También podría gustarte
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Evaluaci N de La Normatividad SGSSS y Servicio Al Cliente APOYO ADMIN SALUDDocumento12 páginasEvaluaci N de La Normatividad SGSSS y Servicio Al Cliente APOYO ADMIN SALUDcmartinez_487001100% (8)
- Introduccion - Al - Lean - Manufacturing - Principios - y - Metodologia-Modulo 4 Unidad 3Documento16 páginasIntroduccion - Al - Lean - Manufacturing - Principios - y - Metodologia-Modulo 4 Unidad 3Rodrigo Nuñez BarrazaAún no hay calificaciones
- Actividad 2 Manufactura EsbeltaDocumento5 páginasActividad 2 Manufactura EsbeltaRodríguez Abel100% (1)
- La filosofía del Kaizen: Pequeños cambios con grandes consecuenciasDe EverandLa filosofía del Kaizen: Pequeños cambios con grandes consecuenciasCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Articulos Unidad 3Documento29 páginasArticulos Unidad 3Millenka AlquintaAún no hay calificaciones
- Lean ManufacturingDocumento8 páginasLean ManufacturingLaWebaalCuboAún no hay calificaciones
- Informe Sistemas EsbeltosDocumento11 páginasInforme Sistemas EsbeltosJunior JT RtbAún no hay calificaciones
- Conceptos Lean ManufDocumento8 páginasConceptos Lean ManufRicardo de reyAún no hay calificaciones
- DocumentoDocumento5 páginasDocumentoLuz Maria Alvarado MartinezAún no hay calificaciones
- Act 1Documento5 páginasAct 1Luis EscamillaAún no hay calificaciones
- 3.2 Herramientas LeanDocumento5 páginas3.2 Herramientas LeanLeticia VillalbaAún no hay calificaciones
- Manufactura EsbeltaDocumento83 páginasManufactura EsbeltaElizabeth FernandoAún no hay calificaciones
- Act1 Leanmanufacturing 1581273Documento6 páginasAct1 Leanmanufacturing 1581273Jose Luis Escamilla VelazquezAún no hay calificaciones
- Lean Mnaufacturing para EstudiarDocumento14 páginasLean Mnaufacturing para EstudiarCarlos Perdomo ZuluagaAún no hay calificaciones
- Lean ManufacturingDocumento9 páginasLean ManufacturingAntonio Garcia ReyesAún no hay calificaciones
- Lean ManufacturingDocumento4 páginasLean ManufacturingGestion de plantas de produccion GRPPAún no hay calificaciones
- Ensayo 2 ManufacturaDocumento3 páginasEnsayo 2 ManufacturaJovana Salas CentenoAún no hay calificaciones
- Lean SolutionsDocumento7 páginasLean SolutionsGarfian MozanquiAún no hay calificaciones
- Fabricacion Magra y HerramientasDocumento10 páginasFabricacion Magra y HerramientasSolitarios BandAún no hay calificaciones
- Lean Manufacturing 2Documento7 páginasLean Manufacturing 2gianfranco lampertiAún no hay calificaciones
- Lean ManufacturingDocumento4 páginasLean ManufacturingLUIAún no hay calificaciones
- ResueltosDocumento14 páginasResueltosdaritzaAún no hay calificaciones
- Lean ManufacturingDocumento5 páginasLean ManufacturingAline liraAún no hay calificaciones
- Lean Manufcturing MetodoDocumento10 páginasLean Manufcturing MetodoKaren LequernaqueAún no hay calificaciones
- Exposición Administración de La Calidad Total y ProductividadDocumento3 páginasExposición Administración de La Calidad Total y ProductividadValentina RodríguezAún no hay calificaciones
- Exposición Lean ManufacturingDocumento6 páginasExposición Lean ManufacturingloudryAún no hay calificaciones
- Info Unidad II MCMDocumento10 páginasInfo Unidad II MCMjoseAún no hay calificaciones
- Lean ManufacturingDocumento7 páginasLean ManufacturingAlexander JimenezAún no hay calificaciones
- Curso Lean ManufacturingDocumento19 páginasCurso Lean ManufacturingCadarConstrucciones-sas100% (1)
- 3.3 Herramientas Lean ManufacturingDocumento7 páginas3.3 Herramientas Lean ManufacturingLuis Demetrio Peralta MadrigalAún no hay calificaciones
- Justo A Tiempo (Jit) Hector MarquezDocumento13 páginasJusto A Tiempo (Jit) Hector MarquezHéctor R MárquezAún no hay calificaciones
- Introduccion A Las Herramientas Lean ManufacturingDocumento7 páginasIntroduccion A Las Herramientas Lean ManufacturingAlejandro MoranAún no hay calificaciones
- 6 SigmaDocumento38 páginas6 SigmaNehemia ParkAún no hay calificaciones
