También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Diseño de ConexionesDocumento122 páginasDiseño de ConexionesCarlos Alberto Caicedo100% (1)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- 3560900257298utfsm PDFDocumento135 páginas3560900257298utfsm PDFITZEL MENDOZAAún no hay calificaciones
- CALCULO APEO. fdp1Documento15 páginasCALCULO APEO. fdp1Anna Vidal67% (3)
- Conexiones HSSDocumento3 páginasConexiones HSSGabO BagOAún no hay calificaciones
- CALCULO APEO. fdp1Documento5 páginasCALCULO APEO. fdp1AGUEDA PATRICIA GARCIA DE ARCOSAún no hay calificaciones
- 3ra Practica Dirigida de Fresado 20222Documento2 páginas3ra Practica Dirigida de Fresado 20222Ariana AbarcaAún no hay calificaciones
- EMET1029 Formulario Arranque VirutaDocumento1 páginaEMET1029 Formulario Arranque VirutaAlbert Puig SeguraAún no hay calificaciones
- Mecanica Del CorteDocumento36 páginasMecanica Del Corteismaelxxx100% (4)
- FresadoDocumento50 páginasFresadoFrank CornejoAún no hay calificaciones
- 3 - Formulario CNC1Documento2 páginas3 - Formulario CNC1Denis ArmasAún no hay calificaciones
- Mecanizado Con Movimientos TrocoidalesDocumento12 páginasMecanizado Con Movimientos TrocoidalesNestor DillarzaAún no hay calificaciones
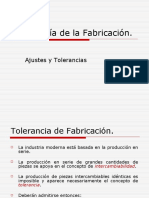
- Ajustes y ToleranciasDocumento7 páginasAjustes y ToleranciassebastianAún no hay calificaciones
- Unidad IV - Teoria Del Corte - Formulas y EjerciciosDocumento42 páginasUnidad IV - Teoria Del Corte - Formulas y EjerciciosalejandroAún no hay calificaciones
- Comprobaciones ELU Viga Critica W12X50Documento10 páginasComprobaciones ELU Viga Critica W12X50Carlos Eduardo Maradiaga CalixAún no hay calificaciones
- Ef Procesos de Manufactura 20202 M2-1Documento5 páginasEf Procesos de Manufactura 20202 M2-1Katherine Bermejo VichinoAún no hay calificaciones
- DI1021 Formulario Ykss MecanizadoDocumento8 páginasDI1021 Formulario Ykss MecanizadoLeslie Arleen Petrona JohnsonAún no hay calificaciones
- Uniones SoldadasDocumento10 páginasUniones SoldadasSantiago Ezequiel Avila boutonetAún no hay calificaciones
- Formacion de Viruta Real Teroica y Temperatura de CorteDocumento15 páginasFormacion de Viruta Real Teroica y Temperatura de Corteveronica basalduaAún no hay calificaciones
- Unidad 1 - Conceptos de Diseñoy Esfuerzos - ELM-000 - s1 - 2017Documento26 páginasUnidad 1 - Conceptos de Diseñoy Esfuerzos - ELM-000 - s1 - 2017Darío Alejandro Pérez JeldesAún no hay calificaciones
- Clase Ajustes Tolerancias ResumenDocumento19 páginasClase Ajustes Tolerancias ResumenPablo Zven MtzAún no hay calificaciones
- Clase Ajustes Tolerancias ResumenDocumento19 páginasClase Ajustes Tolerancias ResumenArqui Rojas MaidanaAún no hay calificaciones
- Trabajo 2Documento22 páginasTrabajo 2luis12345672Aún no hay calificaciones
- 3ra Practica Dirigida de Fresado 20201Documento2 páginas3ra Practica Dirigida de Fresado 20201Jorge FriasAún no hay calificaciones
- Equipos de Monofilo TaladroDocumento20 páginasEquipos de Monofilo TaladroWILMER QUISPE TINCOAún no hay calificaciones
- Comprobaciones ELU Viga Critica W8X31Documento10 páginasComprobaciones ELU Viga Critica W8X31Carlos Eduardo Maradiaga CalixAún no hay calificaciones
- Teoría de Máquinas - Semana 07 - TeamsDocumento29 páginasTeoría de Máquinas - Semana 07 - TeamsJhoan Pierre RGAún no hay calificaciones
- Capitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IDocumento61 páginasCapitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IEdward Orccon0% (1)
- 1-2Pres-MC-213-2024 - I 21-03.24Documento23 páginas1-2Pres-MC-213-2024 - I 21-03.24franco.pizarro.mAún no hay calificaciones
