Angela CabreraAún no hay calificaciones
- Propuesta Aetos y Funcionamiento Ptar San Blas 2Documento15 páginasPropuesta Aetos y Funcionamiento Ptar San Blas 2Melisa MogroAún no hay calificaciones
- Semana 4Documento29 páginasSemana 4solondonolAún no hay calificaciones
- 3000 Kcal (8) - 1Documento3 páginas3000 Kcal (8) - 1Alex LirecAún no hay calificaciones
- INCOTERMSDocumento31 páginasINCOTERMSRobert Miranda AntezanaAún no hay calificaciones