También podría gustarte
- Redes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoDe EverandRedes CISCO. Guía de estudio para la certificación CCNP Routing y Switching: Certificación informática: CiscoCalificación: 5 de 5 estrellas5/5 (3)
- Distribución en PlantaDocumento49 páginasDistribución en PlantaALISSONAún no hay calificaciones
- Desarmado y Evaluación en Taller de ComponentesDocumento13 páginasDesarmado y Evaluación en Taller de ComponentesLeo MarxialAún no hay calificaciones
- Lean Extended Enterprise y Caso Rockwell 4801101 PDFDocumento10 páginasLean Extended Enterprise y Caso Rockwell 4801101 PDFEduardo VazquezAún no hay calificaciones
- Seminario 1111111Documento12 páginasSeminario 1111111noesaavedrasandoval2004Aún no hay calificaciones
- Matriz de Consistencia Empresa ApropalDocumento3 páginasMatriz de Consistencia Empresa ApropalLuis Chavez reyesAún no hay calificaciones
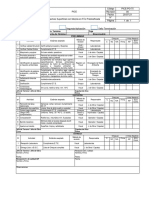
- Anexo Ficha Tecnica de Produccion Prendas Deportivas Ruta Operacional 290601217 AA3 EV2Documento2 páginasAnexo Ficha Tecnica de Produccion Prendas Deportivas Ruta Operacional 290601217 AA3 EV2lindisa londoñoAún no hay calificaciones
- IO-2100-0447 Inserción REV.008 11.11.22Documento13 páginasIO-2100-0447 Inserción REV.008 11.11.22Jechuuy HerreraAún no hay calificaciones
- Programa de Punto de Inspección y EnsayosDocumento1 páginaPrograma de Punto de Inspección y EnsayosAlejandro Antonio Martinez SeydewitzAún no hay calificaciones
- Check List Capacitación Verificador de CargaDocumento2 páginasCheck List Capacitación Verificador de CargaDavid gardunoAún no hay calificaciones
- Diagrama de Flujo ACG73426001Documento1 páginaDiagrama de Flujo ACG73426001rolando jasso mendezAún no hay calificaciones
- Protocolos V5Documento39 páginasProtocolos V5martina villaAún no hay calificaciones
- Modelamiento de Procesos UNI Parte 1Documento43 páginasModelamiento de Procesos UNI Parte 1jjhonhackAún no hay calificaciones
- Plan de Puntos de Inspeccion (Ppi) : Construcción de Pozas E Instalación de Tuberías en Canal CholoqueDocumento1 páginaPlan de Puntos de Inspeccion (Ppi) : Construcción de Pozas E Instalación de Tuberías en Canal CholoqueChelsito CH M0% (1)
- Informe de Actividades Act 2.4Documento8 páginasInforme de Actividades Act 2.4johannsAún no hay calificaciones
- ETAP1Documento1 páginaETAP1Felix AlvarezAún no hay calificaciones
- Carlos - Milles - S6 - Principios de La Prevencion de RiesgosDocumento6 páginasCarlos - Milles - S6 - Principios de La Prevencion de RiesgosfernandoAún no hay calificaciones
- Naturaleza de La DPDocumento18 páginasNaturaleza de La DPAndersonAún no hay calificaciones
- Evaluación de Auditoria de ProductoDocumento1 páginaEvaluación de Auditoria de ProductoDaniela Alvarado GarcíaAún no hay calificaciones
- Trabajo Definido 53824085Documento2 páginasTrabajo Definido 53824085rene.beltranAún no hay calificaciones
- 1.6 Manejo de EventosDocumento40 páginas1.6 Manejo de EventosPAOLO VIZCONDE DIAZAún no hay calificaciones
- Plantilla Excel Analisis Modo Efecto FallaDocumento1 páginaPlantilla Excel Analisis Modo Efecto Fallaalfonso8526Aún no hay calificaciones