- Traccion AcerosDocumento38 páginasTraccion AcerosElbio CroceAún no hay calificaciones
- E 2Documento2 páginasE 2rrgwhatsappAún no hay calificaciones
- Calculo de Resistencia de TraccionDocumento5 páginasCalculo de Resistencia de TraccionLogan YeickAún no hay calificaciones
- Ficha 3 Trigonometria 1er AñoDocumento2 páginasFicha 3 Trigonometria 1er AñoIvan Nieva RomeroAún no hay calificaciones
- Lec.2 ESFUERZO Y DEFORMACION CORTANTEDocumento24 páginasLec.2 ESFUERZO Y DEFORMACION CORTANTE10 Heredia Hernández CristianAún no hay calificaciones
- Examen Extraordinario Maquinaria IndustrialDocumento7 páginasExamen Extraordinario Maquinaria IndustrialMoisés Vázquez ToledoAún no hay calificaciones
- Prof. Ciro Javier Mejia EliasDocumento3 páginasProf. Ciro Javier Mejia EliasA ZAún no hay calificaciones
- HELICOIDALESDocumento18 páginasHELICOIDALESOscar AvellanedaAún no hay calificaciones
- Tornillos de PotenciaDocumento16 páginasTornillos de PotenciaDenis MendozaAún no hay calificaciones
- 3560900257298UTFSMDocumento139 páginas3560900257298UTFSMJhunior SalazarAún no hay calificaciones
- Ficha Tecnica 004 PDFDocumento4 páginasFicha Tecnica 004 PDFEmanuel RomoAún no hay calificaciones
- 1ra Práctica Calificacda de Procesos de Manufactura 20201Documento3 páginas1ra Práctica Calificacda de Procesos de Manufactura 20201Carlo MoralesAún no hay calificaciones
- Teoría de Corte de MetalesDocumento127 páginasTeoría de Corte de MetalesYOSUE ROSALES RIVERA YARESIAún no hay calificaciones
- Formación de VirutaDocumento5 páginasFormación de VirutaMarco Antonio Puente CamachoAún no hay calificaciones
- Apuntes - II - 2do Parcial Procesos 2Documento21 páginasApuntes - II - 2do Parcial Procesos 2Daniela CamachoAún no hay calificaciones
- 14-Mecanica de Corte: Julio Alberto Aguilar SchaferDocumento128 páginas14-Mecanica de Corte: Julio Alberto Aguilar SchaferJunior Castañeda ArrigoniAún no hay calificaciones
- 1 Viga Pilar Con CartelaDocumento15 páginas1 Viga Pilar Con CartelaJorge ValderaAún no hay calificaciones
- Tema - 13 - Xproblema Fresado PDFDocumento10 páginasTema - 13 - Xproblema Fresado PDFJOSE IGNACIO CORONADO HERNÁNDEZAún no hay calificaciones
- 21 01 Analisis de Proceso de FresadoDocumento35 páginas21 01 Analisis de Proceso de FresadoEdson afonso delgadoAún no hay calificaciones
- Comprobaciones Uniones SoldadasDocumento7 páginasComprobaciones Uniones SoldadasCESAR JOAQUIN VELASQUEZAún no hay calificaciones
- TP N°1 - Geometría de La HerramientaDocumento7 páginasTP N°1 - Geometría de La HerramientaNicolas GalloAún no hay calificaciones
- Tolerancias 20384Documento75 páginasTolerancias 20384Victor BravoAún no hay calificaciones
- 5 Prop 80X40X15X2.Documento1 página5 Prop 80X40X15X2.Mario VelizAún no hay calificaciones
- Laboratorio N 5Documento10 páginasLaboratorio N 5Ortuño Mamani Carla RaquelAún no hay calificaciones
- Tema Dureza VickersDocumento23 páginasTema Dureza VickersCésar CastilloAún no hay calificaciones
- Comparando El Proceso de RectificadoDocumento40 páginasComparando El Proceso de RectificadoskivingpicturesAún no hay calificaciones
- Comprobaciones ELU (Barras)Documento249 páginasComprobaciones ELU (Barras)ElmerEAún no hay calificaciones
- Detector de bordes astuto: Revelando el arte de la percepción visualDe EverandDetector de bordes astuto: Revelando el arte de la percepción visualAún no hay calificaciones
- Superficie procesal: Explorando la generación y el análisis de texturas en visión por computadoraDe EverandSuperficie procesal: Explorando la generación y el análisis de texturas en visión por computadoraAún no hay calificaciones
