También podría gustarte
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Calificación: 4.5 de 5 estrellas4.5/5 (8)
- Plan de Mantenimiento para La EmpresaDocumento47 páginasPlan de Mantenimiento para La EmpresaSebastian Rincon50% (2)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Plan de Mantenimiento 1Documento30 páginasPlan de Mantenimiento 1Zac SpinozaAún no hay calificaciones
- Mantenimiento Preventivo y Rutinas de Inspeccion de Las CalderasDocumento11 páginasMantenimiento Preventivo y Rutinas de Inspeccion de Las CalderasHeriberto Gallegos RuizAún no hay calificaciones
- Trabajo de Integracion Tecnica FinalDocumento30 páginasTrabajo de Integracion Tecnica FinalManuel Figueroa Ojeda100% (1)
- Manual de Reparacion de Culatas PDFDocumento75 páginasManual de Reparacion de Culatas PDFDAVID50% (2)
- Procedimientos de Mantenimiento A Equipos y MaquinasDocumento11 páginasProcedimientos de Mantenimiento A Equipos y MaquinasEdwin Bahena RebollarAún no hay calificaciones
- Mantenimiento Preventivo SEsDocumento19 páginasMantenimiento Preventivo SEsramixfAún no hay calificaciones
- 16 - Mantenimiento Preventivo Frigotún - 0Documento76 páginas16 - Mantenimiento Preventivo Frigotún - 0Juan ArrietaAún no hay calificaciones
- Que Es El Mantenimiento PreventivoDocumento14 páginasQue Es El Mantenimiento PreventivoLuis MataAún no hay calificaciones
- Sistema Gestion Integral CR TOOLS.Documento164 páginasSistema Gestion Integral CR TOOLS.Jesus Cacharuco0% (1)
- Informe Analisis de CriticidadDocumento24 páginasInforme Analisis de CriticidadSebastian CanalesAún no hay calificaciones
- INFORME MantenimientoDocumento11 páginasINFORME MantenimientoDavid IgnacioAún no hay calificaciones
- MR MR P 01 - Habilitacion Estaciones Medicion R1Documento5 páginasMR MR P 01 - Habilitacion Estaciones Medicion R1luis olguinAún no hay calificaciones
- Carhuallanqui Estrada Bryan - Cuaderno de Informes Semana 1Documento11 páginasCarhuallanqui Estrada Bryan - Cuaderno de Informes Semana 1Bryan CEAún no hay calificaciones
- Ingenieria de MantenimientoDocumento3 páginasIngenieria de Mantenimientoisrael bonillaAún no hay calificaciones
- Mantenimiento de ManometrosDocumento13 páginasMantenimiento de ManometrosAlfredo RamirezAún no hay calificaciones
- Fase 5 - Trabajo Colaborativo 2 - 207101A - 761Documento16 páginasFase 5 - Trabajo Colaborativo 2 - 207101A - 761Raul Andres CastañedaAún no hay calificaciones
- 1mantenimiento Preventivo A Equipo en Industria MineraDocumento44 páginas1mantenimiento Preventivo A Equipo en Industria MineraAnahi Sujey Roman MorenoAún no hay calificaciones
- AMOD - AMOD-611 - CUADERNO - DE - Informe 1Documento15 páginasAMOD - AMOD-611 - CUADERNO - DE - Informe 1Jhonatan AlarcónAún no hay calificaciones
- Informe 99Documento14 páginasInforme 99Vale MenosAún no hay calificaciones
- Manual CaudalDocumento57 páginasManual CaudalFernando Navarro100% (1)
- Diseño de Un Diagrama P&Id Con Estrategia de Control de Nivel para Tanque de AlmacenamientoDocumento22 páginasDiseño de Un Diagrama P&Id Con Estrategia de Control de Nivel para Tanque de AlmacenamientoAldo LariosAún no hay calificaciones
- Periodo ProbatorioDocumento4 páginasPeriodo ProbatorioMoises HatchettAún no hay calificaciones
- Plan de Mantenimiento - Aire AcondicionadoDocumento6 páginasPlan de Mantenimiento - Aire AcondicionadoChristian A LC100% (2)
