También podría gustarte
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Re-Op-03-48 Unidad de VentilaciónDocumento1 páginaRe-Op-03-48 Unidad de Ventilacióncgarrido.contactoAún no hay calificaciones
- Backlog Simba PotenciometroDocumento3 páginasBacklog Simba Potenciometrojuan eduardo rodriguezAún no hay calificaciones
- Mrea Ru Vapors PFC Pfmea PCP Rev.021 14.08.23Documento24 páginasMrea Ru Vapors PFC Pfmea PCP Rev.021 14.08.23Jechuuy HerreraAún no hay calificaciones
- Estandarizacion Del Puesto de TrabajoDocumento24 páginasEstandarizacion Del Puesto de TrabajoAgus CasalAún no hay calificaciones
- M3 Amef y PCDocumento12 páginasM3 Amef y PCJesus Daniel HernandezAún no hay calificaciones
- Sistemas Lean: Filosofía y PrincipiosDocumento54 páginasSistemas Lean: Filosofía y PrincipiosKenel Andres VerdeAún no hay calificaciones
- Backlog Simba ReleDocumento3 páginasBacklog Simba Relejuan eduardo rodriguezAún no hay calificaciones
- FMEA de procesos de subensamble y adhesivadoDocumento12 páginasFMEA de procesos de subensamble y adhesivadoJose Antonio Santoyo RayaAún no hay calificaciones
- Análisis proceso taladrado carcasaDocumento9 páginasAnálisis proceso taladrado carcasaMata MataAún no hay calificaciones
- Flujo despacho combustibleDocumento2 páginasFlujo despacho combustibleLuis Alberto Perez VacaAún no hay calificaciones
- Re-Op-03-52 Aire Acondicionado Tipo SplitDocumento2 páginasRe-Op-03-52 Aire Acondicionado Tipo Splitcgarrido.contactoAún no hay calificaciones
- Formato de backlog para mantenimiento de equiposDocumento4 páginasFormato de backlog para mantenimiento de equiposalejandro castañoAún no hay calificaciones
- Reporte Diario Comaseg-Yafer 04-03-2024Documento1 páginaReporte Diario Comaseg-Yafer 04-03-2024comaseg.residencia.23Aún no hay calificaciones
- Backlog Simba Ficha de Tablero HembraDocumento3 páginasBacklog Simba Ficha de Tablero Hembrajuan eduardo rodriguezAún no hay calificaciones
- Protocolo de Entrega de Equipos Mtto Mayor Equipos Auxiliares - Rev01Documento10 páginasProtocolo de Entrega de Equipos Mtto Mayor Equipos Auxiliares - Rev01siemensventilacioncmdicAún no hay calificaciones
- Guía FMEA hoja de cálculoDocumento11 páginasGuía FMEA hoja de cálculoNestor MotoloAún no hay calificaciones
- Analisis de Fallas ADFs - Formato OriginalDocumento15 páginasAnalisis de Fallas ADFs - Formato OriginalEdwin Cordova PazAún no hay calificaciones
- Formato-Proyecto White Belt Fernando García LujanDocumento2 páginasFormato-Proyecto White Belt Fernando García LujanFernando García LujanAún no hay calificaciones
- 11-Reporte de Medicion de Gets Del COT-47Documento2 páginas11-Reporte de Medicion de Gets Del COT-47Augusto Manuel Salas Merino100% (2)
- Hoja de Fabricacion Proyecto Platina 2022 - Planeación - FabricaciónDocumento26 páginasHoja de Fabricacion Proyecto Platina 2022 - Planeación - FabricaciónJESSIKA LISBETH PENALOZA CASTILLOAún no hay calificaciones
- AMEF (Blanco)Documento12 páginasAMEF (Blanco)Barush RamirezAún no hay calificaciones
- Amef (Fac) NewDocumento1 páginaAmef (Fac) NewGreg MarteAún no hay calificaciones
