También podría gustarte
- Impresión 3D: instrucciones paso a paso: La guía práctica para principiantes y usuarios!De EverandImpresión 3D: instrucciones paso a paso: La guía práctica para principiantes y usuarios!Aún no hay calificaciones
- Solución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DDe EverandSolución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DAún no hay calificaciones
- Guia Básica Impresión 3dDocumento23 páginasGuia Básica Impresión 3dCayetano Garcia Moraleda100% (1)
- Cursoimpresion 3 DDocumento13 páginasCursoimpresion 3 DvictorAún no hay calificaciones
- Informe Práctica de Impresión 3D. Grupo 2Documento8 páginasInforme Práctica de Impresión 3D. Grupo 2dani pujotaAún no hay calificaciones
- Impresion 3DDocumento15 páginasImpresion 3DGerardo AquinoAún no hay calificaciones
- Tecnologia Impresion Por FDM PDFDocumento5 páginasTecnologia Impresion Por FDM PDFjsk789Aún no hay calificaciones
- PRACTICA N9 Impresion 3dDocumento10 páginasPRACTICA N9 Impresion 3drafaelAún no hay calificaciones
- Impresión 3DDocumento12 páginasImpresión 3DLess DrcAún no hay calificaciones
- 2.-Presentación Impresión-Cura PDFDocumento33 páginas2.-Presentación Impresión-Cura PDFJavier GavilanesAún no hay calificaciones
- Lab N6 - I3DDocumento23 páginasLab N6 - I3DMirian Yajaida Gutierrez CahuanaAún no hay calificaciones
- Trabajo de TecnologíaDocumento17 páginasTrabajo de TecnologíaInmaculada Aparicio MalmiercaAún no hay calificaciones
- Impresion 3d PlasticosDocumento4 páginasImpresion 3d PlasticosvillalvaalexAún no hay calificaciones
- Informe 02-Cad GR1 Cuenca SantoDocumento11 páginasInforme 02-Cad GR1 Cuenca SantoWilmioloAún no hay calificaciones
- Impresoras 3DDocumento11 páginasImpresoras 3Drodrigo oliveraAún no hay calificaciones
- Fabricación de Impresora 3D Delta Rostock y Extrusor FilastruderDocumento3 páginasFabricación de Impresora 3D Delta Rostock y Extrusor FilastruderpsukezAún no hay calificaciones
- Manual de Ensamble Impresora 3D Prusa TAIRONA v.3.0.0 - DescontinuadaDocumento84 páginasManual de Ensamble Impresora 3D Prusa TAIRONA v.3.0.0 - DescontinuadaJuan Morales EstradaAún no hay calificaciones
- Guía de Impresión 3dDocumento8 páginasGuía de Impresión 3dIrene García AlvarezAún no hay calificaciones
- Manual de Uso Impresoras 3DDocumento40 páginasManual de Uso Impresoras 3DJuan Carlos Martin100% (1)
- Formación en Deposición FundidaDocumento38 páginasFormación en Deposición FundidaSebastian Sepulveda SantisAún no hay calificaciones
- Tema 2 Diseño e Impresión 3D - IES ANA FRANKDocumento7 páginasTema 2 Diseño e Impresión 3D - IES ANA FRANKdanielAún no hay calificaciones
- Impresion 3 DDocumento13 páginasImpresion 3 DAlex AlmacheAún no hay calificaciones
- Impresión 3DDocumento40 páginasImpresión 3DMara Guadalupe Bret100% (1)
- Curso de Impresión 3dDocumento42 páginasCurso de Impresión 3dAgustin GalvanAún no hay calificaciones
- Cómo Diseñar para Impresión 3D Ebook de BitfabDocumento20 páginasCómo Diseñar para Impresión 3D Ebook de BitfabVicente Ferri Domingo100% (3)
- MAnual de Mantenimiento ImpresoraDocumento61 páginasMAnual de Mantenimiento ImpresoraDaniel Falcon100% (2)
- FIE - Apunte - Introducción A La Fabricación DigitalDocumento14 páginasFIE - Apunte - Introducción A La Fabricación DigitalIgnacio EscuderoAún no hay calificaciones
- Impresora 3D - Diseñando e ImprimiendoDocumento33 páginasImpresora 3D - Diseñando e ImprimiendoMateo Acosta100% (1)
- Impresión 3dDocumento27 páginasImpresión 3dCrizz Mendoza100% (1)
- Informe 3dDocumento17 páginasInforme 3dCamila SuarezAún no hay calificaciones
- Manual de La Impresora 3D RONALD MORELODocumento38 páginasManual de La Impresora 3D RONALD MORELORonald MoreloAún no hay calificaciones