- Manufactura EsbeltaDocumento10 páginasManufactura EsbeltaLuis PimentelAún no hay calificaciones
- Lean ManufacturingDocumento9 páginasLean ManufacturingDENNIS DANIEL CÓNDORI MOLLOAún no hay calificaciones
- Metodología LeanDocumento3 páginasMetodología LeanPilar Cruz MoreAún no hay calificaciones
- Gerencia OperacionesDocumento7 páginasGerencia OperacionesZulmy Roque GuadalupeAún no hay calificaciones
- Resumen - Sistemas de Manufactura 2Documento12 páginasResumen - Sistemas de Manufactura 2Ramirez FranciscoAún no hay calificaciones
- Lean ManufacturingDocumento13 páginasLean ManufacturingtemianamdoAún no hay calificaciones
- NanotecnologiaDocumento10 páginasNanotecnologiaLuis PimentelAún no hay calificaciones
- Foro Manufacrura EsbeltaDocumento7 páginasForo Manufacrura EsbeltaMedaly GomezAún no hay calificaciones
- Act 5 Tema 3 ManDocumento30 páginasAct 5 Tema 3 ManPapeleria vatisAún no hay calificaciones
- Modelo Articulo de Opinion Lean MantenimientoDocumento3 páginasModelo Articulo de Opinion Lean MantenimientoTECELENAV SAAún no hay calificaciones
- Lean ManufacturiDocumento5 páginasLean ManufacturiMayra Gil OrtegaAún no hay calificaciones
- 2.6 Manufactura EsbeltaDocumento28 páginas2.6 Manufactura EsbeltaAna JuarezAún no hay calificaciones
- Informe Completo de Manufactura EsbeltaDocumento13 páginasInforme Completo de Manufactura EsbeltaAnwarMedina50% (2)
- Lectura U 3 CalidaddeprocesosDocumento45 páginasLectura U 3 Calidaddeprocesoslupita almaguerAún no hay calificaciones
- Titulacion. Sem3Documento3 páginasTitulacion. Sem3C GAún no hay calificaciones
- Taller de Sistema de Produccion y Conceptualizacion Del Lean ManufacturingDocumento9 páginasTaller de Sistema de Produccion y Conceptualizacion Del Lean ManufacturingCristhian RojasAún no hay calificaciones
- Dinamizadoras Unidad 3 Aseguramiento de La Calidad .. InvestigacionDocumento4 páginasDinamizadoras Unidad 3 Aseguramiento de La Calidad .. InvestigacionMaryury BolañoAún no hay calificaciones
- Justo A TiempoDocumento8 páginasJusto A TiempoLucia Carrasco LopezAún no hay calificaciones
- Practica #3 Flor MuñozDocumento8 páginasPractica #3 Flor MuñozSonia Elizabeth Gonzales SilvaAún no hay calificaciones
- Manufactura EsbeltaDocumento12 páginasManufactura Esbeltajuancarlos2626100% (1)
- 2.4 Kaizen y Justo A Tiempo (JIT) en La Industria - Luis - FernandezDocumento7 páginas2.4 Kaizen y Justo A Tiempo (JIT) en La Industria - Luis - FernandezDaniel FernandezAún no hay calificaciones
- FORODocumento3 páginasFOROmiguel olivos100% (1)
- Justo A TiempoDocumento5 páginasJusto A TiempoMario Leonel Jimenez RodriguezAún no hay calificaciones
- Lean ManufacturingDocumento10 páginasLean ManufacturingvictoriaAún no hay calificaciones
- Parcial LL MARCO TEÓRICODocumento34 páginasParcial LL MARCO TEÓRICOZahamaría CarmonaAún no hay calificaciones
- Lean ManufacturingDocumento5 páginasLean ManufacturingMiguel Camacho ParedesAún no hay calificaciones
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteAún no hay calificaciones
- Factores Humanos-618fe8f7cf79fDocumento11 páginasFactores Humanos-618fe8f7cf79fCamilo MiloAún no hay calificaciones
- Las 5s s-618b17d421d84Documento6 páginasLas 5s s-618b17d421d84Camilo MiloAún no hay calificaciones
- Rol L.ADocumento1 páginaRol L.ACamilo MiloAún no hay calificaciones
- Mantenimiento Productivo Total tpm-618fdbb6529ffDocumento5 páginasMantenimiento Productivo Total tpm-618fdbb6529ffCamilo MiloAún no hay calificaciones
- 2020-07-09 RIOHS Artesanías Sembradoras Limitada 76006414-9Documento93 páginas2020-07-09 RIOHS Artesanías Sembradoras Limitada 76006414-9Camilo MiloAún no hay calificaciones
- Reporte de Gestión Sso 17-04-2023Documento4 páginasReporte de Gestión Sso 17-04-2023Camilo MiloAún no hay calificaciones
- A0 5005 711 02 021 LayoutDocumento1 páginaA0 5005 711 02 021 LayoutCamilo MiloAún no hay calificaciones
- InvoiceDocumento1 páginaInvoiceCamilo MiloAún no hay calificaciones
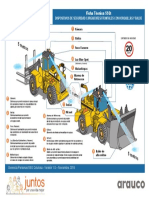