- Reporte de Taller (Respuestas)Documento65 páginasReporte de Taller (Respuestas)Joan Sebastian Ravines MerinoAún no hay calificaciones
- 25-04-2022 Actividades Mantenimiento Planta RelavesDocumento1 página25-04-2022 Actividades Mantenimiento Planta RelavesJOSE CARLOS AROS CASTROAún no hay calificaciones
- Estandar Inspection FEM L42PDocumento9 páginasEstandar Inspection FEM L42Pmags2796Aún no hay calificaciones
- ETAP1Documento1 páginaETAP1Felix AlvarezAún no hay calificaciones
- ENTREGA DE MATERIALES FO-ENG-PR-001 Rev.5 Hoja de Operación EstándarDocumento3 páginasENTREGA DE MATERIALES FO-ENG-PR-001 Rev.5 Hoja de Operación EstándaradolfoAún no hay calificaciones
- Bitacora ValvulasDocumento2 páginasBitacora ValvulasLUIS FELIPE CORREA GONZALEZAún no hay calificaciones
- Formato de backlog para cambio de cremallera de motor de arranqueDocumento4 páginasFormato de backlog para cambio de cremallera de motor de arranquealejandro castañoAún no hay calificaciones
- CNGO-P21025-FOR-CAL-002 - Reporte de ObservacionesDocumento1 páginaCNGO-P21025-FOR-CAL-002 - Reporte de ObservacionesCarlos CorreaAún no hay calificaciones
- PLANTILLA DEL AMFE Avance 2Documento7 páginasPLANTILLA DEL AMFE Avance 2eder ernestoAún no hay calificaciones
- DWM Mtto Generador Cat C9 PMDocumento1 páginaDWM Mtto Generador Cat C9 PMRicardo VillarAún no hay calificaciones
- Metodo de TrabajoDocumento7 páginasMetodo de TrabajoJoseAún no hay calificaciones
- Trabajo Definido 53824085Documento2 páginasTrabajo Definido 53824085rene.beltranAún no hay calificaciones
- Reportes Dia 13 - 9 - 2018 Plant OripayaDocumento8 páginasReportes Dia 13 - 9 - 2018 Plant OripayaELKIN JESUS SUAREZ CALVOAún no hay calificaciones
- INSPECCIÓN DE SOLDADORASDocumento1 páginaINSPECCIÓN DE SOLDADORASNatalia FuentesAún no hay calificaciones
- Anexo Ficha Tecnica de Produccion Prendas Deportivas Ruta Operacional 290601217 AA3 EV2Documento2 páginasAnexo Ficha Tecnica de Produccion Prendas Deportivas Ruta Operacional 290601217 AA3 EV2lindisa londoñoAún no hay calificaciones
- Formato Verificación Motores Paso A Paso de Válvula Reguladora de Gas para Motores Waukesha.Documento2 páginasFormato Verificación Motores Paso A Paso de Válvula Reguladora de Gas para Motores Waukesha.RICARDO ALEXIS LARA GALLEGO STORKAún no hay calificaciones
- Emit Emit-525 PeaDocumento2 páginasEmit Emit-525 PeaJesús MarceloAún no hay calificaciones
- MS - Guadalajara - Auditorías por capas - ENS-029 (Capa 1) - Segundo TurnoDocumento2 páginasMS - Guadalajara - Auditorías por capas - ENS-029 (Capa 1) - Segundo TurnoAlhelí BuitrónAún no hay calificaciones
- Presentación A Colaboradores - Contacto Energía Eléctrica Arco Eléctrico - C1 20210526 - Rev0Documento13 páginasPresentación A Colaboradores - Contacto Energía Eléctrica Arco Eléctrico - C1 20210526 - Rev0Juan Carlos Briega AstorgaAún no hay calificaciones
- FOR-MTM-2.2.14 Pauta de Mantenimiento Preventivo Topadora D275A-5R-500 Hs V00Documento2 páginasFOR-MTM-2.2.14 Pauta de Mantenimiento Preventivo Topadora D275A-5R-500 Hs V00Lucas Matias BarretoAún no hay calificaciones
