También podría gustarte
- Comportamiento de Las Mezclas AsfálticasDocumento9 páginasComportamiento de Las Mezclas AsfálticasBryan Kevi Garcia CardenasAún no hay calificaciones
- Rocas y Agregados para HormigonesDocumento39 páginasRocas y Agregados para HormigonesStevens PiedraAún no hay calificaciones
- Exposición de AgregadosDocumento36 páginasExposición de AgregadosEdgar Augusto Malagon GaitanAún no hay calificaciones
- Componentes Del Concreto y Clasificación de Los Agregados.Documento4 páginasComponentes Del Concreto y Clasificación de Los Agregados.Erick Krisman Huaynacho MangoAún no hay calificaciones
- Agregrados en ConstrucciónDocumento21 páginasAgregrados en ConstrucciónCarlos Mario Camino AlbercaAún no hay calificaciones
- Unidad 2 Diseño y Construccio de PavimentosDocumento6 páginasUnidad 2 Diseño y Construccio de PavimentosJuziel Torres100% (1)
- Qué Características Requieren Los Agregados para Un Concreto de Alta ResistenciaDocumento3 páginasQué Características Requieren Los Agregados para Un Concreto de Alta ResistenciaAriana RivarolaAún no hay calificaciones
- Agregados InertesDocumento21 páginasAgregados InertesReymi Arteaga Rodriguez0% (1)
- Características de Los Ligantes y Conglomerantes en Los Firmes de CarreterasDocumento10 páginasCaracterísticas de Los Ligantes y Conglomerantes en Los Firmes de CarreterasNoemiAún no hay calificaciones
- Concreto, Agregados y Acero de RefuerzoDocumento17 páginasConcreto, Agregados y Acero de RefuerzoIvanAún no hay calificaciones
- Materiales de Construccion Unidad IDocumento13 páginasMateriales de Construccion Unidad IjgrcVIPAún no hay calificaciones
- Clasificación de Los Materiales PétreosDocumento3 páginasClasificación de Los Materiales Pétreosronald salvatierraAún no hay calificaciones
- AGREGADOSDocumento42 páginasAGREGADOSYojayroJoOazCoronelBejarAún no hay calificaciones
- Grupo 7Documento27 páginasGrupo 7Will Will AlexánderAún no hay calificaciones
- Agregados y Asfaltos Empleados en La Pavimentación y Procedimientos de ConstrucciónDocumento6 páginasAgregados y Asfaltos Empleados en La Pavimentación y Procedimientos de Construcciónandrea estrellaAún no hay calificaciones
- Agregados y Asfaltos Empleados en La Pavimentación y Procedimientos de ConstrucciónDocumento6 páginasAgregados y Asfaltos Empleados en La Pavimentación y Procedimientos de Construcciónandrea estrellaAún no hay calificaciones
- Capítulo IDocumento14 páginasCapítulo IFabricio Alcón RodriguezAún no hay calificaciones
- Se Entiende Por Agregados A Una Colección de Partículas de Diversos Tamaños Que Se Pueden Encontrar en La NaturalezaDocumento5 páginasSe Entiende Por Agregados A Una Colección de Partículas de Diversos Tamaños Que Se Pueden Encontrar en La NaturalezajhoAún no hay calificaciones
- Informe de Materiales de Construccion Los AgregadosDocumento10 páginasInforme de Materiales de Construccion Los AgregadosJesús Miguel Zorrilla RauseoAún no hay calificaciones
- Clasificación de Los Agregados (Grava y Arena) Por Tamaños.Documento39 páginasClasificación de Los Agregados (Grava y Arena) Por Tamaños.Aldair SosaAún no hay calificaciones
- Los AgregadosDocumento44 páginasLos Agregadosalvaro albujarAún no hay calificaciones
- Melissa QuispeDocumento5 páginasMelissa QuispeJOAQUIN SALVADOR VEGA CHAVEZAún no hay calificaciones
- Agregados GruesosDocumento19 páginasAgregados Gruesos0Emiliano067% (3)
