También podría gustarte
- Monografia-Proceso de Elaboración de Yogurt Batido Frutado OkDocumento54 páginasMonografia-Proceso de Elaboración de Yogurt Batido Frutado OkMichaelHuamanLisunde100% (1)
- Produccion de Yogurt y EtapasDocumento17 páginasProduccion de Yogurt y Etapasjorge100% (1)
- Informe 8 QuesoDocumento4 páginasInforme 8 QuesoMarlis BonesAún no hay calificaciones
- Manual de Control de Calidad de P. LácteosDocumento13 páginasManual de Control de Calidad de P. LácteosEstrellaAún no hay calificaciones
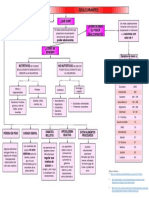
- MAPA CONCEPTUAL 2. EdulcorantesDocumento1 páginaMAPA CONCEPTUAL 2. EdulcorantesEMMANUEL PONCE JAUREGUIAún no hay calificaciones
- Obtención del azúcar a partir de caña y remolachaDocumento1 páginaObtención del azúcar a partir de caña y remolachaEMMANUEL PONCE JAUREGUI100% (1)
- Nombre Del Proyecto: Planta Productora de Yogurt: Ingenieria de Servicios D04Documento53 páginasNombre Del Proyecto: Planta Productora de Yogurt: Ingenieria de Servicios D04EMMANUEL PONCE JAUREGUIAún no hay calificaciones
- Proyecto FinalDocumento36 páginasProyecto FinalFlorecita GerenaAún no hay calificaciones
- Año de La Unida1Documento13 páginasAño de La Unida1JEAN PIERRE ROJAS BAEZAún no hay calificaciones
- Actividad de Aprendizaje 5 Evidencia 1Documento8 páginasActividad de Aprendizaje 5 Evidencia 1Lucia EscorciaAún no hay calificaciones
- Planta Procesadora de Productos LácteosDocumento14 páginasPlanta Procesadora de Productos LácteosSebastián RojasAún no hay calificaciones
- Proyecto de Ingeniería de MétodosDocumento53 páginasProyecto de Ingeniería de MétodosSilvana Rojas MarancenbaumAún no hay calificaciones
- Cadena de ComercializaciónDocumento20 páginasCadena de ComercializaciónYanireth ZapataAún no hay calificaciones
- Colaborativo Grupo 23Documento16 páginasColaborativo Grupo 23Jeimmy TibaduizaAún no hay calificaciones
- Informe de Gerencia de OperacionesDocumento17 páginasInforme de Gerencia de OperacioneswalterAún no hay calificaciones
- FINTEN, FLORENCIA-Facultad de Ciencias Veterinarias PDFDocumento45 páginasFINTEN, FLORENCIA-Facultad de Ciencias Veterinarias PDFSol Mollo PhoccoAún no hay calificaciones
- INTRODUCCIÓN Mezcla deDocumento21 páginasINTRODUCCIÓN Mezcla deLUIS YEPEZAún no hay calificaciones
- Francisco Ruz. Tarea 7Documento5 páginasFrancisco Ruz. Tarea 7francisco ruzAún no hay calificaciones
- Productos CapuriDocumento38 páginasProductos CapuriLuis TrejoAún no hay calificaciones
- Universidad Técnica de AmbatoDocumento26 páginasUniversidad Técnica de AmbatoDennis CaminoAún no hay calificaciones
- Anexo 2 Viabilidad Técnica Del Producto20190821102142Documento9 páginasAnexo 2 Viabilidad Técnica Del Producto20190821102142miguel angel muñoz bosquezAún no hay calificaciones
- Visita A La PlantaDocumento4 páginasVisita A La PlantaMendozaMonica100% (1)
- ACTIVIDAD 2 PROCESOS II (2) Alex PradaDocumento13 páginasACTIVIDAD 2 PROCESOS II (2) Alex PradaAna PalenciaAún no hay calificaciones
- Evidencia 1 Flujograma Procesos de La Cadena Logística y El Marco Estratégico InstitucionalDocumento11 páginasEvidencia 1 Flujograma Procesos de La Cadena Logística y El Marco Estratégico InstitucionalcarlosAún no hay calificaciones
- Elaboracion de Yogurt y QuesoDocumento7 páginasElaboracion de Yogurt y QuesoKely VeintimillaAún no hay calificaciones
- Informe Yogurt AvanceDocumento8 páginasInforme Yogurt AvanceLuis Edmundo Bazauri VillanuevaAún no hay calificaciones
- Clase Mision VisionDocumento8 páginasClase Mision VisionGabriela Garcia AranaAún no hay calificaciones
- ColantaDocumento14 páginasColantaDiana Marcela Rivas QuinteroAún no hay calificaciones
- Automatizacion Yogurt CaseroDocumento11 páginasAutomatizacion Yogurt CaseroAntonio Molina PachecoAún no hay calificaciones
- Informe InternadoDocumento23 páginasInforme InternadoJoffre SaulAún no hay calificaciones
- Plano de Distribucion de La Planta de NectarDocumento33 páginasPlano de Distribucion de La Planta de NectarKETYAún no hay calificaciones
- Leche de Vaca 1.6Documento41 páginasLeche de Vaca 1.6Gustavo CaresAún no hay calificaciones
