También podría gustarte
- Plan Básico de Gestión de Marca para Perfec2PackDocumento13 páginasPlan Básico de Gestión de Marca para Perfec2PackGuian Chero100% (1)
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovDe EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovAún no hay calificaciones
- Planeación y Administración de La Capacidad de Producción. UNIDAD 3Documento13 páginasPlaneación y Administración de La Capacidad de Producción. UNIDAD 3FatyMendez100% (1)
- Balance General Ejercicio 1 2 3Documento30 páginasBalance General Ejercicio 1 2 3Fatima GutierrezAún no hay calificaciones
- BLOQUE 12 COMERCIO Módulo 1 Teorías Del Comercio InternacionalDocumento11 páginasBLOQUE 12 COMERCIO Módulo 1 Teorías Del Comercio InternacionalNatalia Alvarez Salcedo0% (1)
- Planificación de La DemandaDocumento3 páginasPlanificación de La DemandaflorencesepAún no hay calificaciones
- Uso Del Software en Los PronosticosDocumento7 páginasUso Del Software en Los PronosticosRicardo Alexis Benjamin CamachomAún no hay calificaciones
- 1 Proceso en El Desarrollo de Nuevos ProductosDocumento14 páginas1 Proceso en El Desarrollo de Nuevos ProductosWILMER ANDRES ARTUNDUAGA ALVAREZ100% (1)
- Liderazgo por coaching: ventajas de disponer de un líder coach en la empresaDocumento14 páginasLiderazgo por coaching: ventajas de disponer de un líder coach en la empresaAxel Brian Wilson AlonsoAún no hay calificaciones
- Modelo de Gestion EstrategicaDocumento2 páginasModelo de Gestion EstrategicaAndricx AlonsoAún no hay calificaciones
- UNIDAD I. Programación de Metas (Alumnos)Documento15 páginasUNIDAD I. Programación de Metas (Alumnos)Juan Carlos QuirozAún no hay calificaciones
- Motivacion Del Talento HumanoDocumento8 páginasMotivacion Del Talento HumanoYury Gutierrez Angarita100% (1)
- Apuntes Gestión de La Produccion - Ae6Documento83 páginasApuntes Gestión de La Produccion - Ae6Nathely LascanoAún no hay calificaciones
- Gestión de La Producción I - Unidad 1Documento78 páginasGestión de La Producción I - Unidad 1Xóchitl Mar P. H.50% (2)
- 10 EJERCICIOS PROGRAMACIÓN LINEALDocumento26 páginas10 EJERCICIOS PROGRAMACIÓN LINEALdalilaAún no hay calificaciones
- Pronosticos en Win Qsv.2018Documento12 páginasPronosticos en Win Qsv.2018Brenda Martinez RomoAún no hay calificaciones
- P1. Ejemplo de Creación de Un Plan de Muestreo de Aceptación Por Atributos 19151143Documento5 páginasP1. Ejemplo de Creación de Un Plan de Muestreo de Aceptación Por Atributos 19151143Edwin EscobedoAún no hay calificaciones
- InventariosDocumento31 páginasInventariosferdinandchevesAún no hay calificaciones
- Manejo de Almacenes Unidad 6Documento16 páginasManejo de Almacenes Unidad 6mireya100% (1)
- Determinación de La Capacidad de ProducciónDocumento14 páginasDeterminación de La Capacidad de ProducciónMary FerAún no hay calificaciones
- Ejemplo MPSDocumento8 páginasEjemplo MPSAngeles CastellanosAún no hay calificaciones
- Mercado GlobalDocumento18 páginasMercado GlobalNancy Sanchez Balderas100% (1)
- Dialnet KaizenUnCasoDeEstudio 4541604Documento6 páginasDialnet KaizenUnCasoDeEstudio 4541604Gloria Guadalupe Morales PilladoAún no hay calificaciones
