También podría gustarte
- PRODUCCIÓN LL EJE 2 D PDFDocumento16 páginasPRODUCCIÓN LL EJE 2 D PDFcristina gonzalezAún no hay calificaciones
- Resolviendo Problemas de Asignación - Ingeniería Industrial Eje 3Documento13 páginasResolviendo Problemas de Asignación - Ingeniería Industrial Eje 3Fernanda Huertas MartinezAún no hay calificaciones
- Desarrollo Taller Efectividad de Los Modelos Estocásticos en La Toma de DecisionesDocumento5 páginasDesarrollo Taller Efectividad de Los Modelos Estocásticos en La Toma de DecisionesLizeth Carolina Solano MarquezAún no hay calificaciones
- Producción II Entregable Eje 2Documento24 páginasProducción II Entregable Eje 2Juan Jose Acevedo MoncadaAún no hay calificaciones
- Control Estadistico de Calidad Eje 2Documento13 páginasControl Estadistico de Calidad Eje 2Jeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Empresas Reales Con Enfoques Reales Eje 1Documento8 páginasEmpresas Reales Con Enfoques Reales Eje 1Bellanire Sinisterra100% (1)
- ¡¡Desde La Capacitación Hacía La Culturización en SSTDocumento25 páginas¡¡Desde La Capacitación Hacía La Culturización en SSTJuan Jose Acevedo Moncada100% (1)
- Ingenieria Economica EJE 4Documento10 páginasIngenieria Economica EJE 4Jorge Romero100% (1)
- Eje 4 Produccion IIDocumento13 páginasEje 4 Produccion IIValeria Soto RomeroAún no hay calificaciones
- Producción I Eje 2Documento25 páginasProducción I Eje 2cristianAún no hay calificaciones
- Diseno de Plantas Eje 2Documento10 páginasDiseno de Plantas Eje 2Juan Jose Acevedo MoncadaAún no hay calificaciones
- Actividad Evaluativa Eje 3 Diseño de Producto y ProcesosDocumento7 páginasActividad Evaluativa Eje 3 Diseño de Producto y ProcesosDiana Marcela Jaimes Cruz100% (1)
- EJE 3 Produccion I Daniela LopezDocumento11 páginasEJE 3 Produccion I Daniela LopezJeisson Augusto Aragones Orjuela100% (1)
- Final Eje 4 Procesos IndustrialesDocumento8 páginasFinal Eje 4 Procesos IndustrialesJeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Eje 1 Procesos IIDocumento18 páginasEje 1 Procesos IIsst aldiaAún no hay calificaciones
- Eje 3Documento17 páginasEje 3cristina gonzalezAún no hay calificaciones
- EJE N 4 Hay Que Investigar Un Accidente en El SST233Documento12 páginasEJE N 4 Hay Que Investigar Un Accidente en El SST233Lizeth Carolina Solano Marquez0% (2)
- Eje 4 Produccion 2Documento10 páginasEje 4 Produccion 2Jhon Alarcon Rojas100% (1)
- Trabajo Eje 2Documento14 páginasTrabajo Eje 2Holmes Torres AranaAún no hay calificaciones
- Control Estadistico-Eje 3Documento14 páginasControl Estadistico-Eje 3Jeisson Augusto Aragones Orjuela100% (2)
- Eje 1 Investigación Operacional IDocumento15 páginasEje 1 Investigación Operacional IDanilo HernándezAún no hay calificaciones
- Actividad Evaluativa Eje 3 Control EstadisticoDocumento11 páginasActividad Evaluativa Eje 3 Control Estadisticoseider yaruro100% (1)
- Trabajo Eje 2 Grupal Productividad LaboralDocumento9 páginasTrabajo Eje 2 Grupal Productividad LaboralLiliana Marcela RuedaAún no hay calificaciones
- PDF Final Eje 4 Control EstadisticoDocumento14 páginasPDF Final Eje 4 Control EstadisticoJeisson Augusto Aragones Orjuela100% (2)
- Ingenieria EconomicaDocumento5 páginasIngenieria EconomicaFrancisco Ospina ForeroAún no hay calificaciones
- Big Data Eje 4 FinalDocumento14 páginasBig Data Eje 4 FinalMiguel Angel Rios MantillaAún no hay calificaciones
- Analisis de La TIR y VPNDocumento11 páginasAnalisis de La TIR y VPNViviana Lopez PinzonAún no hay calificaciones