- Yogurt Imperial Final de Ing. de PlantaDocumento12 páginasYogurt Imperial Final de Ing. de PlantaisaenitAún no hay calificaciones
- Guía Técnica Del Proceso de Pasteurización de LecheDocumento26 páginasGuía Técnica Del Proceso de Pasteurización de Lechemario yanezAún no hay calificaciones
- Guia 01202202AL02AL-24A13Documento16 páginasGuia 01202202AL02AL-24A13omar perezAún no hay calificaciones
- Reporte EvaporadaDocumento37 páginasReporte Evaporadarinarondan2000Aún no hay calificaciones
- Actividad 2Documento19 páginasActividad 2Diana Maribel Sanchez BarrantesAún no hay calificaciones
- Queso MaduroDocumento9 páginasQueso MaduroRichardo Maldonado CondorAún no hay calificaciones
- Test Realizados a La LecheDocumento45 páginasTest Realizados a La LecheJose PerdomoAún no hay calificaciones
- Guia de Aprendizaje de Leches FermentadasDocumento10 páginasGuia de Aprendizaje de Leches FermentadasClaudia CaviedesAún no hay calificaciones
- Elaboracion de Queso Valdez Carrasco Parte 2Documento13 páginasElaboracion de Queso Valdez Carrasco Parte 2EnvertdelaCruzAún no hay calificaciones
- Leche en PolvoDocumento14 páginasLeche en PolvoAni CadenaAún no hay calificaciones
- Elaboración queso maduro bacterias termófilas (35chDocumento12 páginasElaboración queso maduro bacterias termófilas (35chRosalinda RuizAún no hay calificaciones
- Manual para Transportistas de Leche Cruda DNL AgroindustriaDocumento47 páginasManual para Transportistas de Leche Cruda DNL AgroindustriaAlimentos La FriquesaAún no hay calificaciones
- Informe SurcolacDocumento12 páginasInforme SurcolacDaniel SalazarAún no hay calificaciones
- Informe Práctica Numero 1Documento8 páginasInforme Práctica Numero 1Janis QuijanoAún no hay calificaciones
- Informe MantequillaDocumento32 páginasInforme MantequillaBenito Quispe Valeriano0% (1)
- Trabajo Final de Procesos de La Leche Gloria - CompressDocumento29 páginasTrabajo Final de Procesos de La Leche Gloria - CompressDayana LueraAún no hay calificaciones
- SEGURIDAD INDUSTRIAL Y SALUD OCUPACIONAL Producción de LacteosDocumento8 páginasSEGURIDAD INDUSTRIAL Y SALUD OCUPACIONAL Producción de LacteosHoracio Chavez R.100% (2)
- Trabajo Colaborativo 3 - Diseño de PlantasDocumento21 páginasTrabajo Colaborativo 3 - Diseño de PlantasBeth Segura MAún no hay calificaciones
- Elaboración de Queso de Pasta DuraDocumento8 páginasElaboración de Queso de Pasta DuraAyelen kAún no hay calificaciones
- Informe Control de PerdidasDocumento23 páginasInforme Control de PerdidasluisAún no hay calificaciones
- Manual de Practicas de Tecnologia de LacDocumento59 páginasManual de Practicas de Tecnologia de LacOmar Noriega Cabrera100% (2)
- Manual de Practicas de Tecnologia de LacDocumento59 páginasManual de Practicas de Tecnologia de LacRebeca A. Torres MejiaAún no hay calificaciones
- Implementacion de Laboratorio de Control de CalidadDocumento30 páginasImplementacion de Laboratorio de Control de Calidadmary_ely29_91955Aún no hay calificaciones
- Practica 9 - Diseño de Procesamiento de YogurtDocumento13 páginasPractica 9 - Diseño de Procesamiento de YogurtViankaAún no hay calificaciones
- 3°avance (Franklin, Jerson, Sergio) Final Control de OperacionesDocumento48 páginas3°avance (Franklin, Jerson, Sergio) Final Control de OperacionesFranklin David López TorresAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de Producción de LacteosDocumento11 páginasFlujo Del Proceso Productivo y Escalas de Producción de LacteosFelipe AlvaradoAún no hay calificaciones
- PRACTICA #04 - Fermentación LácticaDocumento5 páginasPRACTICA #04 - Fermentación LácticaRAMOS CASTILLO KISE ESTHERAún no hay calificaciones
- Procesamiento de La Leche y Producción de YogurtDocumento21 páginasProcesamiento de La Leche y Producción de Yogurtwilliam beltranAún no hay calificaciones
- BonanzaDocumento4 páginasBonanzaRenzo Oscar Cosme JacintoAún no hay calificaciones
- Yogures, leches fermentadas y pastas untables. INAE0209De EverandYogures, leches fermentadas y pastas untables. INAE0209Aún no hay calificaciones