- Agregados ConDocumento22 páginasAgregados ConamadoAún no hay calificaciones
- Agregados PétreosDocumento18 páginasAgregados Pétreosjessica rocio perezAún no hay calificaciones
- Tecnologia de Materiales 2Documento11 páginasTecnologia de Materiales 2wilber caceres parionaAún no hay calificaciones
- Agregados CORREDocumento19 páginasAgregados CORREAnonymous RwNCZnUAún no hay calificaciones
- Materiales BituminososDocumento6 páginasMateriales BituminososJuan Diego Guzmán GuerreroAún no hay calificaciones
- Arcillas y Sus Minerales ConstitutivosDocumento3 páginasArcillas y Sus Minerales ConstitutivosMIGUEL ANDRES PERDOMO VALENCIAAún no hay calificaciones
- Materiales BituminososDocumento18 páginasMateriales BituminososGuillermo LagosAún no hay calificaciones
- S #02 - Los GregadosDocumento42 páginasS #02 - Los Gregadoslyo lyoAún no hay calificaciones
- AGREGADOS-conceptos Clasificacion Importancia de La PorosidadDocumento10 páginasAGREGADOS-conceptos Clasificacion Importancia de La PorosidadBebeto SoteloAún no hay calificaciones
- HormigonesDocumento9 páginasHormigonesPaulaAún no hay calificaciones
- Agregados - ResumenDocumento18 páginasAgregados - ResumenHans W. Giraldo HuertaAún no hay calificaciones
- Aditivos 1Documento7 páginasAditivos 1Eusebio Tocas MenaAún no hay calificaciones
- Aglomerantes y AgregadosDocumento9 páginasAglomerantes y AgregadoswendyAún no hay calificaciones
- Resumen de AgregadosDocumento4 páginasResumen de AgregadosYeber Magno MoralesAún no hay calificaciones
- Mezclas Asfálticas - Corregidas UPNDocumento37 páginasMezclas Asfálticas - Corregidas UPNKaren Estefany Palomino TeránAún no hay calificaciones
- Agregados y Tipos de AgregadosDocumento12 páginasAgregados y Tipos de AgregadosConde XeelsAún no hay calificaciones
- Agregados en La Construccion-1Documento6 páginasAgregados en La Construccion-1JENNIFERAún no hay calificaciones
- Agregados Petreos UNaFDocumento53 páginasAgregados Petreos UNaFPedro InsaurraldeAún no hay calificaciones
- TECNOLOGIA DEL CONCRETO Unidad 2Documento20 páginasTECNOLOGIA DEL CONCRETO Unidad 2Dante GuerecaAún no hay calificaciones
- PUZOLANASDocumento8 páginasPUZOLANASAlexis Puicon SiancasAún no hay calificaciones
- Cbba InfoagradosDocumento17 páginasCbba InfoagradosBeymar Callizaya BonillaAún no hay calificaciones
- Reporte #1 Agregados Pétreos y Análisis GranulométricosDocumento11 páginasReporte #1 Agregados Pétreos y Análisis GranulométricosDaniel Arteaga100% (1)
- Aglomerantes y AglutinantesDocumento5 páginasAglomerantes y AglutinantesCristhian Meza Torres100% (1)
- AGREGADOSDocumento19 páginasAGREGADOSKetin VasquezAún no hay calificaciones
- Ensayos de Análisis Granulométricos INFORMEDocumento17 páginasEnsayos de Análisis Granulométricos INFORMEFernanda RodríguezAún no hay calificaciones
- Taller de Setudio de Concreto 1Documento5 páginasTaller de Setudio de Concreto 1Ereck Rodriguez ClaroAún no hay calificaciones
- AGREGADOS EXPOSIC. Ing. CivilDocumento9 páginasAGREGADOS EXPOSIC. Ing. CivilJAVIER OLIVER, SINCHE CAVALCANTIAún no hay calificaciones
- Diseño de Asfalto en FrioDocumento57 páginasDiseño de Asfalto en FrioNat Cave92% (12)
- Superficie de RodaduraDocumento12 páginasSuperficie de RodaduraAndres SanabriaAún no hay calificaciones
- Tema 2Documento22 páginasTema 2e.collazosAún no hay calificaciones
- Rocas Metamorficas DisertarDocumento41 páginasRocas Metamorficas DisertarYocastaHerbasTejerinaAún no hay calificaciones