- Administración de Operaciones 1 EJ2018Documento11 páginasAdministración de Operaciones 1 EJ2018Gerardo De La RosaAún no hay calificaciones
- Gestión de La Producción I - Unidad 4Documento16 páginasGestión de La Producción I - Unidad 4Xóchitl Mar P. H.Aún no hay calificaciones
- (MPS) Plan Maestro de Producción - Paso A Paso y Con EjemplosDocumento31 páginas(MPS) Plan Maestro de Producción - Paso A Paso y Con EjemplosHector OspinaAún no hay calificaciones
- Unidad 3 Distribucion de PlantaDocumento28 páginasUnidad 3 Distribucion de PlantaArantza AquinoAún no hay calificaciones
- Que Es Un Plan Maestro de Produccion y 6 FormasDocumento8 páginasQue Es Un Plan Maestro de Produccion y 6 FormasMarco Antonio Ramírez AlbarránAún no hay calificaciones
- Teoría de Inventarios y Modelos DeterminísticosDocumento14 páginasTeoría de Inventarios y Modelos DeterminísticosDavid PerezAún no hay calificaciones
- Preguntas pares capítulo 4 pronósticosDocumento3 páginasPreguntas pares capítulo 4 pronósticosDarwin MolinaAún no hay calificaciones
- Analisis MorfologicoDocumento4 páginasAnalisis MorfologicoOctavio Ruiz GómezAún no hay calificaciones
- Ejercicios Resueltos de Productividad Multifactorial y Total ?Documento13 páginasEjercicios Resueltos de Productividad Multifactorial y Total ?PaulZamalloaVara50% (2)
- Planeación y Administración de La Capacidad de ProducciónDocumento12 páginasPlaneación y Administración de La Capacidad de ProducciónSusan AsenetHhAún no hay calificaciones
- Diseño Organizacional Unidad 5Documento21 páginasDiseño Organizacional Unidad 5Gûstãvõ GõmêzAún no hay calificaciones
- Manual de Practicas de Gestion de La Produccion 1Documento24 páginasManual de Practicas de Gestion de La Produccion 1Luis Enrique Soto GarciaAún no hay calificaciones
- Las 5 Fases de La Administración de ProyectoDocumento2 páginasLas 5 Fases de La Administración de ProyectoDiana VazquezAún no hay calificaciones
- Mochila KnapsackDocumento6 páginasMochila KnapsackMiguel MedellínAún no hay calificaciones
- Administracion de Proyectos T1Documento8 páginasAdministracion de Proyectos T1Ever OrozcoAún no hay calificaciones
- 4.1 Antecedentes Del PMPDocumento11 páginas4.1 Antecedentes Del PMPAna Sánchez CasanovaAún no hay calificaciones
- Planeación Agregada en Los ServiciosDocumento15 páginasPlaneación Agregada en Los ServiciosCarlos Omar Lugo ArellanoAún no hay calificaciones
- l3. - El Clima de La CreatividadDocumento4 páginasl3. - El Clima de La CreatividadRaul RodriguezAún no hay calificaciones
- 1.4 Filosofia de Philip B. CrosbyDocumento39 páginas1.4 Filosofia de Philip B. CrosbyCarlos Oliver MontejanoAún no hay calificaciones
- Aplicación de Seis SigmaDocumento7 páginasAplicación de Seis SigmaUbeth Bautista100% (1)
- Caso PracticoDocumento10 páginasCaso PracticoMiguel BaezaAún no hay calificaciones
- 6.4 Sis Inf Admon Inventarios y Almacen.Documento9 páginas6.4 Sis Inf Admon Inventarios y Almacen.aznarhAún no hay calificaciones
- Cuestionario Unidad 3 Elemprendedor y La InnovaciónDocumento4 páginasCuestionario Unidad 3 Elemprendedor y La InnovaciónBraulio Cuevas0% (1)