- Anexo E5 - Matriz de Evaluación TécnicaDocumento2 páginasAnexo E5 - Matriz de Evaluación TécnicaRomulo QuispeAún no hay calificaciones
- Distribución de PlantaDocumento14 páginasDistribución de PlantaSAMANTHA HERNANDEZ CAZADEROAún no hay calificaciones
- ETAP5Documento4 páginasETAP5Felix AlvarezAún no hay calificaciones
- 2do Pilar Confiabilidad en El Proceso de ManufacturaDocumento63 páginas2do Pilar Confiabilidad en El Proceso de Manufacturaangel140811Aún no hay calificaciones
- Informe de Actividades Act 2.2Documento5 páginasInforme de Actividades Act 2.2johannsAún no hay calificaciones
- Proceso TallerDocumento3 páginasProceso TallerMAURICIO TORRESAún no hay calificaciones
- Cronograma de Actividades ActualizadoDocumento16 páginasCronograma de Actividades ActualizadoLuis Felipe Murillo SinningAún no hay calificaciones
- BuitragoPatricia2017 AnexoDocumento25 páginasBuitragoPatricia2017 AnexoCamilo Andres Gonzalez RojasAún no hay calificaciones
- Flujo Control ProduccionDocumento25 páginasFlujo Control ProduccionDiana100% (1)
- Copia de Value Stream VSM TemplateDocumento12 páginasCopia de Value Stream VSM TemplatequemasquisierasAún no hay calificaciones
- DOC01.841-861Formatos Nivel U Capacitacion A OtrosDocumento23 páginasDOC01.841-861Formatos Nivel U Capacitacion A OtrosNelly CorderoAún no hay calificaciones
- PO RoboDocumento9 páginasPO Roboalex.g.nme27Aún no hay calificaciones
- 01-12-2020 Check List - Imprimación Asfáltica Rev 01Documento1 página01-12-2020 Check List - Imprimación Asfáltica Rev 01Ruben Elias FlorezAún no hay calificaciones
- Plan de AccionDocumento1 páginaPlan de Accionnatha8915Aún no hay calificaciones
- Ensamble Revisado OkDocumento7 páginasEnsamble Revisado OkaramirezharoAún no hay calificaciones
- Gas Generator 50 AB Service - QSK19G Gas Generator - (Planned - ) P06100110A en ESPAÑOLDocumento23 páginasGas Generator 50 AB Service - QSK19G Gas Generator - (Planned - ) P06100110A en ESPAÑOLErika DiazAún no hay calificaciones
- Curso TS-16949Documento75 páginasCurso TS-16949Jazmin CoronadoAún no hay calificaciones
- Re-Entrenamiento Op. CalidadDocumento64 páginasRe-Entrenamiento Op. CalidadMireya RochaAún no hay calificaciones
- ORGANIGRAMADocumento1 páginaORGANIGRAMARosalba ToxquiAún no hay calificaciones
- Core ToolsDocumento17 páginasCore ToolsANDREA FERNÀNDEZ PÈREZAún no hay calificaciones
- Re-Op-03-48 Unidad de VentilaciónDocumento1 páginaRe-Op-03-48 Unidad de Ventilacióncgarrido.contactoAún no hay calificaciones
- 01-12-2020 Check List Conformación de Base Granular Rev. 01Documento1 página01-12-2020 Check List Conformación de Base Granular Rev. 01Ruben Elias Florez100% (1)
- 01-12-2020 Check List Conformación de Base Granular Rev. 01Documento1 página01-12-2020 Check List Conformación de Base Granular Rev. 01Ruben Elias FlorezAún no hay calificaciones
- 6.2. Tipos de DistribucionDocumento16 páginas6.2. Tipos de DistribucionLalo NavarreteAún no hay calificaciones
- PTS - Trazados y Niveles-007Documento11 páginasPTS - Trazados y Niveles-007wiskashowkAún no hay calificaciones
- Miper Mo-Gt - 1Documento1 páginaMiper Mo-Gt - 1Nicolas AlfaroAún no hay calificaciones