- La Imitación RusaDocumento17 páginasLa Imitación RusaCristina Vergara GonzalezAún no hay calificaciones
- EJE 2 Procesos Industriales IIDocumento7 páginasEJE 2 Procesos Industriales IIJeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Final Eje 2 Big DataDocumento9 páginasFinal Eje 2 Big DataJeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Actividad Evaluativa Eje 3 Investigacion de Operaciones 2Documento7 páginasActividad Evaluativa Eje 3 Investigacion de Operaciones 2Liney Meneses HernandezAún no hay calificaciones
- Aporte Eje 4 ProduccionDocumento3 páginasAporte Eje 4 ProduccionJeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Importancia Del Diseño Organizacional para El Proyecto EmpresarialDocumento11 páginasImportancia Del Diseño Organizacional para El Proyecto EmpresarialmateoAún no hay calificaciones
- Eje 2 Produccion 1 - SPDocumento14 páginasEje 2 Produccion 1 - SPJOSEPH FERNANDO NAVARRO COTACIOAún no hay calificaciones
- Aporte Investigación Operacional I Eje 2Documento8 páginasAporte Investigación Operacional I Eje 2Jeisson Augusto Aragones OrjuelaAún no hay calificaciones
- Innovación y Tecnología EJE 3 2021Documento13 páginasInnovación y Tecnología EJE 3 2021Jairo Alberto Gómez llanesAún no hay calificaciones
- EJE 2 Produccion 1 BorradorDocumento24 páginasEJE 2 Produccion 1 BorradorjesusAún no hay calificaciones
- Logistica y Distribucion Eje 1Documento5 páginasLogistica y Distribucion Eje 1Maria De Los Angeles Boscan MarquezAún no hay calificaciones
- Actividad Eje 4. Gestores de InnovaciónDocumento12 páginasActividad Eje 4. Gestores de InnovaciónWilliam Steven Gavilan TovarAún no hay calificaciones
- Actividad Eje 3 Producción IDocumento12 páginasActividad Eje 3 Producción Iseider yaruro0% (1)
- Big Data Eje IIDocumento11 páginasBig Data Eje IIMery Gomez100% (1)
- Legislación Laboral Eje 2Documento11 páginasLegislación Laboral Eje 2maryam johanna cubillo100% (2)
- Introduccion A La Ingenieria EconomicaDocumento13 páginasIntroduccion A La Ingenieria EconomicaViviana Lopez PinzonAún no hay calificaciones
- Procesos Industriales Eje 2Documento12 páginasProcesos Industriales Eje 2Jesus Martinez Mejia50% (2)
- Eje 4 Investigación Operacional IIDocumento4 páginasEje 4 Investigación Operacional IIViviana Gonzalez GranadaAún no hay calificaciones
- Eje 3 PROCESOS INDUSTRIALES TOKIODocumento11 páginasEje 3 PROCESOS INDUSTRIALES TOKIOAdriana Soler JimenezAún no hay calificaciones
- ... Aporte EJE 4 Taller Grupal Procesos Industriales II....Documento10 páginas... Aporte EJE 4 Taller Grupal Procesos Industriales II....Jeisson Augusto Aragones Orjuela100% (1)
- Operaciones Unitarias Eje 3Documento23 páginasOperaciones Unitarias Eje 3Juan Jose Acevedo MoncadaAún no hay calificaciones
- Eje 4 Logistica y DistribucionDocumento9 páginasEje 4 Logistica y DistribucionValeria SotoAún no hay calificaciones
- Características Del Conocimiento Científico y El Conocimiento ComúnDocumento14 páginasCaracterísticas Del Conocimiento Científico y El Conocimiento ComúnLizeth Carolina Solano MarquezAún no hay calificaciones
- Por Cual Camino CojoDocumento9 páginasPor Cual Camino CojoJuliet Giraldo OsorioAún no hay calificaciones
- Actividad Evaluativa Eje 1 Fundamentos de EconomiaDocumento7 páginasActividad Evaluativa Eje 1 Fundamentos de EconomiaManuel Joaquin Puello toscanoAún no hay calificaciones
- EJE 3 Juan Felipe Gonzalez NiñoDocumento6 páginasEJE 3 Juan Felipe Gonzalez NiñoJuan Felipe Gonzalez NiñoAún no hay calificaciones
