También podría gustarte
- Cuestionario Tercer Examen - ResueltoDocumento27 páginasCuestionario Tercer Examen - ResueltoYordy Sánchez100% (2)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Corte ortogonal mecánicaDocumento30 páginasCorte ortogonal mecánicajoaquinAún no hay calificaciones
- 14-Mecanica de Corte: Julio Alberto Aguilar SchaferDocumento128 páginas14-Mecanica de Corte: Julio Alberto Aguilar SchaferJunior Castañeda ArrigoniAún no hay calificaciones
- Teoría de Corte de MetalesDocumento127 páginasTeoría de Corte de MetalesYOSUE ROSALES RIVERA YARESIAún no hay calificaciones
- Mecanica Del CorteDocumento36 páginasMecanica Del Corteismaelxxx100% (4)
- Tarea 2 - Procesos de Mecanizacion - Francisco FernandezDocumento4 páginasTarea 2 - Procesos de Mecanizacion - Francisco FernandezFrancisco FernandezAún no hay calificaciones
- Trabajo 2Documento22 páginasTrabajo 2luis12345672Aún no hay calificaciones
- Formacion de Viruta Real Teroica y Temperatura de CorteDocumento15 páginasFormacion de Viruta Real Teroica y Temperatura de Corteveronica basalduaAún no hay calificaciones
- Lección 2. Mecánica Del CorteDocumento50 páginasLección 2. Mecánica Del CorteSumosolAún no hay calificaciones
- Formación de VirutaDocumento5 páginasFormación de VirutaMarco Antonio Puente CamachoAún no hay calificaciones
- Proceso de Formación de Viruta (1 - 2017) PDFDocumento26 páginasProceso de Formación de Viruta (1 - 2017) PDFMario michea cortes0% (2)
- Que Es ManufacturaDocumento26 páginasQue Es ManufacturaMiguel RodriguezAún no hay calificaciones
- Angulo de AtaqueDocumento23 páginasAngulo de AtaqueHumberto AnguloAún no hay calificaciones
- Teoria Del MaquinadoDocumento41 páginasTeoria Del MaquinadoFabio Andres Bermejo AltamarAún no hay calificaciones
- Taller MecanizadoDocumento5 páginasTaller MecanizadoOSCAR STIVEN VILLAR LARAAún no hay calificaciones
- Mecánica Del CorteDocumento6 páginasMecánica Del CorteGustavo H. LechugaAún no hay calificaciones
- Formacion de Viruta PDFDocumento31 páginasFormacion de Viruta PDFManuel ColinAún no hay calificaciones
- BrochadoDocumento8 páginasBrochadoMaria BrugesAún no hay calificaciones
- Nomenclatura y Geometría de Herramientas de Un Solo FiloDocumento3 páginasNomenclatura y Geometría de Herramientas de Un Solo FiloJosé BeeckerAún no hay calificaciones
- Procesos Corte PDFDocumento8 páginasProcesos Corte PDFKiroUshamagaAún no hay calificaciones
- PM S07 Teoria de CorteDocumento26 páginasPM S07 Teoria de CorteHernan PeñaAún no hay calificaciones
- 1 Pres MC 213 2014 2Documento13 páginas1 Pres MC 213 2014 2Williams Solis QuispeAún no hay calificaciones
- 2 - TornoDocumento3 páginas2 - TornoPiero TolentinoAún no hay calificaciones
- Deber 1Documento6 páginasDeber 1Juver RomeroAún no hay calificaciones
- Formacion de La VirutaDocumento31 páginasFormacion de La VirutaTzuika Rios Aranda100% (3)
- Tema 01. Tecnologías de MecanizadoDocumento54 páginasTema 01. Tecnologías de MecanizadoMarisa Paredes LopezAún no hay calificaciones
- Teoria Del Mecanizado 40714Documento56 páginasTeoria Del Mecanizado 40714Mario ValdiviaAún no hay calificaciones
- Apuntes - 2do Parcial Procesos 2Documento26 páginasApuntes - 2do Parcial Procesos 2Daniela CamachoAún no hay calificaciones
- Cuesteonario N1 de Proceso 1Documento7 páginasCuesteonario N1 de Proceso 1Nicolas MoralesMuñozAún no hay calificaciones