- Admin de OperacionesDocumento8 páginasAdmin de OperacionesMN100% (1)
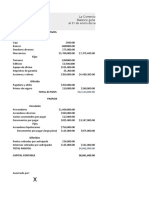
- Examen Carreon Lopez Antonio Eduardo t2Documento5 páginasExamen Carreon Lopez Antonio Eduardo t2Caudillo CarreonAún no hay calificaciones
- 2.3 SimDocumento9 páginas2.3 SimGiovanny JuarezAún no hay calificaciones
- Analisis de Series de TiempoDocumento52 páginasAnalisis de Series de TiempoMeyer Ben-Schmuel van Ortiz100% (1)
- Métodos Heurísticos y de OptimizaciónDocumento13 páginasMétodos Heurísticos y de OptimizaciónAlejandro Nuñez LaraAún no hay calificaciones
- Ensayo de Los Beneficios de Los Premios de CalidadDocumento7 páginasEnsayo de Los Beneficios de Los Premios de CalidadBerenice RAAún no hay calificaciones
- Jidoka y AndonDocumento10 páginasJidoka y AndonDavimendovares100% (1)
- Unidad 3 Plan de NegociosDocumento18 páginasUnidad 3 Plan de NegociosEddiPerezAún no hay calificaciones
- Mejora continua en la gestión empresarialDocumento17 páginasMejora continua en la gestión empresarialShalia SandovalAún no hay calificaciones
- Temario Unidad I - Localización de InstalacionesDocumento7 páginasTemario Unidad I - Localización de InstalacionesMauri Del Carmen Martinez de la CruzAún no hay calificaciones
- Investigacion MRPDocumento34 páginasInvestigacion MRPAble-bodied LopezAún no hay calificaciones
- Clasificacion de Acuerdo Al MaterialDocumento5 páginasClasificacion de Acuerdo Al MaterialLuis Cortez100% (1)
- Problema Programa Maestro de ProducciónDocumento5 páginasProblema Programa Maestro de ProducciónZoraya De la RivaAún no hay calificaciones
- Promedio Movil Simple Ejercicios PracticoDocumento2 páginasPromedio Movil Simple Ejercicios PracticoMorales Mendoza KenyoAún no hay calificaciones
- Gestión de Inventarios ResumenDocumento3 páginasGestión de Inventarios ResumenJonathanNatanaelPerezAguilar100% (1)
- Clasificación de CostosDocumento15 páginasClasificación de CostosEtlanaAún no hay calificaciones
- Unidad 3 Planeación de La Investigación de MercadosDocumento3 páginasUnidad 3 Planeación de La Investigación de MercadosCinthia Trinidad CastilloAún no hay calificaciones
- Unidad II Planeamiento y Organización de Operaciones 2Documento66 páginasUnidad II Planeamiento y Organización de Operaciones 2Giancarlo ColomaAún no hay calificaciones
- m3.t1.Investigacion.perez BrendaDocumento13 páginasm3.t1.Investigacion.perez BrendaJael PerezAún no hay calificaciones
- Glosario Gestion EstrategicaDocumento7 páginasGlosario Gestion EstrategicaAxel Brian Wilson AlonsoAún no hay calificaciones
- Comparacion de Diversas Técnicas de Análisis Estratégico InternoDocumento7 páginasComparacion de Diversas Técnicas de Análisis Estratégico InternoAxel Brian Wilson AlonsoAún no hay calificaciones
- Ensayo Justo A TiempoDocumento7 páginasEnsayo Justo A TiempoAxel Brian Wilson AlonsoAún no hay calificaciones
- Comparacion de Diversas Técnicas de Análisis Estratégico InternoDocumento7 páginasComparacion de Diversas Técnicas de Análisis Estratégico InternoAxel Brian Wilson AlonsoAún no hay calificaciones
- Sintesis KanbanDocumento8 páginasSintesis KanbanAxel Brian Wilson AlonsoAún no hay calificaciones