- Gestión de Proceso MetalmecanicaDocumento11 páginasGestión de Proceso MetalmecanicaRicardo AmadoAún no hay calificaciones
- Proyecto Final Introduccion A Los Procesos IndustrialesDocumento12 páginasProyecto Final Introduccion A Los Procesos Industrialescristian faundes80% (5)
- PICE-PO-75 Pice Bacheo Superficial Mezcla en FrioDocumento1 páginaPICE-PO-75 Pice Bacheo Superficial Mezcla en FrioandresllancaosilvaAún no hay calificaciones
- La Distribución Física de Las InstalacionesDocumento15 páginasLa Distribución Física de Las InstalacionesJessica Valenzuela PulidoAún no hay calificaciones
- AST-HID-D-079 Cambio de Transformador en Subestación Compacta V04 - 14.09.12Documento4 páginasAST-HID-D-079 Cambio de Transformador en Subestación Compacta V04 - 14.09.12Luis MejiaAún no hay calificaciones
- 6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosDocumento1 página6 - PPI - Plan de Puntos de Inspeccion - Desmontaje y Montaje de MódulosEduardo Rafael Quiñonez BolañosAún no hay calificaciones
- Reportes Dia 13 - 9 - 2018 Plant OripayaDocumento8 páginasReportes Dia 13 - 9 - 2018 Plant OripayaELKIN JESUS SUAREZ CALVOAún no hay calificaciones
- FA-DIC-002 Ciclo de Trabajo ASTDocumento1 páginaFA-DIC-002 Ciclo de Trabajo ASTRoberto LimonAún no hay calificaciones
- GFPI-F-147 Bitácora de Seguimiento Etapa ProductivaDocumento10 páginasGFPI-F-147 Bitácora de Seguimiento Etapa ProductivaOscar MarinAún no hay calificaciones
- P-Api-Ant-0009 - Procedimiento para Cambio de Polines de Carga y Retorno y Estaciones CV-014 CCDocumento14 páginasP-Api-Ant-0009 - Procedimiento para Cambio de Polines de Carga y Retorno y Estaciones CV-014 CCyerko.m.v.cAún no hay calificaciones
- Diagrama Logico Operacion Sistema MantenimientoDocumento1 páginaDiagrama Logico Operacion Sistema MantenimientoJorge Enrique Tello Estrada100% (1)
- 4-Formato Programa de Mantenimiento PreventivoDocumento4 páginas4-Formato Programa de Mantenimiento PreventivoClara CastilloAún no hay calificaciones
- SGC-CONCARP-CH-006-Charla 06-No ConformidadesDocumento2 páginasSGC-CONCARP-CH-006-Charla 06-No ConformidadesSANDRA TINTAYAAún no hay calificaciones
- SMEDDocumento25 páginasSMEDAgus CasalAún no hay calificaciones
- Diseño de Edificios Industriales. Normas Usos Del SueloDocumento16 páginasDiseño de Edificios Industriales. Normas Usos Del SueloAgus CasalAún no hay calificaciones
- Tesis Maestria Batalle (Con Correcciones)Documento83 páginasTesis Maestria Batalle (Con Correcciones)Agus CasalAún no hay calificaciones
- CMartinez+MSapere TFG II 2015Documento136 páginasCMartinez+MSapere TFG II 2015Agus CasalAún no hay calificaciones
- Maria Helena, Leydy y Adriana IguaDocumento108 páginasMaria Helena, Leydy y Adriana IguaGema Catalina GomezAún no hay calificaciones
- Presupuesto de Marketing Inversor InteligenteDocumento3 páginasPresupuesto de Marketing Inversor Inteligentemaik practiceAún no hay calificaciones
- Exposicion Estrategia y Mezcla de PromocionDocumento4 páginasExposicion Estrategia y Mezcla de PromocionMaría Daniela HoyosAún no hay calificaciones
- Canva EmpredimientoDocumento1 páginaCanva EmpredimientoRuby Garcia VasquezAún no hay calificaciones