- Informe Mantención Compresor de TornillosDocumento10 páginasInforme Mantención Compresor de TornillosChristian Alfaro SanchezAún no hay calificaciones
- Poes 8 Calibracion de EquiposDocumento6 páginasPoes 8 Calibracion de EquiposHaritool Ynoñan Casas100% (2)
- SMTCC2pr0016 - P - Mant - Molinos - Cambio - Comp - Sala - Lubric V01Documento18 páginasSMTCC2pr0016 - P - Mant - Molinos - Cambio - Comp - Sala - Lubric V01ALEXANDER ALFARO GOMEZAún no hay calificaciones
- Mantenimiento de Motores SincronosDocumento20 páginasMantenimiento de Motores SincronosgiuseppAún no hay calificaciones
- Manual CaudaDocumento64 páginasManual CaudajonelssAún no hay calificaciones
- Características de Un Informe de MantenimientoDocumento4 páginasCaracterísticas de Un Informe de MantenimientoDiego Fernando Cadena ArangoAún no hay calificaciones
- Trabajo SustitutivoDocumento11 páginasTrabajo Sustitutivojonathan alexander silveira floresAún no hay calificaciones
- Guia Control de Calidad de Db-Su y Db-SiDocumento82 páginasGuia Control de Calidad de Db-Su y Db-SiSilvia Lopez RoAún no hay calificaciones
- Actividades Del Mantenimiento EléctricoDocumento23 páginasActividades Del Mantenimiento EléctricoDANIEL ESTRADA MARTINEZAún no hay calificaciones
- Evaluacion Del Sistema Actual Aire Comprimido Sta Barbara IIDocumento45 páginasEvaluacion Del Sistema Actual Aire Comprimido Sta Barbara IISkeyla MarquezAún no hay calificaciones
- Plan Maestro de Mantenimiento Preventivo.Documento21 páginasPlan Maestro de Mantenimiento Preventivo.Marco Diaz100% (1)
- Mantenimiento Pozo Tubular - NewDocumento53 páginasMantenimiento Pozo Tubular - NewTC HPAún no hay calificaciones
- Mantenimiento General de Planta Compresora ChiquintircaDocumento14 páginasMantenimiento General de Planta Compresora ChiquintircaJlAguirreAún no hay calificaciones
- Guia IV (Mantenimiento de Los Sistemas de Riego PresurizadosDocumento47 páginasGuia IV (Mantenimiento de Los Sistemas de Riego PresurizadosAlejandra GuevaraAún no hay calificaciones
- Proyecto Uagrm MecDocumento18 páginasProyecto Uagrm MecGáry IbntrAún no hay calificaciones
- Plan de Mantenimiento de Camion GruaDocumento13 páginasPlan de Mantenimiento de Camion GruaFlor de María Velasquez floresAún no hay calificaciones
- Cuaderno de Informes Semana 5Documento16 páginasCuaderno de Informes Semana 5davidcs0108Aún no hay calificaciones
- SMMPpr0084 - Cambio Wet End Bomba Alimentación Ciclones Prim - v02Documento22 páginasSMMPpr0084 - Cambio Wet End Bomba Alimentación Ciclones Prim - v02bryan gutierrez0% (1)
- Trabajo Final ConfiabilidadOperacionalDocumento26 páginasTrabajo Final ConfiabilidadOperacionalBrayan Cardenas100% (1)
- Mantenimiento Preventivo-CorrectivoDocumento16 páginasMantenimiento Preventivo-CorrectivoVladi Pérez100% (1)
- Fabricio Steven Leon Campoverde - 3393831 - 0Documento17 páginasFabricio Steven Leon Campoverde - 3393831 - 0Fabricio LeónAún no hay calificaciones
- Tarea Calificada 2 Grupo Gestion MntoDocumento20 páginasTarea Calificada 2 Grupo Gestion MntoLarry Bill Miguel RodriguezAún no hay calificaciones
- CalderasDocumento9 páginasCalderaspablo romeroAún no hay calificaciones
- Circuito Hidraulica JVRDocumento14 páginasCircuito Hidraulica JVRStefano ArroyoAún no hay calificaciones
- 200B0436 GomezGian INV4Documento23 páginas200B0436 GomezGian INV4Gómez González Gian CarloAún no hay calificaciones
- Mantenimiento PreventivoDocumento63 páginasMantenimiento PreventivoFernando NavaAún no hay calificaciones