- Herramientas de Programación de La ProducciónDocumento5 páginasHerramientas de Programación de La ProducciónAxel Brian Wilson AlonsoAún no hay calificaciones
- Ensayo Justo A TiempoDocumento7 páginasEnsayo Justo A TiempoAxel Brian Wilson AlonsoAún no hay calificaciones
- Sintesis KanbanDocumento8 páginasSintesis KanbanAxel Brian Wilson AlonsoAún no hay calificaciones
- Diferencias Foda y PesteDocumento6 páginasDiferencias Foda y PesteAxel Brian Wilson AlonsoAún no hay calificaciones
- Resumenes Exposiciones Tema 2Documento18 páginasResumenes Exposiciones Tema 2Axel Brian Wilson AlonsoAún no hay calificaciones
- Glosario Gestion EstrategicaDocumento7 páginasGlosario Gestion EstrategicaAxel Brian Wilson AlonsoAún no hay calificaciones
- Diferencias Foda y PesteDocumento6 páginasDiferencias Foda y PesteAxel Brian Wilson AlonsoAún no hay calificaciones
- Cuadro Comparativo de Las Cuatro Teorias de La FisicaDocumento4 páginasCuadro Comparativo de Las Cuatro Teorias de La FisicaAxel Brian Wilson AlonsoAún no hay calificaciones
- Indicadores de ProductividadDocumento11 páginasIndicadores de ProductividadAxel Brian Wilson AlonsoAún no hay calificaciones
- Capacitacion de Word BasicoDocumento8 páginasCapacitacion de Word BasicoAxel Brian Wilson AlonsoAún no hay calificaciones
- Act18-Mapa Conceptual de Las Caracteristicas de ReorganizacionDocumento2 páginasAct18-Mapa Conceptual de Las Caracteristicas de ReorganizacionEmmanuel Angeles Segovia100% (4)
- Reglas Del SalonDocumento1 páginaReglas Del SalonAxel Brian Wilson Alonso100% (1)
- Mapa Mental Costo InventarioDocumento6 páginasMapa Mental Costo InventarioAxel Brian Wilson AlonsoAún no hay calificaciones
- Mapa Conceptual Del Tema1Documento7 páginasMapa Conceptual Del Tema1Axel Brian Wilson AlonsoAún no hay calificaciones
- Páginas WEB AnalizadasDocumento5 páginasPáginas WEB AnalizadasAxel Brian Wilson AlonsoAún no hay calificaciones
- Proyecto de EmprendimientoDocumento21 páginasProyecto de EmprendimientoAxel Brian Wilson AlonsoAún no hay calificaciones
- Comercio ElectronicoDocumento6 páginasComercio ElectronicoAxel Brian Wilson AlonsoAún no hay calificaciones
- Plan Maestro de ProduccionDocumento7 páginasPlan Maestro de ProduccionAxel Brian Wilson AlonsoAún no hay calificaciones
- Glosario 2Documento9 páginasGlosario 2Axel Brian Wilson AlonsoAún no hay calificaciones
- La Produccion de Bienes y ServiciosDocumento9 páginasLa Produccion de Bienes y ServiciosAxel Brian Wilson AlonsoAún no hay calificaciones
- Plan Maestro de ProduccionDocumento7 páginasPlan Maestro de ProduccionAxel Brian Wilson AlonsoAún no hay calificaciones
- Indicadores de ProductividadDocumento10 páginasIndicadores de ProductividadAxel Brian Wilson AlonsoAún no hay calificaciones
- Glosario 2Documento9 páginasGlosario 2Axel Brian Wilson AlonsoAún no hay calificaciones
- Unidad 3 - 2 Finanzas Publicas-1Documento11 páginasUnidad 3 - 2 Finanzas Publicas-1AMG AsesoríasAún no hay calificaciones
- Modelo NiponDocumento3 páginasModelo NiponPedro Ignacio BazánAún no hay calificaciones
- Propuesta SaludDocumento8 páginasPropuesta SaludemilioAún no hay calificaciones