- Balanceo de Líneas SOLMADocumento13 páginasBalanceo de Líneas SOLMACesar CarreonAún no hay calificaciones
- ETAP5Documento4 páginasETAP5Felix AlvarezAún no hay calificaciones
- Nti Nex F CL 036 WincheDocumento1 páginaNti Nex F CL 036 WincheMiguel Cesar Carbajal ArceAún no hay calificaciones
- Inspección de cuñas neumáticasDocumento2 páginasInspección de cuñas neumáticasCarmen SofiaAún no hay calificaciones
- Instructivo Operación Trabajos VerticalesDocumento3 páginasInstructivo Operación Trabajos VerticalesKarlaAgustinaAún no hay calificaciones
- Actividad n04 DearrolladoDocumento10 páginasActividad n04 DearrolladoMisael Sacramento BlancoAún no hay calificaciones
- Check List de Control de DocumentosDocumento9 páginasCheck List de Control de DocumentosROMUALDO MENDEZAún no hay calificaciones
- Reporte Diario Comaseg-Yafer 05-03-2024Documento1 páginaReporte Diario Comaseg-Yafer 05-03-2024comaseg.residencia.23Aún no hay calificaciones
- EMAIL_FACT_172_16_1_73_INCHI901ISAT00001266.psDocumento1 páginaEMAIL_FACT_172_16_1_73_INCHI901ISAT00001266.psmauricio.v1875Aún no hay calificaciones
- Reporte de Mantenimiento INDICADOREsDocumento12 páginasReporte de Mantenimiento INDICADOREsDiego Alexis Ninaja Villa100% (1)
- Formato Amef y DiagramaDocumento6 páginasFormato Amef y DiagramaCarlos Andrés Patiño ValenzuelaAún no hay calificaciones
- Diagrama lógico mantenimiento sistema producciónDocumento1 páginaDiagrama lógico mantenimiento sistema producciónJorge Enrique Tello Estrada100% (1)
- Mantenimiento preventivo topadora D65EXDocumento2 páginasMantenimiento preventivo topadora D65EXLucas Matias BarretoAún no hay calificaciones
- Control de AlertasDocumento4 páginasControl de AlertasAngel_huamani_tAún no hay calificaciones
- Diagrama de Flujo ACG73426001Documento1 páginaDiagrama de Flujo ACG73426001rolando jasso mendezAún no hay calificaciones
- Seminario 1111111Documento12 páginasSeminario 1111111noesaavedrasandoval2004Aún no hay calificaciones
- Sistemas Esbeltos - Parte 3Documento29 páginasSistemas Esbeltos - Parte 3Ximena GarciaAún no hay calificaciones
- Tratamiento Tributario y Laboral de La Entrega de Canastas NavideñasDocumento2 páginasTratamiento Tributario y Laboral de La Entrega de Canastas NavideñasBlanca GuevaraAún no hay calificaciones
- Los Tipos Somáticos o Somatotipos de SheldonDocumento3 páginasLos Tipos Somáticos o Somatotipos de SheldonKarlita Rivera VelasquezAún no hay calificaciones
- BonillaElizondo Mariana M18S3AI5Documento5 páginasBonillaElizondo Mariana M18S3AI5Quique BonillaAún no hay calificaciones
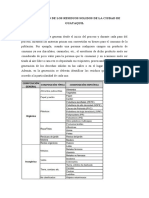
- Composicion de Los Residuos Solidos de La Ciudad de GuayaquilDocumento6 páginasComposicion de Los Residuos Solidos de La Ciudad de GuayaquilKarla Alexandra Palacios RojasAún no hay calificaciones
- Evaluacion Primera Parcial Modulo de Costos LogisticosDocumento7 páginasEvaluacion Primera Parcial Modulo de Costos Logisticosluis quilumbangoAún no hay calificaciones
- Caso Práctico - Unidad 1 Políticas PúblicasDocumento3 páginasCaso Práctico - Unidad 1 Políticas PúblicasAnn MaryAún no hay calificaciones