- Costos y Presupuesto Eje 4Documento8 páginasCostos y Presupuesto Eje 4Heidy Yulieth CardenasAún no hay calificaciones
- Gestion de Servicios Eje 2.Documento12 páginasGestion de Servicios Eje 2.Jesús Martínez MejíaAún no hay calificaciones
- FINAL EJE 3 Operaciones Unitarias Procesos Industriales IIDocumento18 páginasFINAL EJE 3 Operaciones Unitarias Procesos Industriales IIFrancisco Ospina ForeroAún no hay calificaciones
- Actividad Evaluativa Eje 1 CalidadDocumento17 páginasActividad Evaluativa Eje 1 Calidadseider yaruroAún no hay calificaciones
- Eje 1 Diseño de Producto y ProcesoDocumento5 páginasEje 1 Diseño de Producto y ProcesoJeisson Augusto Aragones Orjuela0% (1)
- Eje 4 Big DataDocumento17 páginasEje 4 Big DataAdriana Soler JimenezAún no hay calificaciones
- Examen Final - PCODocumento5 páginasExamen Final - PCOJefferson CcapaAún no hay calificaciones
- Eje 3catedra Pablo Oliveros MarmolejoDocumento6 páginasEje 3catedra Pablo Oliveros MarmolejoJhon Alarcon RojasAún no hay calificaciones
- Eje 4 Modelamiento y SimulaciónDocumento11 páginasEje 4 Modelamiento y SimulaciónJhon Alarcon RojasAún no hay calificaciones
- Modelamiento y Simulación Eje 2Documento11 páginasModelamiento y Simulación Eje 2Jhon Alarcon RojasAún no hay calificaciones
- Eje 4 Produccion 2Documento10 páginasEje 4 Produccion 2Jhon Alarcon Rojas100% (1)
- Eje 4 Ser Be It Solucion.Documento14 páginasEje 4 Ser Be It Solucion.Jhon Alarcon RojasAún no hay calificaciones
- Eje 2Documento9 páginasEje 2Jhon Alarcon RojasAún no hay calificaciones
- Eje 2Documento9 páginasEje 2Jhon Alarcon RojasAún no hay calificaciones
- Algebra Lineal Eje 4Documento7 páginasAlgebra Lineal Eje 4Jhon Alarcon RojasAún no hay calificaciones
- Eje 2Documento9 páginasEje 2Jhon Alarcon RojasAún no hay calificaciones
- FisicaDocumento2 páginasFisicaorlando zambranoAún no hay calificaciones
- Actividad Evaluativa Eje 3Documento2 páginasActividad Evaluativa Eje 3Jhon Alarcon RojasAún no hay calificaciones
- Actividad Eje 1Documento18 páginasActividad Eje 1Jhon Alarcon RojasAún no hay calificaciones
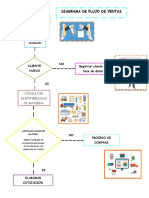
- Flujograma Eje 3Documento2 páginasFlujograma Eje 3Jhon Alarcon RojasAún no hay calificaciones
- Control de ComprasDocumento32 páginasControl de ComprasXimena CabezasAún no hay calificaciones
- InventariosDocumento9 páginasInventariosChristine Layme SalasAún no hay calificaciones
- Diagrama de FlujosDocumento2 páginasDiagrama de FlujosJanet MejiaAún no hay calificaciones
- Módulo 2. Logística y DistribuciónDocumento20 páginasMódulo 2. Logística y DistribuciónGabyAún no hay calificaciones
- MercadotecniaDocumento11 páginasMercadotecniaRodrigo Ramirez CantuAún no hay calificaciones
- A1-Caso Empresa de MaderasDocumento2 páginasA1-Caso Empresa de MaderasLuis ÁngelAún no hay calificaciones
- Taller Simulación MontecarloDocumento3 páginasTaller Simulación MontecarloDiego Andrés Bermúdez NiñoAún no hay calificaciones
- CAPITULO 2 y 17 VALERY GARCIADocumento16 páginasCAPITULO 2 y 17 VALERY GARCIAAndreaAún no hay calificaciones
- Metodos HeuristicosDocumento7 páginasMetodos HeuristicosLUZ KARIME TORRES LOZADAAún no hay calificaciones
- Análisis de Las Definiciones de LogísticaDocumento17 páginasAnálisis de Las Definiciones de LogísticaSandra Vanessa100% (1)
- PRESUPUESTODocumento13 páginasPRESUPUESTOANA RUTH PARRA GUALTEROSAún no hay calificaciones
- El Juego de La CervezaDocumento18 páginasEl Juego de La CervezaEstefany Paola MaGu100% (1)
