También podría gustarte
- Norma D1.3 Español para CarrocerosDocumento63 páginasNorma D1.3 Español para CarrocerosMonica Intriago91% (11)
- Norma Awwa d100Documento125 páginasNorma Awwa d100DaVishur Wth100% (1)
- Api 12FDocumento17 páginasApi 12FCamilo Gonzalez100% (1)
- Norma ASTM A249 Tubos Acero AusteniticoDocumento9 páginasNorma ASTM A249 Tubos Acero AusteniticoArnaldo BenitezAún no hay calificaciones
- NMX B 178 1990Documento29 páginasNMX B 178 1990Servando Perez CortesAún no hay calificaciones
- Astm A249Documento7 páginasAstm A249Alann AlejandroAún no hay calificaciones
- A 249Documento8 páginasA 249carlosguevaraleonAún no hay calificaciones
- NMX B 010 1986Documento19 páginasNMX B 010 1986EduardoAún no hay calificaciones
- 1091-01 Aceros A Altas TemperaturasDocumento24 páginas1091-01 Aceros A Altas TemperaturasMARIANGONZALESUGMAAún no hay calificaciones
- NMX B 177 1990Documento35 páginasNMX B 177 1990Samantha Hernandez ArevaloAún no hay calificaciones
- ASTM Designación A249 - A249M Especificación STD para Tubos Soldados en Acero Austenítico para Calderas, Sobrecalentadores, Intercambiadores de Calor y Condensadores 08 PAGDocumento11 páginasASTM Designación A249 - A249M Especificación STD para Tubos Soldados en Acero Austenítico para Calderas, Sobrecalentadores, Intercambiadores de Calor y Condensadores 08 PAGRAFA SOTOAún no hay calificaciones
- Norma Mexicana Nmx-b-177-1990 Tubos de Acero Con o Sin Costura Negros y Galvanizados Por Inmersion en CalienteDocumento35 páginasNorma Mexicana Nmx-b-177-1990 Tubos de Acero Con o Sin Costura Negros y Galvanizados Por Inmersion en CalienteComebotanas100% (1)
- NMX B 054 1988 PDFDocumento7 páginasNMX B 054 1988 PDFAtenea4473100% (1)
- Tuberia Acero Al Carbono GalvanizadoDocumento3 páginasTuberia Acero Al Carbono Galvanizadotristanxp80Aún no hay calificaciones
- Sa 333Documento29 páginasSa 333Francisco Duran SilvaAún no hay calificaciones
- NMX B 182 1987Documento12 páginasNMX B 182 1987DTA333Aún no hay calificaciones
- NMX B 485 1990Documento39 páginasNMX B 485 1990evelazAún no hay calificaciones
- NMX B 181 1988Documento18 páginasNMX B 181 1988Servando Perez CortesAún no hay calificaciones
- Soldadura en Cobre Ig3 Ipega - Carec - RLCDocumento70 páginasSoldadura en Cobre Ig3 Ipega - Carec - RLCCayllahua LuisAún no hay calificaciones
- Instalaciones de Gas Norma PeruanaDocumento19 páginasInstalaciones de Gas Norma PeruanaleonardoAún no hay calificaciones
- Pernos de Aleación de Acero y Acero Inoxidable para Servicio de Alta Temperatura o Alta Presión y Otras Aplicaciones de Propósito EspecialDocumento13 páginasPernos de Aleación de Acero y Acero Inoxidable para Servicio de Alta Temperatura o Alta Presión y Otras Aplicaciones de Propósito EspecialOmar Cuello QuiahuaAún no hay calificaciones
- Especificacion Intercambiadores de Calor Tipo Carcasa TuboDocumento8 páginasEspecificacion Intercambiadores de Calor Tipo Carcasa TuboGnobelAún no hay calificaciones
- Astm A 588Documento5 páginasAstm A 588Henry MatosAún no hay calificaciones
- Norma de ToronesDocumento7 páginasNorma de ToronesDaniel RomeroAún no hay calificaciones
- A36 - 14 NormaDocumento5 páginasA36 - 14 Normacarlos ivanAún no hay calificaciones
- Aceros de GuatemalaDocumento4 páginasAceros de Guatemalaxelita05Aún no hay calificaciones
- Norma Astm A722 en EspanollDocumento16 páginasNorma Astm A722 en EspanollGabrielaAjilaAún no hay calificaciones
- NMX-B-076-1987 Productos Siderurgicos - Requisitos Generales para Tubos de Acero Al Carbono y Aleados para Usos EspecialesDocumento17 páginasNMX-B-076-1987 Productos Siderurgicos - Requisitos Generales para Tubos de Acero Al Carbono y Aleados para Usos EspecialesServando PerezAún no hay calificaciones