- Conga Popstar 4000 UltimateDocumento12 páginasConga Popstar 4000 UltimateSusana VillarAún no hay calificaciones
- Colquisiri Monografía ActDocumento28 páginasColquisiri Monografía ActVALE ACAún no hay calificaciones
- TAREA 05 y 06 - 2021-2Documento5 páginasTAREA 05 y 06 - 2021-2Alex MonsefuAún no hay calificaciones
- Informe Del Recuperado de La Nota de Recepcion 7405Documento5 páginasInforme Del Recuperado de La Nota de Recepcion 7405Dhanniel Enrique Mujica ReimiAún no hay calificaciones
- Tablets Ue 1383 26-11-2021Documento432 páginasTablets Ue 1383 26-11-2021Carmen Celiz MalcaAún no hay calificaciones
- Lecc11 Sistemas AutomatizadosDocumento11 páginasLecc11 Sistemas AutomatizadosSumosolAún no hay calificaciones
- SENATIDocumento1 páginaSENATIdercy sandoval alamoAún no hay calificaciones
- Resolución Parcial Práctico Unidad 2Documento15 páginasResolución Parcial Práctico Unidad 2Erick Danilo Salguero EscalanteAún no hay calificaciones
- Investigacion de Lixiviacion Del Cobre - 3Documento8 páginasInvestigacion de Lixiviacion Del Cobre - 3jhojan.mamaniAún no hay calificaciones
- Examen Bimestral Economía 9Documento9 páginasExamen Bimestral Economía 9Danna Tatis PedrozaAún no hay calificaciones
- SignoPro ESPDocumento26 páginasSignoPro ESPchuchuniAún no hay calificaciones
- Instrucciones ProduccionDocumento2 páginasInstrucciones ProduccionFernando FlorezAún no hay calificaciones
- Unidad 7Documento4 páginasUnidad 7Paco PacoAún no hay calificaciones
- IntroduccionDocumento106 páginasIntroduccionFranciscoDanielRamirezFloresAún no hay calificaciones
- Varillas Pony DDocumento1 páginaVarillas Pony DTemo JassoAún no hay calificaciones
- Sublimacion Corte de Vinil Transfer HistDocumento28 páginasSublimacion Corte de Vinil Transfer HistClaroscuro Creaciones100% (1)
- Infografia Línea Del Tiempo Historia Timeline Doodle MulticolorDocumento5 páginasInfografia Línea Del Tiempo Historia Timeline Doodle MulticolorDANIEL GONZALEZ MEDINAAún no hay calificaciones
- Jsa Inspection Pit 1-2Documento6 páginasJsa Inspection Pit 1-2jorge lopez xoloAún no hay calificaciones
- Candado Oister Pro v2Documento2 páginasCandado Oister Pro v2Alejandro PalomoAún no hay calificaciones
- Tratamiento TermicoDocumento3 páginasTratamiento TermicoCastillo GabrielAún no hay calificaciones
- Trabajo Práctico 2A Acero Comercial: Imagen Característica S Usos Y Aplicaciones Proveedore SDocumento5 páginasTrabajo Práctico 2A Acero Comercial: Imagen Característica S Usos Y Aplicaciones Proveedore SROLANDO MACIAS CRUZAún no hay calificaciones
- 01.metrado de Estructuras - CasetaDocumento13 páginas01.metrado de Estructuras - CasetaYorbi Eber GrupocivilercAún no hay calificaciones
- Acu Canales ImaDocumento23 páginasAcu Canales ImaManuel Cutimbo PalaciosAún no hay calificaciones
- 3.1 Procedimiento de Fabricacion de Tanque Contra IncendiosDocumento9 páginas3.1 Procedimiento de Fabricacion de Tanque Contra Incendiosjorge villaAún no hay calificaciones
- Epoxi AutonivelanteDocumento3 páginasEpoxi AutonivelanteKenneth Saenz RamirezAún no hay calificaciones
- Analisis de Costos Unitarios - HuarconDocumento13 páginasAnalisis de Costos Unitarios - HuarconBrayn Cilio100% (1)
- TF Tecno MaterialesDocumento36 páginasTF Tecno MaterialesMauricio MosqueiraAún no hay calificaciones
- 02.topellanta (Ficha Técnica) - Reflex Señalzación VialDocumento2 páginas02.topellanta (Ficha Técnica) - Reflex Señalzación VialAndres RochaAún no hay calificaciones
- Practica RevenidoDocumento5 páginasPractica Revenidojocelyn rinconAún no hay calificaciones
- Actividad 5Documento9 páginasActividad 5LEONARDO FRANCISCO HERN�NDEZ GARZAAún no hay calificaciones