- AGREGADOSDocumento23 páginasAGREGADOSJAVIER BRAVO MORALESAún no hay calificaciones
- C I - M Auxiliares, Mezclas, Morteros y HormigonesDocumento21 páginasC I - M Auxiliares, Mezclas, Morteros y HormigonesAgustin SchmidtAún no hay calificaciones
- INTRODUCCION-TECNOLOGIA-DEL-ASFALTODocumento65 páginasINTRODUCCION-TECNOLOGIA-DEL-ASFALTORegina Turpo MamaniAún no hay calificaciones
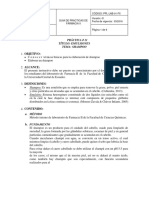
- Guia de Estudio AgregadosDocumento9 páginasGuia de Estudio AgregadosRangel ChiyalAún no hay calificaciones
- Piedras preciosas : cómo reconocerlas : guía ilustrada en colorDe EverandPiedras preciosas : cómo reconocerlas : guía ilustrada en colorAún no hay calificaciones
- El carbón: origen, atributos, extracción y usos actuales en ColombiaDe EverandEl carbón: origen, atributos, extracción y usos actuales en ColombiaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- BASQUETBOLDocumento8 páginasBASQUETBOLMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Etapa PrenuméricaDocumento31 páginasEtapa PrenuméricaMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- TIPOS DE MEZCLAS BITUMINOSAS - ALEXAnderDocumento6 páginasTIPOS DE MEZCLAS BITUMINOSAS - ALEXAnderMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Capítulo 1 TraducidoDocumento21 páginasCapítulo 1 TraducidoMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Concientización Frente A Los Incendios Forestales - Romina NinaDocumento12 páginasConcientización Frente A Los Incendios Forestales - Romina NinaMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Lectura y Comprension Lectora ProcesoDocumento15 páginasLectura y Comprension Lectora ProcesoMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Sesión Con ObservacionesDocumento19 páginasSesión Con ObservacionesMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- La Existencia Del Hombre en El MundoDocumento3 páginasLa Existencia Del Hombre en El MundoMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Problematización Matematica Nivel 1Documento2 páginasProblematización Matematica Nivel 1MAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Informe Sobre Implementacion de Los Compromisos de Gestion EscolarDocumento5 páginasInforme Sobre Implementacion de Los Compromisos de Gestion EscolarMAYLI MARJORY NINA CAMPOMANI67% (3)
- 2do Examen Parcial Caminos IiDocumento1 página2do Examen Parcial Caminos IiMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
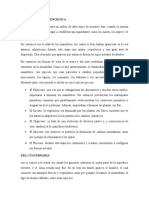
- Era Terciaria o CenozoicaDocumento1 páginaEra Terciaria o CenozoicaMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Contrato Privado de Construcción de Una CasaDocumento15 páginasContrato Privado de Construcción de Una CasaMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Ley Que Regula Diversas Medidas para Financiar La Ejecución de Proyectos de Inversión Pública en Apoyo de Gobiernos Regionales y LocalesDocumento2 páginasLey Que Regula Diversas Medidas para Financiar La Ejecución de Proyectos de Inversión Pública en Apoyo de Gobiernos Regionales y LocalesMAYLI MARJORY NINA CAMPOMANIAún no hay calificaciones
- Caja ExplosivaDocumento11 páginasCaja ExplosivaAngel TorresAún no hay calificaciones
- Friccion Resistencia de MaterialesDocumento7 páginasFriccion Resistencia de Materialesbrayan0% (1)