- Impresoras Capitulo 8Documento6 páginasImpresoras Capitulo 8Gabriela lirianoAún no hay calificaciones
- Impresoras 3DDocumento8 páginasImpresoras 3DMara StreepAún no hay calificaciones
- Historia Impresora 3DDocumento21 páginasHistoria Impresora 3DFelix Pujols RosarioAún no hay calificaciones
- Carpeta de Moldeo 3DDocumento10 páginasCarpeta de Moldeo 3DAlan MamaniAún no hay calificaciones
- Memoria de Calculo Impresora Actualizada (1) - 1Documento16 páginasMemoria de Calculo Impresora Actualizada (1) - 1Francisco PradoAún no hay calificaciones
- Impresion 3DDocumento17 páginasImpresion 3DCaterine Padilla Barrios100% (3)
- Funcionamiento TérmicoDocumento15 páginasFuncionamiento Térmicofederiko86Aún no hay calificaciones
- Tecno TP 1 TodoDocumento71 páginasTecno TP 1 TodoDelfi Luquez100% (1)
- Funcionamiento de Una Impresora 3DDocumento20 páginasFuncionamiento de Una Impresora 3Djose ulloaAún no hay calificaciones
- Manual Impresora 3DDocumento13 páginasManual Impresora 3DSilvana SalicaAún no hay calificaciones
- Manual de Usuario GENESIS IDocumento17 páginasManual de Usuario GENESIS Ialtagama3dAún no hay calificaciones
- Impresion 3DDocumento17 páginasImpresion 3DGledys Lopez Hernandez67% (3)
- Impresión 3D - A.H.EDocumento3 páginasImpresión 3D - A.H.EamandaAún no hay calificaciones
- Parte de Lo Que Es La Impresion 3DDocumento7 páginasParte de Lo Que Es La Impresion 3DAlessandro EscuderoAún no hay calificaciones
- Investigacion ImpresorasDocumento11 páginasInvestigacion ImpresorasRodrigo ReyesAún no hay calificaciones
- Strato ConceptDocumento15 páginasStrato ConceptsferrandAún no hay calificaciones
- Impresión3D Tecnología Mirunanedelcu 3 EsofDocumento22 páginasImpresión3D Tecnología Mirunanedelcu 3 EsofNickelodeon22Aún no hay calificaciones
- Impresion 3dDocumento9 páginasImpresion 3dsweet techAún no hay calificaciones
- Proyecto de Introducción A La Ingeniería Mecánica ESPOLDocumento29 páginasProyecto de Introducción A La Ingeniería Mecánica ESPOLAngel Moran PachecoAún no hay calificaciones
- Reporte CNCDocumento36 páginasReporte CNCCarlos Torres GomezAún no hay calificaciones
- Proyecto de Diseño de Distemas MecatronicosDocumento11 páginasProyecto de Diseño de Distemas MecatronicosJheremy Bazán QuispeAún no hay calificaciones
- Ebook Imperio 3DDocumento24 páginasEbook Imperio 3DFranco Boca L100% (2)
- Impresora y Fresadora v2 PDFDocumento9 páginasImpresora y Fresadora v2 PDFEduardo RosalesAún no hay calificaciones
- Manual de Usuario Flex v2Documento24 páginasManual de Usuario Flex v2mecanicaAún no hay calificaciones
- Impresoras 3DDocumento36 páginasImpresoras 3DJemioKdenaAún no hay calificaciones
- Intoduccion A La Mecatronica de La Impresora 3DDocumento9 páginasIntoduccion A La Mecatronica de La Impresora 3DMarta Alejandra BarrosoAún no hay calificaciones
- Tarea 8Documento8 páginasTarea 8Karen VintimillaAún no hay calificaciones
- Fundamentos, Resumen Cap 8Documento8 páginasFundamentos, Resumen Cap 8Edwin MorelAún no hay calificaciones
- Solución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DDe EverandSolución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DAún no hay calificaciones
- Tema10 - Energía Nuclear de FisiónDocumento50 páginasTema10 - Energía Nuclear de FisiónTradero FulleroAún no hay calificaciones
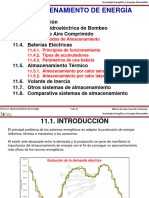
- Tema11 - Almacenamiento de EnergíaDocumento27 páginasTema11 - Almacenamiento de EnergíaTradero FulleroAún no hay calificaciones
- Manual Monturas 2020. Cipfp MislataDocumento157 páginasManual Monturas 2020. Cipfp MislataTradero FulleroAún no hay calificaciones
- Archivo4. Sesion4. Mapa ConceptualDocumento2 páginasArchivo4. Sesion4. Mapa ConceptualTradero FulleroAún no hay calificaciones