- Ficha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeDocumento1 páginaFicha Técnica SSO Dispositivos de Seguridad Cargadores Frontales Con Horquillas y BaldeCamilo Milo100% (1)
- BOL674871281Documento1 páginaBOL674871281Camilo MiloAún no hay calificaciones
- Gallery PagesDocumento1 páginaGallery PagesCamilo MiloAún no hay calificaciones
- BOL695984968Documento1 páginaBOL695984968Camilo MiloAún no hay calificaciones
- R.U.T.: 96.722.400-6 #1667671: Pacifico Cable S.P.ADocumento1 páginaR.U.T.: 96.722.400-6 #1667671: Pacifico Cable S.P.ACamilo MiloAún no hay calificaciones
- Sesion 6-Gestion de Abastecimientos-Actualizado-2020Documento37 páginasSesion 6-Gestion de Abastecimientos-Actualizado-2020Evelyn CayetanoAún no hay calificaciones
- 03 PDU HUARMEY - T2 - Propuesta PDFDocumento362 páginas03 PDU HUARMEY - T2 - Propuesta PDFNoemi QH50% (2)
- Ejerciciosresueltos 140401141517 Phpapp01Documento12 páginasEjerciciosresueltos 140401141517 Phpapp01Yajaira VilatuñaAún no hay calificaciones
- Resumen Material Didactico Unida VDocumento14 páginasResumen Material Didactico Unida VIsabel GorisAún no hay calificaciones
- Modelos de Inventarios 1Documento23 páginasModelos de Inventarios 1Leonardo LaraAún no hay calificaciones
- 5 Plantilla Plan para La Dirección Del ProyectoDocumento29 páginas5 Plantilla Plan para La Dirección Del ProyectoAntonio Figueroa100% (1)
- Capitulo 3 Propuesta de ValorDocumento50 páginasCapitulo 3 Propuesta de ValorLilian MuñozAún no hay calificaciones
- Balance de Linea..Documento19 páginasBalance de Linea..Denis VargasAún no hay calificaciones
- Monografia Tipos de ClienteDocumento19 páginasMonografia Tipos de ClienteGonzalo Vasquez TorpocoAún no hay calificaciones
- Tema 6Documento16 páginasTema 6Karina Martinez bravoAún no hay calificaciones
- Curso Basico de Control Fiscal Sunai OctDocumento58 páginasCurso Basico de Control Fiscal Sunai OctPEDRO DUNOAún no hay calificaciones
- El Administrador y Sus Funciones GerencialesDocumento4 páginasEl Administrador y Sus Funciones GerencialesLuisAún no hay calificaciones
- Innovar o MorirDocumento10 páginasInnovar o Morirrose5150% (2)
- Apuntes de Talento HumanoDocumento49 páginasApuntes de Talento HumanoAlejandro Avila MacipAún no hay calificaciones
- Vie MetodologíaDocumento11 páginasVie MetodologíaJULIANA RINCON TORRESAún no hay calificaciones
- Proceso de Gestión de Adquisiciones-1Documento16 páginasProceso de Gestión de Adquisiciones-1camilalimaymilla1977Aún no hay calificaciones
- Honorario202012Documento35 páginasHonorario202012Joaquín Labbé SalazarAún no hay calificaciones
- Admi Fi Flujo de Caja PizzaDocumento4 páginasAdmi Fi Flujo de Caja PizzaWilber RosasAún no hay calificaciones
- Calculadora de Costos. GastronomiaDocumento12 páginasCalculadora de Costos. GastronomiaJean Piere Molina AlvaradoAún no hay calificaciones
- Adm Operaciones 1 SemanaDocumento5 páginasAdm Operaciones 1 SemanaDelvin JavierAún no hay calificaciones
- AMS10005 Maintenance Strategy Review (SRCM)Documento2 páginasAMS10005 Maintenance Strategy Review (SRCM)Rolando Antonio Cuenca PironaAún no hay calificaciones
- Normas Internacionales para LaboratoriosDocumento1 páginaNormas Internacionales para LaboratoriosSvetlana BratescuAún no hay calificaciones
- Diapositivas Auditoría A Los Sistemas InformáticosDocumento201 páginasDiapositivas Auditoría A Los Sistemas InformáticosRoger Collantes CarmonaAún no hay calificaciones
- Cuadro Del SupervisorDocumento4 páginasCuadro Del SupervisorLuis GaetanoAún no hay calificaciones
- Taller InventariosDocumento8 páginasTaller InventariosDaniel RojasAún no hay calificaciones
- Plan de Auditoría NovDocumento10 páginasPlan de Auditoría NovCalidadAún no hay calificaciones
- Núcleo EstadísticoDocumento28 páginasNúcleo EstadísticoMichelDavisAún no hay calificaciones
- Formatos AeguramientoDocumento10 páginasFormatos Aeguramientoalejandra neisaAún no hay calificaciones
- C14 Plan EstratégicoDocumento20 páginasC14 Plan EstratégicoMisael SaquingaAún no hay calificaciones