- Informe de Monitoreo LLDocumento14 páginasInforme de Monitoreo LLLeonardo Carrasco RoblesAún no hay calificaciones
- BT Serv. Mtto Instrumentacion 2023-2024 V03Documento15 páginasBT Serv. Mtto Instrumentacion 2023-2024 V03Khriz KztiyohAún no hay calificaciones
- Cuaderno de Informe 10-1Documento14 páginasCuaderno de Informe 10-1Eli Yupanqui TorresAún no hay calificaciones
- CEN RELE FPANGUE MAR23 IAT 001 - InfAuditFPangue - RevFDocumento33 páginasCEN RELE FPANGUE MAR23 IAT 001 - InfAuditFPangue - RevFFrancisco Escobar AlfaroAún no hay calificaciones
- TESIS COMPLETA (FINAL) .DocImplemetacio Matto Prev y PredictDocumento263 páginasTESIS COMPLETA (FINAL) .DocImplemetacio Matto Prev y PredictedvidalAún no hay calificaciones
- Informe de Termografia LLDocumento15 páginasInforme de Termografia LLLeonardo Carrasco RoblesAún no hay calificaciones
- Cuaderno de Informe de Gasolina 4Documento15 páginasCuaderno de Informe de Gasolina 4javi4494Aún no hay calificaciones
- Informe Pasantias Opcional CORREGIDODocumento46 páginasInforme Pasantias Opcional CORREGIDOViolaHuesosAún no hay calificaciones
- Industrial RobotsDocumento10 páginasIndustrial RobotsJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- UPG Rubrica Programa PLC Primer Parcial Celda MPSDocumento7 páginasUPG Rubrica Programa PLC Primer Parcial Celda MPSJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- PLantilla Ishikawa en Word 03Documento1 páginaPLantilla Ishikawa en Word 03JOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- Reporte Pieza FrezaDocumento7 páginasReporte Pieza FrezaJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- Practica Con FresaDocumento8 páginasPractica Con FresaJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- Programa de Educación Continua Enero - Abril 2023: CursosDocumento10 páginasPrograma de Educación Continua Enero - Abril 2023: CursosJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- Cuestionario de SemiconductoresDocumento5 páginasCuestionario de SemiconductoresJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- SNyH - PRACTICA 7 - 110634Documento12 páginasSNyH - PRACTICA 7 - 110634JOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- Grupo BimboDocumento2 páginasGrupo BimboJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- SemiconductoresDocumento6 páginasSemiconductoresJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
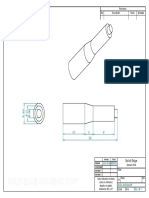
- Revisiones Rev Descripción Fecha Aprobado: Solid EdgeDocumento1 páginaRevisiones Rev Descripción Fecha Aprobado: Solid EdgeJOSÉ FERNANDO GONZÁLEZ OLVERA.Aún no hay calificaciones
- 0.axial - GTPDocumento14 páginas0.axial - GTPTomas IbarlinAún no hay calificaciones
- Act IntegradoraDocumento5 páginasAct IntegradoraSammy GrangerAún no hay calificaciones
- 012 018 Tecnologia1 140Documento8 páginas012 018 Tecnologia1 140Sergio CanoAún no hay calificaciones
- Exposición "Paradigma", Jorge Otero - ThecubanartobserverDocumento5 páginasExposición "Paradigma", Jorge Otero - ThecubanartobserverAlejandro Malcom Fernández QuintanaAún no hay calificaciones
- UntitledDocumento12 páginasUntitledDaniela Morga IpiñaAún no hay calificaciones
- Ejemplo de Peticion A Gobierno FederalDocumento1 páginaEjemplo de Peticion A Gobierno FederalJose Abel Ramirez MarquezAún no hay calificaciones
- Catálogo General LV DrivesDocumento56 páginasCatálogo General LV DrivesElvis QuispeAún no hay calificaciones