- Alfred MarshallDocumento6 páginasAlfred MarshallJOSE MIGUELAún no hay calificaciones
- Química Romero Carpio Teddy 100 PreguntasDocumento10 páginasQuímica Romero Carpio Teddy 100 PreguntasTedd GzuckkAún no hay calificaciones
- Invocar Espiritus Frente A Un EspejoDocumento35 páginasInvocar Espiritus Frente A Un Espejodaniel 666100% (2)
- 5793-Resolucion de Problemas y Algoritmos.Documento4 páginas5793-Resolucion de Problemas y Algoritmos.Fran RiosAún no hay calificaciones
- Análisis de Papeles y CartonesDocumento26 páginasAnálisis de Papeles y CartonesNatali Balboa0% (1)
- Tabla Comparativa Conceptos de ProductividadDocumento3 páginasTabla Comparativa Conceptos de ProductividadEL Boollo Jesus Flores GarciiaAún no hay calificaciones
- Formato Cursograma AnáliticoDocumento1 páginaFormato Cursograma AnáliticoMiguel Angel Montes ChaverraAún no hay calificaciones
- Ingeniería Industrial: Formulación Y Evaluación de ProyectosDocumento5 páginasIngeniería Industrial: Formulación Y Evaluación de ProyectosRafael MhAún no hay calificaciones
- Capacidad de ConcentraciónDocumento3 páginasCapacidad de ConcentraciónSusanaManueloChoqueAún no hay calificaciones
- Planificación A Distancia Música 4ºA-BDocumento3 páginasPlanificación A Distancia Música 4ºA-BRomán FrománAún no hay calificaciones
- Cuento y Fabulas InfantilesDocumento26 páginasCuento y Fabulas InfantilesPamela MontalvoAún no hay calificaciones
- EXPOSICIONDocumento16 páginasEXPOSICIONOspina Diaz Xiomara NataliaAún no hay calificaciones
- Cda - Matrices de EstacionamientosDocumento20 páginasCda - Matrices de EstacionamientosGuillermo López BlackmoreAún no hay calificaciones
- Proyecto Final-Línea de Producción de Envases AutomatizadoDocumento8 páginasProyecto Final-Línea de Producción de Envases AutomatizadoSebastian RuizAún no hay calificaciones
- Compendio INEI ArequipaDocumento482 páginasCompendio INEI ArequipaAguilar JoséAún no hay calificaciones
- Contrato Prestacion de Servicios Mediante CanalesDocumento4 páginasContrato Prestacion de Servicios Mediante Canalesgocs80Aún no hay calificaciones
- Encendido 0814Documento30 páginasEncendido 0814elpelao1Aún no hay calificaciones
- Libertad EcnomicaDocumento20 páginasLibertad EcnomicaKatherine CalfinAún no hay calificaciones
- Superficies PiezometricasDocumento50 páginasSuperficies PiezometricasKatya Mk VelasquezAún no hay calificaciones
- Agencias PublicitariasDocumento6 páginasAgencias PublicitariasPerla Marina De La CruzAún no hay calificaciones
- Anexo #2Documento3 páginasAnexo #2YonWil M. VilcaAún no hay calificaciones
- TP3 - Seminario de Práctica de ComercializaciónDocumento8 páginasTP3 - Seminario de Práctica de ComercializaciónNatalí ProbstAún no hay calificaciones
- Worksheet 6 Testing Saber 11 EsDocumento11 páginasWorksheet 6 Testing Saber 11 EsSOFIA MOLANO PULIDOAún no hay calificaciones
- Practca 3 Lab, CyDDocumento8 páginasPractca 3 Lab, CyDEmmanuel Parra SánchezAún no hay calificaciones
- Caso Practico Unid 3 Balanced ScoredcardDocumento4 páginasCaso Practico Unid 3 Balanced ScoredcardRicardo Andres Caicedo PastranaAún no hay calificaciones
- Tractor Orugas Cat D7Documento4 páginasTractor Orugas Cat D7Paul Alex Quiroz Barrionuevo100% (2)
- Ejercicios Planeacion Agregada - CompressDocumento27 páginasEjercicios Planeacion Agregada - CompressselenaAún no hay calificaciones
- Factor EstibaDocumento9 páginasFactor EstibaEMILY LORENA RODRIGUEZ MUNOZAún no hay calificaciones
- Instituto Superior Tecnológico Oyon - (Oyon - Lima - Peru)Documento1 páginaInstituto Superior Tecnológico Oyon - (Oyon - Lima - Peru)howerth parianAún no hay calificaciones
- Ejemplo de Hoja de EspecificacionesDocumento6 páginasEjemplo de Hoja de EspecificacionesMaria Elena Guzman NuñezAún no hay calificaciones