- MAPA CONCEPTUAL. Actividad Acuosa.Documento1 páginaMAPA CONCEPTUAL. Actividad Acuosa.EMMANUEL PONCE JAUREGUIAún no hay calificaciones
- MAPA CONCEPTUAL. El AlmidónDocumento1 páginaMAPA CONCEPTUAL. El AlmidónEMMANUEL PONCE JAUREGUIAún no hay calificaciones
- MAPA CONCEPTUAL. ProteínasDocumento1 páginaMAPA CONCEPTUAL. ProteínasEMMANUEL PONCE JAUREGUIAún no hay calificaciones
- Enfermedades ParacitariasDocumento10 páginasEnfermedades ParacitariasNelly AngelitaAún no hay calificaciones
- Recetas de GalletasDocumento2 páginasRecetas de GalletasDIURISAún no hay calificaciones
- Modulo de Aprendizaje Procesamiento y Conservacion de Frutas Hortalizas Granos y Cereales. Bibliografia de Consulta de José Antonio Peñafiel VásquezDocumento49 páginasModulo de Aprendizaje Procesamiento y Conservacion de Frutas Hortalizas Granos y Cereales. Bibliografia de Consulta de José Antonio Peñafiel VásquezJOSÉ ANTONIO PEÑAFIEL VÁSQUEZ0% (1)
- Biorremediación en Aguas Contaminadas Con HidrocarburosDocumento27 páginasBiorremediación en Aguas Contaminadas Con HidrocarburosLau Escobedo100% (1)
- Bellacoso LetraDocumento2 páginasBellacoso Letrapollo-pollo11Aún no hay calificaciones
- Clase 5 Fraudes y Alteraciones AlimenticiasDocumento23 páginasClase 5 Fraudes y Alteraciones AlimenticiasEder Aranda Carbonell100% (1)
- Grupo 2 2 2Documento4 páginasGrupo 2 2 2Abril Fernadez VeizanAún no hay calificaciones
- Infografia DigestionDocumento2 páginasInfografia DigestionOmar Aparicio DiázAún no hay calificaciones
- Plan de MuestreoDocumento18 páginasPlan de MuestreoMaleja Laguna100% (2)
- BIOPESTICIDADocumento2 páginasBIOPESTICIDAhernandezcabreraangelomarAún no hay calificaciones
- Ruta sintética del colágenoDocumento3 páginasRuta sintética del colágenoLira Mencho Guzman GuzmanAún no hay calificaciones
- Dieta 1Documento2 páginasDieta 1Carlos Israel GomezAún no hay calificaciones
- PSP Charapaya 2017Documento7 páginasPSP Charapaya 2017LudemVillcaBonifacioAún no hay calificaciones
- Plantas alimenticias: cereales, legumbres y másDocumento3 páginasPlantas alimenticias: cereales, legumbres y másMarilin Amarilis KaalAún no hay calificaciones
- Proyecto InterdisciplinarDocumento72 páginasProyecto Interdisciplinarerasmo640% (1)
- Bebida Tahitian Noni OriginalDocumento8 páginasBebida Tahitian Noni Originalluis osorioAún no hay calificaciones
- SCHAPIRO NATALIA - Una Tertulia InolvidableDocumento16 páginasSCHAPIRO NATALIA - Una Tertulia InolvidableLuciana PresaAún no hay calificaciones
- Determinación de la acidez del vinagreDocumento4 páginasDeterminación de la acidez del vinagreSelena Jimenez RamirezAún no hay calificaciones
- La Fluidez y Características de Manejo de Sólidos y Polvos A Granel Lectura 1Documento23 páginasLa Fluidez y Características de Manejo de Sólidos y Polvos A Granel Lectura 1Ying GomezAún no hay calificaciones
- Chapete en La Isla de Los Animales (Saturnino Calleja)Documento24 páginasChapete en La Isla de Los Animales (Saturnino Calleja)mariakuloAún no hay calificaciones
- Metabolismo de Los CarbohidratosDocumento5 páginasMetabolismo de Los CarbohidratoswilmesAún no hay calificaciones
- Soluciones a problemas claves en inocuidad y calidad alimentariaDocumento33 páginasSoluciones a problemas claves en inocuidad y calidad alimentariaDiana SánchezAún no hay calificaciones
- Dieta Acida Vs Dieta AlcalinaDocumento1 páginaDieta Acida Vs Dieta AlcalinaJohannaTroyaAún no hay calificaciones
- Plan de Tesis HuachacDocumento40 páginasPlan de Tesis HuachacAntony Esteban ArizapanaAún no hay calificaciones
- Química de Los Alimentos - BaduiDocumento649 páginasQuímica de Los Alimentos - BaduiEmelina CB100% (10)
- Normas VDA y QSDocumento11 páginasNormas VDA y QSAngel GalindoAún no hay calificaciones
- Diseño de ReservorioDocumento3 páginasDiseño de ReservorioJoel Loayza SanchezAún no hay calificaciones
- Fijación de precios Maseca basada en demandaDocumento6 páginasFijación de precios Maseca basada en demandaCésar Alejandro100% (1)
- Observacion, Descripcion y Germinacion de La SemillaDocumento11 páginasObservacion, Descripcion y Germinacion de La SemillaNelo Hairan Salazar LoarteAún no hay calificaciones