- Apuntes de Sintaxis (1) - La Oración CompuestaDocumento1 páginaApuntes de Sintaxis (1) - La Oración CompuestaMª José Leal SepúlvedaAún no hay calificaciones
- Trabajo Practico Nº3 - Civ5-4Documento3 páginasTrabajo Practico Nº3 - Civ5-4Franck Josue Rodriguez CutipaAún no hay calificaciones
- Informe # 2.automatizacionDocumento3 páginasInforme # 2.automatizacionHector Andres RomeroAún no hay calificaciones
- PROYECTO DE APRENDIZAJE DE MAYO WillerDocumento9 páginasPROYECTO DE APRENDIZAJE DE MAYO WillerEysen Cushi VelasquezAún no hay calificaciones
- Sistema C900 MTDocumento24 páginasSistema C900 MTJose SalasAún no hay calificaciones
- 12 EstequiometríaDocumento6 páginas12 EstequiometríaIsrael Luizaga MonteroAún no hay calificaciones
- InfV5 JASAS DWH Vs PEX v910Documento36 páginasInfV5 JASAS DWH Vs PEX v910edenfrayAún no hay calificaciones
- Filtración. Practica 2Documento7 páginasFiltración. Practica 2Montserrat OsorioAún no hay calificaciones
- TP 324 2019 2 PDFDocumento3 páginasTP 324 2019 2 PDFCastor GuirnaldosAún no hay calificaciones
- Proceso de Producción de Ácido SulfúricoDocumento9 páginasProceso de Producción de Ácido SulfúricoSabina LopezAún no hay calificaciones
- Guia de Temperatura de Higiene IndustrialDocumento11 páginasGuia de Temperatura de Higiene Industrialsara montilla100% (1)
- Cimentacion Corrida para Muros PortantesDocumento55 páginasCimentacion Corrida para Muros PortantesLuis EscobalAún no hay calificaciones
- Taller de Transformaciones GeometricasDocumento4 páginasTaller de Transformaciones GeometricasTu Candy Key LopezAún no hay calificaciones
- Talleres MatematicasDocumento37 páginasTalleres MatematicasJuan100% (1)
- LeccionesDocumento7 páginasLeccionesJEAN ALVARO MUNOZ CAMPOVERDEAún no hay calificaciones
- Hallar Los Ángulos Interiores Del Triangulo Cuyos Vértices SonDocumento12 páginasHallar Los Ángulos Interiores Del Triangulo Cuyos Vértices SonRaquel Es75% (4)
- Potencia y Corrección de Factor de Potencia en Sistemas Trifásicos Balanceados Con Cargas Resistivas - Capacitivas - InductivasDocumento9 páginasPotencia y Corrección de Factor de Potencia en Sistemas Trifásicos Balanceados Con Cargas Resistivas - Capacitivas - InductivasIbeth Henao de AponteAún no hay calificaciones
- NTE-ECG Cargas Gravitatorias PDFDocumento11 páginasNTE-ECG Cargas Gravitatorias PDFCLUQCAún no hay calificaciones
- Cálculo de VálvulasDocumento37 páginasCálculo de Válvulaseiderbp20100% (1)
- 6.1 Trabajo Máximo e Irreversibilidad Ejercicio 1Documento3 páginas6.1 Trabajo Máximo e Irreversibilidad Ejercicio 1Yaquelin Bautista100% (1)
- 0224 Oxigeno IndustrialDocumento5 páginas0224 Oxigeno IndustrialHector Isacc Palechor EspitiaAún no hay calificaciones
- Nomenclatura QuimicaDocumento2 páginasNomenclatura Quimicafredy merchanAún no hay calificaciones
- Sistema Excavadora CLSS HERNAN CHACADocumento38 páginasSistema Excavadora CLSS HERNAN CHACAROLANDO CRISTHIAN SALAZAR YAURIAún no hay calificaciones
- Memoria RapidasDocumento16 páginasMemoria RapidasFrans SotomayorAún no hay calificaciones
- Energia EspecificaDocumento4 páginasEnergia EspecificaMelisa Camargo Alvares67% (3)
- 4.1 Repaso de LaboratorioDocumento5 páginas4.1 Repaso de LaboratorioLaura Valentina LastraAún no hay calificaciones
- SHAMPOODocumento6 páginasSHAMPOOBiochemistry NotesAún no hay calificaciones
- Navegación de Área (RNAV)Documento2 páginasNavegación de Área (RNAV)damian11111100% (1)