- Requisitos ASTM A450 TuboDocumento10 páginasRequisitos ASTM A450 TuboAlejandro PérezAún no hay calificaciones
- Norma Astm A722 en EspañollDocumento16 páginasNorma Astm A722 en Españollsuperdany56Aún no hay calificaciones
- Informe de Dibujo de Instalaciones SanitariasDocumento5 páginasInforme de Dibujo de Instalaciones Sanitariasjhonny segura arceAún no hay calificaciones
- Tuberia Hierro DuctilDocumento14 páginasTuberia Hierro Ductilccperezor8100% (1)
- Norma API 5LDocumento10 páginasNorma API 5LKevin Cuellar100% (1)
- NMX B 179 1983Documento26 páginasNMX B 179 1983Faby JaimesAún no hay calificaciones
- Estructuras de AceroDocumento34 páginasEstructuras de AceroEduardo Carrillo DiazAún no hay calificaciones
- Traduccion Astm-A735Documento3 páginasTraduccion Astm-A735wlm1967Aún no hay calificaciones
- A537 (Traducida)Documento7 páginasA537 (Traducida)Wlaruto RosilloAún no hay calificaciones
- Norma Awwa D100 TraducidoDocumento106 páginasNorma Awwa D100 TraducidoJulian PaezAún no hay calificaciones
- Astm A 105Documento1 páginaAstm A 105haniel_ramirezAún no hay calificaciones
- Norma ASTM A36Documento2 páginasNorma ASTM A36Oscar OjedaAún no hay calificaciones
- A106 Piping Esp.Documento13 páginasA106 Piping Esp.Kevin GonzalesAún no hay calificaciones
- ASTM A-297 Edic.2014Documento6 páginasASTM A-297 Edic.2014Efrain Ortiz BarretoAún no hay calificaciones
- NMX B-017 1968Documento12 páginasNMX B-017 1968edgarruebenAún no hay calificaciones
- NMX B 171 1991Documento24 páginasNMX B 171 1991carlosAún no hay calificaciones
- Norma E6!1!224-1 Horquillas Reentubados ShellDocumento7 páginasNorma E6!1!224-1 Horquillas Reentubados Shelljromero_rpgAún no hay calificaciones
- NMX H 138 1991Documento15 páginasNMX H 138 1991Gustavo GustavoAún no hay calificaciones
- 11 Acero para PostensadoDocumento6 páginas11 Acero para PostensadoHugoOliveraAún no hay calificaciones
- Los Tanques Cilíndricos HorizontalesDocumento5 páginasLos Tanques Cilíndricos HorizontalesMarlene TreviñoAún no hay calificaciones
- Api-5lDocumento7 páginasApi-5lEddy ChangoAún no hay calificaciones
- prNCh3518 2016 044 PDFDocumento16 páginasprNCh3518 2016 044 PDFAnonymous 8iK3lL13YAún no hay calificaciones
- Norma Awwa d100Documento125 páginasNorma Awwa d100Fiorella Luna Victoria Peña100% (4)
- Norma Oficial Mexicana para Tubos de Acero y GalvanizadosDocumento0 páginasNorma Oficial Mexicana para Tubos de Acero y GalvanizadosJair M. SosaAún no hay calificaciones
- 01 Especificaciones Tecnicas Scorpion 7Documento25 páginas01 Especificaciones Tecnicas Scorpion 7EDGAR ESCOBAR LOPEZAún no hay calificaciones
- Astma A48Documento9 páginasAstma A48Emanuel JaimeAún no hay calificaciones
- NMX B 277 1989Documento10 páginasNMX B 277 1989iemmortizAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Espesores de Juntas CiegasDocumento2 páginasEspesores de Juntas CiegasMarcelino Ocaña Mena0% (1)
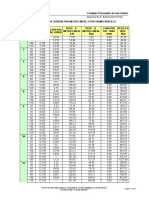
- Peso TuberiaDocumento4 páginasPeso TuberiaMarcelino Ocaña MenaAún no hay calificaciones
- Tapones ConicosDocumento2 páginasTapones ConicosMarcelino Ocaña MenaAún no hay calificaciones
- NORMATIVIDAD APLICABLE A RECOM ASIPA No-AC-2002 04-5C PARA FIG-8Documento5 páginasNORMATIVIDAD APLICABLE A RECOM ASIPA No-AC-2002 04-5C PARA FIG-8Marcelino Ocaña MenaAún no hay calificaciones
- Analisis de Cargas EaDocumento3 páginasAnalisis de Cargas EaGustavo MendozaAún no hay calificaciones
- Tabla de Salarios Míminos Por Ley 2023 PDFDocumento2 páginasTabla de Salarios Míminos Por Ley 2023 PDFJardeyFrancisVallejoAún no hay calificaciones
- Las 3 RDocumento14 páginasLas 3 R乡JHON AROAún no hay calificaciones