- Pre SupuestoDocumento33 páginasPre SupuestoFELIPEAún no hay calificaciones
- PLANTILLADocumento4 páginasPLANTILLAjeanpier lopezAún no hay calificaciones
- Contabilidad Basica JorgeDocumento6 páginasContabilidad Basica JorgeBraulio BronceAún no hay calificaciones
- Avance 3Documento4 páginasAvance 3waldir alejandro perez pereiraAún no hay calificaciones
- Convocatoria Cas Transitorio 001 2024Documento26 páginasConvocatoria Cas Transitorio 001 2024MIGUEL ANGEL AGUILAR HUANCAAún no hay calificaciones
- Laboratorio Contable Iii PacDocumento6 páginasLaboratorio Contable Iii PacLarolyn Rodriguez50% (2)
- Análisis - Proceso - Importacion - Bicicletas - Desde - Suiza - Hacia - ColombiaDocumento25 páginasAnálisis - Proceso - Importacion - Bicicletas - Desde - Suiza - Hacia - ColombiaZs FabecitaAún no hay calificaciones
- Casos Practicos 11.11.23Documento21 páginasCasos Practicos 11.11.23ELIA MARY TOVAR FLOREZ DEL PRADOAún no hay calificaciones
- Estrategias de Operaciones en Un Entorno GlobalDocumento11 páginasEstrategias de Operaciones en Un Entorno GlobalLaura SeverinoAún no hay calificaciones
- Análisis de reemplazo de activos fijosDocumento28 páginasAnálisis de reemplazo de activos fijosFelipe Cerino AquinoAún no hay calificaciones
- Esping-Andersen. Después de La Edad de Oro - Estado BenefactorDocumento33 páginasEsping-Andersen. Después de La Edad de Oro - Estado BenefactorAlexandra Elizabeth Breton FamiliaAún no hay calificaciones
- Factura Electronica de Venta No. 20249 FE: Nit: Computadores de La Costa Sas 800253616-4Documento1 páginaFactura Electronica de Venta No. 20249 FE: Nit: Computadores de La Costa Sas 800253616-4arnolbenitez31Aún no hay calificaciones
- Actividad 3 EvaluativaDocumento4 páginasActividad 3 Evaluativajandreina567Aún no hay calificaciones
- Ad 09011441650072311680395Documento1 páginaAd 09011441650072311680395Carmen Rosa Cerinza CarreñoAún no hay calificaciones
- Ejercicios de Comprensión Del IVADocumento4 páginasEjercicios de Comprensión Del IVALendir GomezAún no hay calificaciones
- Reforma de Ley de SegurosDocumento111 páginasReforma de Ley de SegurosBoris AlonzoAún no hay calificaciones
- Trabajo Colaborativo FASE 3Documento16 páginasTrabajo Colaborativo FASE 3Angelica VianaAún no hay calificaciones
- Indicadores de Gestion de CobranzaDocumento8 páginasIndicadores de Gestion de CobranzaTesoreria JuliacaAún no hay calificaciones
- 1.2. Creación, Circulación, legitimacíonTC, Protesto, Aval, Causa Part IIDocumento16 páginas1.2. Creación, Circulación, legitimacíonTC, Protesto, Aval, Causa Part IIferAún no hay calificaciones
- SOE.652 Lista de Recaudos CrediEmprendeBDVDocumento1 páginaSOE.652 Lista de Recaudos CrediEmprendeBDVjeniedarAún no hay calificaciones
- MonpsonipoDocumento7 páginasMonpsonipoJorge SamameAún no hay calificaciones
- NIIF 3 y NIIF PYMES comparación combinaciones negociosDocumento1 páginaNIIF 3 y NIIF PYMES comparación combinaciones negociosDavid VargasAún no hay calificaciones
- FORO 2 Problemas de Historia Del Siglo XXDocumento2 páginasFORO 2 Problemas de Historia Del Siglo XXBri FarAún no hay calificaciones