- Clase 2-20Documento92 páginasClase 2-20Germán RamírezAún no hay calificaciones
- Examen Parcial Secci N PR Ctica Maf 2023Documento3 páginasExamen Parcial Secci N PR Ctica Maf 2023DayanaAún no hay calificaciones
- Unidad 5 Gestión de Los Inventario1Documento4 páginasUnidad 5 Gestión de Los Inventario1joge1575% (4)
- Analisis Sistema Facturación Caso MAINPREDocumento31 páginasAnalisis Sistema Facturación Caso MAINPREAmaury Esteban Nuñez SantosAún no hay calificaciones
- Trabajo Modulo Investigacion Prof Leandro PerezDocumento15 páginasTrabajo Modulo Investigacion Prof Leandro PerezAileen Parra SantanderAún no hay calificaciones
- Reporte de InvestigacionDocumento44 páginasReporte de InvestigacionJ-Karlos Chan-SempaiAún no hay calificaciones
- Plantilla Con Formatos de InventarioDocumento27 páginasPlantilla Con Formatos de InventarioMILTON HENRY VIDAL ROLDANAún no hay calificaciones
- 122-14 - GOB. REGIONAL de PIURA - Ejecución Del Saldo de ObraDocumento6 páginas122-14 - GOB. REGIONAL de PIURA - Ejecución Del Saldo de ObraYonWil M. VilcaAún no hay calificaciones
- Valoracion Existencias y Metodos DepreciacionDocumento21 páginasValoracion Existencias y Metodos DepreciacionRenato MamAún no hay calificaciones
- 12 Consejos para Ser Un Buen ContadorDocumento3 páginas12 Consejos para Ser Un Buen ContadorJ'Car Gaez RouzAún no hay calificaciones
- POES C-12 Recuperacion Del ProductoDocumento17 páginasPOES C-12 Recuperacion Del Productojose luis100% (1)
- Modulo I-Curso-taller-Lean-2023Documento95 páginasModulo I-Curso-taller-Lean-2023Julio Arturo Juárez GalvanAún no hay calificaciones
- Planeación AgregadaDocumento16 páginasPlaneación AgregadaangelysAún no hay calificaciones
- Almacenamiento de MedicamentosDocumento2 páginasAlmacenamiento de MedicamentosCybertienda VersallesAún no hay calificaciones
- Taller 1 EOQDocumento10 páginasTaller 1 EOQErwin lopezAún no hay calificaciones
- Tarea 2 - Grupo212029 - 28 - Gestion de La Cadena de SumnistrosDocumento12 páginasTarea 2 - Grupo212029 - 28 - Gestion de La Cadena de Sumnistroslina osorioAún no hay calificaciones
- Material Inventarios Manejo y ControlDocumento29 páginasMaterial Inventarios Manejo y ControlHeiner Cruz Tuay50% (2)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaDe EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Planeación estratégica. Fundamentos y casosDe EverandPlaneación estratégica. Fundamentos y casosCalificación: 4.5 de 5 estrellas4.5/5 (23)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- La psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.De EverandLa psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.Calificación: 4.5 de 5 estrellas4.5/5 (3)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- Curso básico de Python: La guía para principiantes para una introducción en la programación con PythonDe EverandCurso básico de Python: La guía para principiantes para una introducción en la programación con PythonAún no hay calificaciones
- Planeación estratégica de vidaDe EverandPlaneación estratégica de vidaCalificación: 5 de 5 estrellas5/5 (2)
- Manual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosDe EverandManual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosAún no hay calificaciones
- Inteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaDe EverandInteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaAna Isabel Sánchez DíezCalificación: 4 de 5 estrellas4/5 (3)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)