- Ejercicio 4.1.2Documento3 páginasEjercicio 4.1.2Claudia LeonAún no hay calificaciones
- Ejercicio (1) Avance AdmiDocumento22 páginasEjercicio (1) Avance AdmiRubi VillanuevaAún no hay calificaciones
- Programa Asign. Adm. y Gestión de RRHH - 2023Documento7 páginasPrograma Asign. Adm. y Gestión de RRHH - 2023Marisa Elizabeth MedinaAún no hay calificaciones
- Presentación Proyecto Fase 3Documento13 páginasPresentación Proyecto Fase 3Stiven RodriguezAún no hay calificaciones
- Caso de Estudio Textiles H - A (2) Terminado y Completo.Documento42 páginasCaso de Estudio Textiles H - A (2) Terminado y Completo.Juan Carlos Lemus Pèrez100% (1)
- 8 MudasDocumento17 páginas8 MudasKevin RosasAún no hay calificaciones
- Tarea de AuditoriaDocumento5 páginasTarea de AuditoriaRocio Araceli A. RojasAún no hay calificaciones
- Diseño Organizacional BásicoDocumento14 páginasDiseño Organizacional BásicoAngel Dominguez LeijaAún no hay calificaciones
- Actividad-1-Modulo-7 Caracterización de ProcesosDocumento8 páginasActividad-1-Modulo-7 Caracterización de ProcesoselizabethAún no hay calificaciones
- Pull SystemDocumento20 páginasPull SystemAntonio Molina CarrascoAún no hay calificaciones
- Caso PracticoDocumento3 páginasCaso PracticoMaryudi Molina0% (1)
- 4 Análisis Interno AMOFHITDocumento6 páginas4 Análisis Interno AMOFHITAlexandroCondoriChavezAún no hay calificaciones
- Capitulo 13 - Exportacion - Operativa - ConsignacionDocumento38 páginasCapitulo 13 - Exportacion - Operativa - ConsignacionHisan OutletAún no hay calificaciones
- Sistema de Costeo-Contabilidad de CostosDocumento19 páginasSistema de Costeo-Contabilidad de CostosLisbeth castroAún no hay calificaciones
- Eje 3 - Balanced ScorecardDocumento11 páginasEje 3 - Balanced Scorecardvaleria vascoAún no hay calificaciones
- Unidad IV - Costos Indirectos de FabricaciónDocumento43 páginasUnidad IV - Costos Indirectos de FabricaciónAlejandra Isabella Urrutia GaviriaAún no hay calificaciones
- Problemas de Aplicación Sistemas 2Documento30 páginasProblemas de Aplicación Sistemas 2Zenteno Medina Daniela GeraldineAún no hay calificaciones
- Ada Proceso 21-1-219543 213160011 97370802Documento3 páginasAda Proceso 21-1-219543 213160011 97370802Edilberto José Roncallo BayueloAún no hay calificaciones
- Informe de PasantiaDocumento43 páginasInforme de PasantiaSergio Petitta100% (2)
- Andrea Zamudio Caso Practico# 9Documento6 páginasAndrea Zamudio Caso Practico# 9ANDREA ZAMUDIOAún no hay calificaciones
- Trabajo Final Auditoria II LalaDocumento15 páginasTrabajo Final Auditoria II LalaRobert GonzálezAún no hay calificaciones
- Contabilidad Estrategica para La Toma de DecisionesDocumento17 páginasContabilidad Estrategica para La Toma de DecisionesEDER ROJAS CRUZADOAún no hay calificaciones
- AUDITORIA BCP Jesus - 1Documento32 páginasAUDITORIA BCP Jesus - 1jesus rolando campos hijarAún no hay calificaciones
- TR1 BPMDocumento26 páginasTR1 BPMBrandon Garcia QuintanaAún no hay calificaciones
- Territorium Evaluacion Presupuesto PDFDocumento2 páginasTerritorium Evaluacion Presupuesto PDFCarolina CortesAún no hay calificaciones