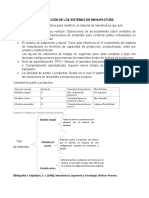
- CLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Documento8 páginasCLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Raquel Juarez GarciaAún no hay calificaciones
- Parámetros de Corte PDFDocumento15 páginasParámetros de Corte PDFJoseManucci0% (1)
- Control de La Viruta 2.1Documento43 páginasControl de La Viruta 2.1Juan ManuelAún no hay calificaciones
- Clase10 2017Documento32 páginasClase10 2017MARIA PEREZAún no hay calificaciones
- Variables Asociadas Al CorteDocumento16 páginasVariables Asociadas Al CorteRUBEN DARIO MENDOZA MEZAAún no hay calificaciones
- Teoría de Mecanizado 2019Documento22 páginasTeoría de Mecanizado 2019Bruno AstudilloAún no hay calificaciones
- Capitulo IV Teoria de Maquinado de Metales Procesos de Manufactura IDocumento61 páginasCapitulo IV Teoria de Maquinado de Metales Procesos de Manufactura IFabianAlbertoGameroChàvezAún no hay calificaciones
- Procesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLDocumento53 páginasProcesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLdamian dloresAún no hay calificaciones
- Teoría Del Maquinado de MetalesDocumento39 páginasTeoría Del Maquinado de MetalesJavier RamirezAún no hay calificaciones
- Máquinas-herramienta: definición, clasificación y operacionesDocumento40 páginasMáquinas-herramienta: definición, clasificación y operacionesemiioAún no hay calificaciones
- UT #4-Principio de Corte de Los MetalesDocumento18 páginasUT #4-Principio de Corte de Los MetalesLuis FernandoAún no hay calificaciones
- Bloque III Tema 1Documento34 páginasBloque III Tema 1JJJAún no hay calificaciones
- P2 ManufacturaDocumento162 páginasP2 ManufacturaAnthonella UllaguaryAún no hay calificaciones
- JJ TeoradelmaquinadodemetalesDocumento41 páginasJJ TeoradelmaquinadodemetalesAnthonella AndreinaAún no hay calificaciones
- Clase N°2Documento7 páginasClase N°2DIEGO ALEJANDRO ANGARITA BALDEONAún no hay calificaciones
- Proyecto Final Avance 1Documento7 páginasProyecto Final Avance 1Cinthia Morales RendonAún no hay calificaciones
- Htas Corte - GeometriaDocumento30 páginasHtas Corte - GeometriafedericoAún no hay calificaciones
- Unidad 7 - Herramientas de CorteDocumento32 páginasUnidad 7 - Herramientas de CorteRodrigo BordónAún no hay calificaciones
- ProcesamientoDocumento8 páginasProcesamientoJohn Andahua JulcaAún no hay calificaciones
- VIRUTASDocumento26 páginasVIRUTASLeyda lLamedaAún no hay calificaciones
- Capitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IDocumento61 páginasCapitulo Iv Teoria de Maquinado de Metales Procesos de Manufactura IEdward Orccon0% (1)
- Teoria de Fabricacion - 22 - FinalDocumento158 páginasTeoria de Fabricacion - 22 - FinalGaston del HuertoAún no hay calificaciones
- Primer Parte Teoria FabDocumento129 páginasPrimer Parte Teoria FabGaston del HuertoAún no hay calificaciones
- Tema 6Documento25 páginasTema 6Andrea Garcia LopezAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Puntos notables y escintores de un triánguloDe EverandPuntos notables y escintores de un triánguloAún no hay calificaciones
- Contabilidad Ejercicios IdkDocumento1 páginaContabilidad Ejercicios IdkMassiel VallejoAún no hay calificaciones
- Formato Hoja de VidaDocumento3 páginasFormato Hoja de VidaMarcela SofíaAún no hay calificaciones
