También podría gustarte
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- PSP TractorDocumento9 páginasPSP TractorclaudioAún no hay calificaciones
- M317D2 Wheeled Excavator CA600001-UP (MACHINE) POWERED BY C4.4 Engine (SEBP7673 - 17) - Sistemas y ComponentesDocumento7 páginasM317D2 Wheeled Excavator CA600001-UP (MACHINE) POWERED BY C4.4 Engine (SEBP7673 - 17) - Sistemas y Componentesjuan castaedaAún no hay calificaciones
- Excavadora M315D W5M00001-UP (MÁQUINA) ALIMENTADA POR EL MOTOR C4.4 (SEBP4893 - 41) - Sistemas y Componentes PDFDocumento7 páginasExcavadora M315D W5M00001-UP (MÁQUINA) ALIMENTADA POR EL MOTOR C4.4 (SEBP4893 - 41) - Sistemas y Componentes PDFServimaquinaria Millan S.A.CAún no hay calificaciones
- Presion de Sistema de CombustibleDocumento3 páginasPresion de Sistema de CombustibleJORGE QUIQUIJANAAún no hay calificaciones
- Identificación y Aplicaciones de Placas de Embrague de Transmisión.Documento48 páginasIdentificación y Aplicaciones de Placas de Embrague de Transmisión.mauricio100% (1)
- Mando Final, Diferencial de La Dirección y Freno (Lado Izquierdo) - QuitarDocumento9 páginasMando Final, Diferencial de La Dirección y Freno (Lado Izquierdo) - QuitarEver SaavedraAún no hay calificaciones
- Freno de Disco - Anchor y HubDocumento29 páginasFreno de Disco - Anchor y HubJabali JakunaAún no hay calificaciones
- C7 Presión Del Sistema de Combustible - ProbarDocumento4 páginasC7 Presión Del Sistema de Combustible - Probarrene garciaAún no hay calificaciones
- Mando Final Derecho RemoverDocumento5 páginasMando Final Derecho RemoverEver SaavedraAún no hay calificaciones
- Códigos de Falla CATDocumento2 páginasCódigos de Falla CATManuel Pomahuali33% (3)
- 320D & 320D L Excavators A8F00001Documento4 páginas320D & 320D L Excavators A8F00001german gualavisiAún no hay calificaciones
- Sincronizacion Inyector UnitarioDocumento5 páginasSincronizacion Inyector UnitarioTERO100% (1)
- Presion Piloto de Elsistema ProbarDocumento6 páginasPresion Piloto de Elsistema ProbarCarlos Oneis Gonzalez BlandonAún no hay calificaciones
- Drenaje de La Caja Retorno Hidrahulico ProbarDocumento7 páginasDrenaje de La Caja Retorno Hidrahulico ProbarCarlos Oneis Gonzalez BlandonAún no hay calificaciones
- Bomba de Implementos y DirecciónDocumento13 páginasBomba de Implementos y DirecciónKevin William Gonzalez MejiaAún no hay calificaciones
- 308-1859 Cylinder Head AsDocumento2 páginas308-1859 Cylinder Head AsFernando PadillaAún no hay calificaciones
- pump desmontaje 320dl2Documento6 páginaspump desmontaje 320dl2ymaqservicesAún no hay calificaciones
- C175-16 InyectorDocumento5 páginasC175-16 Inyectorjordan navarroAún no hay calificaciones
- C4.4 Cijientes Cigueñal ComprobacionDocumento3 páginasC4.4 Cijientes Cigueñal ComprobacionPabloMatiasCAún no hay calificaciones
- 420F Backhoe Loader LTG00001-02342 (MACHINE) POWERED BY C4.4 Engine (SEBP5945 - 38) - Ciliindro de BrazoDocumento6 páginas420F Backhoe Loader LTG00001-02342 (MACHINE) POWERED BY C4.4 Engine (SEBP5945 - 38) - Ciliindro de BrazoDiego Jose Tocto GuzmamAún no hay calificaciones