- Los Procesos de La GestiónDocumento2 páginasLos Procesos de La Gestióndaniela chacon100% (1)
- Materias de Bachillerato - Lista de Escuelas (Copia en Conflicto de Alberto Ortiz 2017-10-12)Documento22 páginasMaterias de Bachillerato - Lista de Escuelas (Copia en Conflicto de Alberto Ortiz 2017-10-12)Anna GaliciaAún no hay calificaciones
- APICOLADocumento19 páginasAPICOLADeyvis IgnacioAún no hay calificaciones
- HC - 009 - Requerimiento Del Grupo ElectrogenoDocumento10 páginasHC - 009 - Requerimiento Del Grupo ElectrogenoHawellNickolasHuarzoAún no hay calificaciones
- Rio El EsfuerzoDocumento1 páginaRio El EsfuerzoDiana MenaAún no hay calificaciones
- Tejero Juan - CasablancaDocumento106 páginasTejero Juan - CasablancaGustavo OchoaAún no hay calificaciones
- La ElipseDocumento10 páginasLa ElipseYERSON STIVENS VELEZ POSADAAún no hay calificaciones
- Normas y Constitucion GGGDocumento47 páginasNormas y Constitucion GGGmicaelajfevAún no hay calificaciones
- 24.2. DPM - Sentencia SincromarcasDocumento10 páginas24.2. DPM - Sentencia SincromarcasSalome Perea IsazaAún no hay calificaciones
- Permiso Trabajo en Caliente Con Riesgo de Incendio o ExplosionDocumento1 páginaPermiso Trabajo en Caliente Con Riesgo de Incendio o ExplosionrodrigoAún no hay calificaciones
- Grados de LibertadDocumento5 páginasGrados de LibertadRamiro Alfonzo GomezAún no hay calificaciones
- Máquina de Turing: Funcionamiento y aplicación en el código EnigmaDocumento4 páginasMáquina de Turing: Funcionamiento y aplicación en el código EnigmaDavid MoralesAún no hay calificaciones
- DESARROLLO de La Actividad MaquetaDocumento4 páginasDESARROLLO de La Actividad MaquetaKarinaAún no hay calificaciones
- Curso de Dibujo CartográficoDocumento189 páginasCurso de Dibujo Cartográficoshrpey89Aún no hay calificaciones
- Gestión empresas turísticasDocumento39 páginasGestión empresas turísticasSámúél Ocáñá Áláyá0% (1)
- Jueves 22 de Septiembre de 2011Documento65 páginasJueves 22 de Septiembre de 2011elvoceroprAún no hay calificaciones
- COSIFICACION SEXUAL de La Mujer en Los MediosDocumento48 páginasCOSIFICACION SEXUAL de La Mujer en Los MediosKatKatKatAún no hay calificaciones
- Las Diferencias de Impresión Entre Los Distintos Modelos de Color RGB y CMYKDocumento2 páginasLas Diferencias de Impresión Entre Los Distintos Modelos de Color RGB y CMYKPercy Jaime Rivera AvilaAún no hay calificaciones
- Armas para Laguerra EspiritualDocumento15 páginasArmas para Laguerra EspiritualCarlos Mario Giraldo MartinezAún no hay calificaciones
- Pumacayán - HuarazDocumento1 páginaPumacayán - HuarazAn GelAún no hay calificaciones
- Estudio de Casos: Especializacion y Morfologia de Estrategias UrbanasDocumento7 páginasEstudio de Casos: Especializacion y Morfologia de Estrategias UrbanasSteef MartAún no hay calificaciones
- Libreto de Fiestas PatriasDocumento5 páginasLibreto de Fiestas Patriastomacitolindo100% (1)
- Bases Integradas Concurso-Oferta El ProvenirDocumento84 páginasBases Integradas Concurso-Oferta El ProvenirVlyn GallardoAún no hay calificaciones
- Pielonefritis CrónicaDocumento5 páginasPielonefritis CrónicaFelix Isra ApazaAún no hay calificaciones