- Especificaciones Técnicas Caja Rectangular Arviil SacDocumento3 páginasEspecificaciones Técnicas Caja Rectangular Arviil SacluismanuelaquisemamaniAún no hay calificaciones
- Tratamientos Termoquimicos-Unidad 6Documento15 páginasTratamientos Termoquimicos-Unidad 6Ramón Altamirano MontalvoAún no hay calificaciones
- Broshure 2022 Coinp A 6Documento10 páginasBroshure 2022 Coinp A 6Jose Luis Romero LunaAún no hay calificaciones
- Revestech Tarifa Esp V1 2022 SpainDocumento28 páginasRevestech Tarifa Esp V1 2022 SpainJessica SantosAún no hay calificaciones
- MetalografíaDocumento17 páginasMetalografíaSamuelVelázquezAún no hay calificaciones
- Transversalidad Sustentabilidad Leoye 2ammDocumento10 páginasTransversalidad Sustentabilidad Leoye 2ammESCALANTE MACIAS EDER SAIDAún no hay calificaciones
- KevlarDocumento11 páginasKevlarRocio Carcedo HernándezAún no hay calificaciones
- CONSEGURIDAD DEL CARIBE LTDA - Westrode80bDocumento2 páginasCONSEGURIDAD DEL CARIBE LTDA - Westrode80bAndres RomeroAún no hay calificaciones
- PRESUPUESTO Reparación de Baños en Preescolar - Hoja1Documento2 páginasPRESUPUESTO Reparación de Baños en Preescolar - Hoja1karlaAún no hay calificaciones
- Presupuesto Tipo 2Documento85 páginasPresupuesto Tipo 2Kakito MillanAún no hay calificaciones
- Zapata Con Refuerzo de Corte Por PunzonamientoDocumento4 páginasZapata Con Refuerzo de Corte Por PunzonamientoORLANDO JHONNY CHINCHILLA ALVARESAún no hay calificaciones
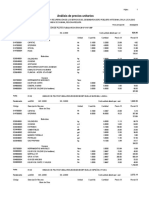
- Analisissubpresupuestovarios - Costos Unitarios - Jhon QuellcaDocumento4 páginasAnalisissubpresupuestovarios - Costos Unitarios - Jhon QuellcaJhon QuellcaAún no hay calificaciones
- Unidad6-Tratamientos-Quim-Termo Quim-Eduardozamudio.Documento20 páginasUnidad6-Tratamientos-Quim-Termo Quim-Eduardozamudio.Eduardo ZamudioAún no hay calificaciones
- Act 02 - Intotruccion A La Ingenieria en ManufacturaDocumento6 páginasAct 02 - Intotruccion A La Ingenieria en ManufacturamagdalenaAún no hay calificaciones
- Manufactura FinalDocumento29 páginasManufactura FinalCarlos Muñoz vitorAún no hay calificaciones
- Matriz de Identificacion de Aspectos e Impactos AmbientalesDocumento1 páginaMatriz de Identificacion de Aspectos e Impactos AmbientalesMiguel Augusto Gutierrez MaldonadoAún no hay calificaciones
- Diagrama de Procesos CarroceriasDocumento7 páginasDiagrama de Procesos CarroceriasManuel ChuqueAún no hay calificaciones
- Teorico 7 Predimensionado de Losas y Analisis de CargasDocumento8 páginasTeorico 7 Predimensionado de Losas y Analisis de CargasgiulyferberAún no hay calificaciones
- Reacciones RedoxDocumento44 páginasReacciones RedoxMaria SalinasAún no hay calificaciones
- Ficha Técnica BioflexDocumento4 páginasFicha Técnica BioflexPatriciaAún no hay calificaciones
- Unidad 4b Sistema Justo A TiempoDocumento68 páginasUnidad 4b Sistema Justo A TiempoRicardo Maldonado Cortes100% (1)
- THERNOPHASEDocumento1 páginaTHERNOPHASEDaniel FloresAún no hay calificaciones
- Compósitos Antes de ChancarDocumento6 páginasCompósitos Antes de Chancarveronica caso cantaAún no hay calificaciones
- Guía AlbañileríaDocumento6 páginasGuía Albañileríamilena khatrina chunga melgarejoAún no hay calificaciones
- Práctica Nro.2 II-2020Documento3 páginasPráctica Nro.2 II-2020OrlaAún no hay calificaciones
- Procedimiento Cambio de Spool Bridado de 2 Pulgadas de Enfriador 16E-2061 Rev. 0Documento9 páginasProcedimiento Cambio de Spool Bridado de 2 Pulgadas de Enfriador 16E-2061 Rev. 0Luisa Fernanda Vega HernandezAún no hay calificaciones
- Cuestionario de Electromecanica 3RO BDocumento4 páginasCuestionario de Electromecanica 3RO BJordan LeonAún no hay calificaciones