- 994 Housing Guía de Reusabilidad PDFDocumento21 páginas994 Housing Guía de Reusabilidad PDFErickChávezAún no hay calificaciones
- Procedimiento Cat Quitar e Instalar Cilindros Hidráulicos Levante Cat D8T PDFDocumento19 páginasProcedimiento Cat Quitar e Instalar Cilindros Hidráulicos Levante Cat D8T PDFFrancisco Huanchicay OssandónAún no hay calificaciones
- C175-16 Camara InstalacionDocumento4 páginasC175-16 Camara Instalacionjordan navarroAún no hay calificaciones
- Uso de Extractor HME109Documento4 páginasUso de Extractor HME109Roman Infante VidalAún no hay calificaciones
- 320d & 320d L Bomba PilotoDocumento9 páginas320d & 320d L Bomba PilotoPablo Cesar Poma ArrateaAún no hay calificaciones
- Instalacion de un ECMDocumento48 páginasInstalacion de un ECMAlexis ContadorAún no hay calificaciones
- Sis 2.0.Documento4 páginasSis 2.0.JORGE ALEXIS NEIRA �LVAREZAún no hay calificaciones
- Liquidos en Culatas PDFDocumento50 páginasLiquidos en Culatas PDFJOSE ANDRES HUIDOBRO DIAZAún no hay calificaciones
- Presiones Iniciales Servo 140kDocumento11 páginasPresiones Iniciales Servo 140ktallerAún no hay calificaciones
- Testeo Frenos 988KDocumento4 páginasTesteo Frenos 988KLex Araya100% (1)
- Probar y Cargar AcumuladorDocumento8 páginasProbar y Cargar AcumuladorHECTORAún no hay calificaciones
- Válvula Del Neutralizador (Implemento y Dirección) - Probar y AjustarDocumento13 páginasVálvula Del Neutralizador (Implemento y Dirección) - Probar y AjustarPaul Quispe CasteloAún no hay calificaciones
- Desmontaje de RadiadorDocumento4 páginasDesmontaje de Radiadordilson_toledoAún no hay calificaciones
- Valvula de Control de Inclinacion Doble - InstalarDocumento6 páginasValvula de Control de Inclinacion Doble - Instalarfrankkenny ramirez gutierreAún no hay calificaciones
- Detector de Gaces de EscapeDocumento18 páginasDetector de Gaces de EscapeEvan AT YoelAún no hay calificaciones
- C175-16 AftercoolerDocumento5 páginasC175-16 Aftercoolerjordan navarroAún no hay calificaciones
- Harnes para D7RIIDocumento5 páginasHarnes para D7RIILuisAún no hay calificaciones
- C6.6 Quitar InyectoresDocumento11 páginasC6.6 Quitar Inyectoresloky monsaAún no hay calificaciones
- SIS 2.0 Armado de Reductor de Giro m315Documento17 páginasSIS 2.0 Armado de Reductor de Giro m315Aleixandre GomezAún no hay calificaciones
- Tandem y Tapa Quitar e InstalarDocumento5 páginasTandem y Tapa Quitar e InstalarJUAN PABLOAún no hay calificaciones
- Dessarmado Transmision 127Documento31 páginasDessarmado Transmision 127MIGUELAún no hay calificaciones
- Herramienta Conectar Cadena 1 EXCDocumento8 páginasHerramienta Conectar Cadena 1 EXCCesar Antonio Castillo BarrazaAún no hay calificaciones
- t8 - Tren de Fuerza - Reyes Gamarra AngeloDocumento11 páginast8 - Tren de Fuerza - Reyes Gamarra AngeloAngelo Reyes GAún no hay calificaciones
- Sis 2.0bomba Principal Desplazamiento en MinimaDocumento9 páginasSis 2.0bomba Principal Desplazamiento en MinimaCarlos Oneis Gonzalez BlandonAún no hay calificaciones