- Trabajo Final Proyecto de Investigacion IDocumento43 páginasTrabajo Final Proyecto de Investigacion IJhons Bryan Zapana HuacaniAún no hay calificaciones
- 5.2 - Transformaciones Lineales: V Wi9Hw6Vvepk&T 211SDocumento4 páginas5.2 - Transformaciones Lineales: V Wi9Hw6Vvepk&T 211SJohan GonzalezAún no hay calificaciones
- Informe 3 de Estructura y Propiedades de Los MaterialesDocumento23 páginasInforme 3 de Estructura y Propiedades de Los MaterialesEd LCAún no hay calificaciones
- Condicionamiento Operante para El ManejoDocumento18 páginasCondicionamiento Operante para El ManejojazminAún no hay calificaciones
- 18 2019 07 04 FesDocumento3 páginas18 2019 07 04 FesdavidritmanAún no hay calificaciones
- Lineamientos de Titulación QCDocumento25 páginasLineamientos de Titulación QCHeiidii ZtharAún no hay calificaciones
- Numeración en Lengua BarbacoaDocumento10 páginasNumeración en Lengua BarbacoaDon ElixAún no hay calificaciones
- Roland Evaluación Final Trabajo Grupal (Proyecto) - GrupalDocumento16 páginasRoland Evaluación Final Trabajo Grupal (Proyecto) - GrupalAlvaro Castillo QuispeAún no hay calificaciones
- Articulo Cientifico 2Documento15 páginasArticulo Cientifico 2Luis Gerardo Almaraz ChoresAún no hay calificaciones
- Actividad Eje 4 RESIDUOSDocumento17 páginasActividad Eje 4 RESIDUOSstefany paredes alzateAún no hay calificaciones
- 995 IRA Colectiva 2022Documento2 páginas995 IRA Colectiva 2022Lina BonillaAún no hay calificaciones
- Actos Disposición Del Propio Cuerpo de Vida yDocumento13 páginasActos Disposición Del Propio Cuerpo de Vida yHenryAún no hay calificaciones
- CPT 07-Ensayo Contraargumentación - 2 PDFDocumento14 páginasCPT 07-Ensayo Contraargumentación - 2 PDFGiancarlo ColcaAún no hay calificaciones
- Semana 16Documento6 páginasSemana 16Benjamín WeleskeAún no hay calificaciones
- Programa Falta Incluir Formulario 4Documento51 páginasPrograma Falta Incluir Formulario 4LUCERO NATHALY CHERO MARTINEZAún no hay calificaciones
- Zacatechichi Tesis Cibyc PDFDocumento75 páginasZacatechichi Tesis Cibyc PDFLucia Marroquin MendozaAún no hay calificaciones
- Universidad Católica Santo Toribio de Mogrovejo Facultad de Escuela deDocumento5 páginasUniversidad Católica Santo Toribio de Mogrovejo Facultad de Escuela deYESSICA ELIZABETHAún no hay calificaciones
- Reportes de Caso HemofiliasDocumento52 páginasReportes de Caso HemofiliasJavier Muñoz MartínezAún no hay calificaciones
- Importancia Del Establecimiento de La Relación Fisioterapeuta-PacienteDocumento9 páginasImportancia Del Establecimiento de La Relación Fisioterapeuta-PacienteJanai Reyes SilvanAún no hay calificaciones
- Practica 24Documento2 páginasPractica 24Junior Ant.RodriguezAún no hay calificaciones
- Diagnostico TerceroDocumento16 páginasDiagnostico TerceroYm SandovalAún no hay calificaciones
- Ficha Del Proyecto-V2Documento2 páginasFicha Del Proyecto-V2juliodarwinAún no hay calificaciones
- # (Gonçalvez Boggio L) Las Paradojas de La Migración. Estrategias Psicocorporales para El Abordaje Del Estrés Postraumático (2019)Documento183 páginas# (Gonçalvez Boggio L) Las Paradojas de La Migración. Estrategias Psicocorporales para El Abordaje Del Estrés Postraumático (2019)tutores.sescamAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (201)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosDe EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosCalificación: 4 de 5 estrellas4/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)