- Excel Unidad 1Documento27 páginasExcel Unidad 1Jenny CabanzoAún no hay calificaciones
- Unidad 2 - Marcos, Tensado, EncoladoDocumento9 páginasUnidad 2 - Marcos, Tensado, EncoladoYadanis GAún no hay calificaciones
- ACTIVIDAD 2 CobranzasDocumento2 páginasACTIVIDAD 2 CobranzasAngie CruzAún no hay calificaciones
- Tarea Marco Teórico MetodologíaDocumento11 páginasTarea Marco Teórico MetodologíaFERNANDO PAUL BALCAZAR IZQUIERDOAún no hay calificaciones
- Ser Competente en Tecnologia - Una Necesidad para El DesarrolloDocumento9 páginasSer Competente en Tecnologia - Una Necesidad para El DesarrolloCesari Rico GaleanaAún no hay calificaciones
- Contabilidad BásicaDocumento14 páginasContabilidad BásicaLourdes Josefina Cardozo Rodriguez100% (1)
- Método de planos cortantes (optimización dualDocumento10 páginasMétodo de planos cortantes (optimización dualDennis RossellAún no hay calificaciones
- AntologiaDocumento13 páginasAntologiaapi-637527555Aún no hay calificaciones
- George PeareDocumento126 páginasGeorge PeareAmaru KatariAún no hay calificaciones
- Cómo gestionar con éxito la transformación estratégica de una empresaDocumento3 páginasCómo gestionar con éxito la transformación estratégica de una empresaeddy payaresAún no hay calificaciones
- ESTADÍSTICA Y PROBABILIDADES - CleanedDocumento17 páginasESTADÍSTICA Y PROBABILIDADES - CleanedFreddy FloresAún no hay calificaciones
- 44actividad Evaluar La Objetividad de La CienciaDocumento4 páginas44actividad Evaluar La Objetividad de La Cienciafefi.cordero2006Aún no hay calificaciones
- Ecuaciones Diferenciales de Orden SuperiorDocumento6 páginasEcuaciones Diferenciales de Orden SuperiorFiorela SCAún no hay calificaciones
- RFC Copizza S de RL de CVDocumento3 páginasRFC Copizza S de RL de CVbipo.moonAún no hay calificaciones
- Vino de MucílagoDocumento16 páginasVino de MucílagojannieAún no hay calificaciones
- Modelo Historia ClínicaDocumento4 páginasModelo Historia ClínicaHumberto OrtaAún no hay calificaciones
- Ejercicio2 Con ESDocumento4 páginasEjercicio2 Con ESjcallejero2004Aún no hay calificaciones
- Alcaldía Mayor de Bogotá Instituto de Desarrollo Urbano: PkidDocumento9 páginasAlcaldía Mayor de Bogotá Instituto de Desarrollo Urbano: PkidHarold RobayoAún no hay calificaciones
- 5° Zany Inter Abr22Documento65 páginas5° Zany Inter Abr22esmeralda ReyesAún no hay calificaciones
- Practica 3 Lab IIIDocumento6 páginasPractica 3 Lab IIIAnonymous FCODTbH3aAún no hay calificaciones
- TP 3 EIADocumento5 páginasTP 3 EIAAna Negri de Russo100% (1)
- Precios Unitarios CanalDocumento30 páginasPrecios Unitarios CanaljuanAún no hay calificaciones
- Sistema Operativo CoronelDocumento2 páginasSistema Operativo CoronelBeatrizAún no hay calificaciones
- El Estilo HP DefinitivoDocumento18 páginasEl Estilo HP DefinitivoJavier ValladaresAún no hay calificaciones
- 3 - Nuevas Palabras, Nuevos MundosDocumento4 páginas3 - Nuevas Palabras, Nuevos Mundosbibliotecaedaic0% (1)
- Acuerdos para FacturarDocumento495 páginasAcuerdos para Facturarkate hernandez calderonAún no hay calificaciones
- Proyecto ejecutivo TP1Documento5 páginasProyecto ejecutivo TP1facundo prencisAún no hay calificaciones
- Division de Numeros RacionalesDocumento2 páginasDivision de Numeros RacionalesMarco QuirozAún no hay calificaciones