- Placas y Discos M-F 777fDocumento12 páginasPlacas y Discos M-F 777fLucasAún no hay calificaciones
- Mom d8t KPZ 2009Documento356 páginasMom d8t KPZ 2009Deyvi Cconocuyca Huallparimachi100% (1)
- Inyector Unitario - QuitarDocumento3 páginasInyector Unitario - QuitarHenrry RVAún no hay calificaciones
- Búsqueda Avanzada de Texto Completo - REBE9994 - PRODUCT SUPPORT PROGRAM FOR REPLACING THE 290-2567 OIL FILTER GROUP ON CERTAIN 793F OFF-HIGHWAY TRUCKSDocumento4 páginasBúsqueda Avanzada de Texto Completo - REBE9994 - PRODUCT SUPPORT PROGRAM FOR REPLACING THE 290-2567 OIL FILTER GROUP ON CERTAIN 793F OFF-HIGHWAY TRUCKSMarcelo Daniel Gonzalez LLanosAún no hay calificaciones
- 420F Backhoe Loader LTG00001-02342 (MACHINE) POWERED BY C4.4 Engine (SEBP5945 - 38) - Brazo ProcedimientoDocumento6 páginas420F Backhoe Loader LTG00001-02342 (MACHINE) POWERED BY C4.4 Engine (SEBP5945 - 38) - Brazo ProcedimientoDiego Jose Tocto GuzmamAún no hay calificaciones
- Quitar e Instalar Cojinetes de BielaDocumento12 páginasQuitar e Instalar Cojinetes de BielaPablo Cesar Poma ArrateaAún no hay calificaciones
- Instalar Inyector Unitario C15Documento3 páginasInstalar Inyector Unitario C15Alejandro ValenzuelaAún no hay calificaciones
- Armado Biela c9Documento5 páginasArmado Biela c9SERGIO ALVAREZAún no hay calificaciones
- Presion de La Bomba Del VentiladorDocumento15 páginasPresion de La Bomba Del VentiladorJerson Perez YepezAún no hay calificaciones
- Instalación de Inyectores 320DDocumento2 páginasInstalación de Inyectores 320DCinthya Collaguazo100% (1)
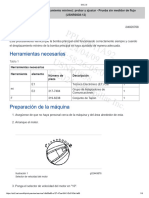
- Herramientas de Servicio Sistema ElectricoDocumento2 páginasHerramientas de Servicio Sistema ElectricoJorge Gonzalez100% (1)
- Desmontaje de Cilindro de Direccion Fc-78Documento6 páginasDesmontaje de Cilindro de Direccion Fc-78EDSON JONATHAN SALINAS AYALAAún no hay calificaciones
- CAT C9 Armar y Desarmar PDFDocumento79 páginasCAT C9 Armar y Desarmar PDFMiguel Angel Sancho100% (2)
- Swivel InstalarDocumento3 páginasSwivel InstalarelvisAún no hay calificaciones
- Manual de Partes Compactador Lt800 WackerDocumento48 páginasManual de Partes Compactador Lt800 Wackergusfarache100% (1)
- Informe Nº13 - Informe Absolucion de ConsultasDocumento5 páginasInforme Nº13 - Informe Absolucion de ConsultasCHIARA ADAHUAYLAS APURIMACAún no hay calificaciones
- Inspección de herramientas eléctricasDocumento5 páginasInspección de herramientas eléctricasLorena GomezAún no hay calificaciones
- Repuestos y cantidadesDocumento96 páginasRepuestos y cantidadesHUAMAN ARAUJO MARCOS BENJAMINAún no hay calificaciones
- Primera EntregaDocumento7 páginasPrimera EntregaLuhana carolina Ormeño ramosAún no hay calificaciones
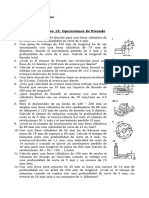
- TAREA 12 Operaciones de FresadoraDocumento2 páginasTAREA 12 Operaciones de FresadoraJosé CarlosAún no hay calificaciones
- 1-Tipos de Estructuras y CargasDocumento5 páginas1-Tipos de Estructuras y CargasAlejandra Ancalle MendozaAún no hay calificaciones
- Valores Unitarios 2014Documento2 páginasValores Unitarios 2014tacandaresAún no hay calificaciones
- Buses, Seccionadores e Interruptores.Documento6 páginasBuses, Seccionadores e Interruptores.Cristian Emanuel Roman LopezAún no hay calificaciones
- Ef Turbomaquinas 2021 BDocumento2 páginasEf Turbomaquinas 2021 Bantonio neyra lunaAún no hay calificaciones
- TorsiónDocumento23 páginasTorsiónAndres Felipe Romero MayaAún no hay calificaciones
- PlanFiestaCienciaDocumento5 páginasPlanFiestaCienciasonia páezAún no hay calificaciones
- 013 - Lista de Chequeo Linea de Vida y Puntos de AnclajeDocumento1 página013 - Lista de Chequeo Linea de Vida y Puntos de AnclajeYulieth Duarte Quintero100% (1)
- F.MANTENIMIENTO Y CUIDADO DE LAS HERRAMIENTAS (TECNICO DE CARPINTERIA) Unidad 5 Pag. 55....... 60Documento6 páginasF.MANTENIMIENTO Y CUIDADO DE LAS HERRAMIENTAS (TECNICO DE CARPINTERIA) Unidad 5 Pag. 55....... 60Juan Leyton Perilla GarzónAún no hay calificaciones
- Capitulo 23 Torneado y Produccion de OrificiosDocumento4 páginasCapitulo 23 Torneado y Produccion de Orificiosuriel barradas0% (1)
- Monitoreo y Análisis Vibratorio de MaquinariaDocumento4 páginasMonitoreo y Análisis Vibratorio de MaquinariaCarlos SierraAún no hay calificaciones
- Bit2 22020600 Desmontaje e Instalacion de Cable de PulldownDocumento4 páginasBit2 22020600 Desmontaje e Instalacion de Cable de PulldownKathia Yadith Cordova RivasAún no hay calificaciones
- Consulta 2 - Grupo 02Documento22 páginasConsulta 2 - Grupo 02Francis ChangoluisaAún no hay calificaciones
- Altura Mínima en Cielorrasos de Junta TomadaDocumento2 páginasAltura Mínima en Cielorrasos de Junta TomadacfseccoAún no hay calificaciones
- Formato de Inventario 2018Documento2 páginasFormato de Inventario 2018Karla FigueroaAún no hay calificaciones
- Bol-Min-Pet-32 Sostenimiento Con Small Bolter 88Documento4 páginasBol-Min-Pet-32 Sostenimiento Con Small Bolter 88Michell Valdenassi100% (1)
- Esm-F-Pet-010 Instalacion de GeomembranaDocumento4 páginasEsm-F-Pet-010 Instalacion de GeomembranachristianAún no hay calificaciones
- Capacitacion de PodaDocumento12 páginasCapacitacion de PodaCeleste EspinolaAún no hay calificaciones
- ASME-B30.5-2014 Indice Españoll PDFDocumento5 páginasASME-B30.5-2014 Indice Españoll PDFkreyson777Aún no hay calificaciones
- Tecnología, Polipasto y Torno-1Documento9 páginasTecnología, Polipasto y Torno-1Juan Jose Alonso SerranoAún no hay calificaciones
- Presentación de Proyecto de CursoDocumento13 páginasPresentación de Proyecto de CursoJhojan VegaAún no hay calificaciones
- Placa Colaborante 2020-1-4Documento4 páginasPlaca Colaborante 2020-1-4Luis Valdivieso PolancoAún no hay calificaciones
- Manual de Instrucciones WOMADocumento6 páginasManual de Instrucciones WOMAnicolassaltarAún no hay calificaciones
- Examen Final PavimentosDocumento3 páginasExamen Final PavimentosLuis Estevan Fierro CortesAún no hay calificaciones
- Manual de Operación Optimat KDF 350 CDocumento6 páginasManual de Operación Optimat KDF 350 Cdarril arredondoAún no hay calificaciones
- Examen 1Documento6 páginasExamen 1Christopher MalagónAún no hay calificaciones