También podría gustarte
- Practica FP Basica Taller No 10Documento10 páginasPractica FP Basica Taller No 10ramblicasAún no hay calificaciones
- Soldadura tubería aceroDocumento13 páginasSoldadura tubería aceroManuel Ignacio VillafainaAún no hay calificaciones
- Practica de TallerDocumento14 páginasPractica de TallerCourtney WilkersonAún no hay calificaciones
- Tareas de taller mecánicoDocumento16 páginasTareas de taller mecánicoLuisEnriqueCarbajalHuisaAún no hay calificaciones
- Practica FP Basica Taller No 14-SOLDADURADocumento13 páginasPractica FP Basica Taller No 14-SOLDADURAMateu GonzalezAún no hay calificaciones
- Ciclo Formativo de Grado Básico Técnico en Fabricación y Montaje. Práctica de mecanizado de Cu recocidoDocumento8 páginasCiclo Formativo de Grado Básico Técnico en Fabricación y Montaje. Práctica de mecanizado de Cu recocidoManuel Ignacio VillafainaAún no hay calificaciones
- Practica FP Basica Taller No 2Documento8 páginasPractica FP Basica Taller No 2dgarciatecnologiaAún no hay calificaciones
- Organización y montaje mecánico e hidráulico de instalaciones solares térmicas. ENAE0208De EverandOrganización y montaje mecánico e hidráulico de instalaciones solares térmicas. ENAE0208Aún no hay calificaciones
- Practica FP Basica Taller No 8Documento10 páginasPractica FP Basica Taller No 8Agata Fernandez GarciaAún no hay calificaciones
- Manual de Practicas SSMMDocumento67 páginasManual de Practicas SSMMricardoAún no hay calificaciones
- Técnicas de unión mecánicaDocumento74 páginasTécnicas de unión mecánicaIván Rguez. CortésAún no hay calificaciones
- Inventor Más Rápido JDocumento5 páginasInventor Más Rápido JMoises GuiaAún no hay calificaciones
- Noc BroDocumento106 páginasNoc BroJose Guerra0% (1)
- Manual de PracticasDocumento53 páginasManual de PracticasIsaiasMartinez100% (1)
- Practica de SoldaduraDocumento21 páginasPractica de Soldadurakevin aguilarAún no hay calificaciones
- D4.1 Componentes de Máquinas y Sistemas Electromecánicos. V2Documento156 páginasD4.1 Componentes de Máquinas y Sistemas Electromecánicos. V2isaac castañedaAún no hay calificaciones
- Capitulo Ud 2 Estructuras Fijas o DesmontablesDocumento69 páginasCapitulo Ud 2 Estructuras Fijas o DesmontablesManuelAún no hay calificaciones
- Mantenimiento Electromecanico D2Documento14 páginasMantenimiento Electromecanico D2Dimas CaceresAún no hay calificaciones
- Proceso MIG - MAG Taller de SueldaDocumento7 páginasProceso MIG - MAG Taller de SueldaAntony David Guilcamaigua100% (1)
- Torneado de conos: cálculo del ángulo de inclinación del carroDocumento72 páginasTorneado de conos: cálculo del ángulo de inclinación del carroEdwin Castro100% (1)
- Taladro de Columna PDFDocumento73 páginasTaladro de Columna PDF⃝⃤clerk ⃝⃤sucariAún no hay calificaciones
- Soldadura Heterogénea: Técnicas y EquiposDocumento47 páginasSoldadura Heterogénea: Técnicas y EquiposJesus Romero100% (3)
- Tecnicas de MecanizadoDocumento151 páginasTecnicas de MecanizadoCristian Vega100% (2)
- Medidor de Energia ElectricaDocumento35 páginasMedidor de Energia ElectricaAndrés B VillaAún no hay calificaciones
- Unidad Didáctica 5Documento38 páginasUnidad Didáctica 5robetoteAún no hay calificaciones
- Estudio de La Pieza en BrutoDocumento11 páginasEstudio de La Pieza en BrutoAngel Moreno Paico100% (1)
- Instalación y mantenimiento de aparatos sanitarios de uso doméstico. IMAI0108De EverandInstalación y mantenimiento de aparatos sanitarios de uso doméstico. IMAI0108Aún no hay calificaciones
- Trazado de Tubos, Perfiles y ChapasDocumento31 páginasTrazado de Tubos, Perfiles y Chapaseltimo1985100% (3)
- Manual Soldadura OxigasDocumento47 páginasManual Soldadura OxigasArturo Pineda100% (3)
- 1 APUNTES Ins. ACS Solar Termica DB HE 4Documento118 páginas1 APUNTES Ins. ACS Solar Termica DB HE 4Trading DiazAún no hay calificaciones
- Maquinas Herramientas CNC Torno..Documento144 páginasMaquinas Herramientas CNC Torno..exodia2014Aún no hay calificaciones
- Introduccion y Analisis de Sistema CNCDocumento3 páginasIntroduccion y Analisis de Sistema CNCAbza BenitezAún no hay calificaciones
- Ud - 1 - Uniones en Construcciones Metálicas PDFDocumento12 páginasUd - 1 - Uniones en Construcciones Metálicas PDFlabarta artal SERGIOAún no hay calificaciones
- Estructuras Metalicas PDFDocumento73 páginasEstructuras Metalicas PDFAndres ChaconAún no hay calificaciones
- WSC2011 TP07 M1 ISO A ActualDocumento1 páginaWSC2011 TP07 M1 ISO A ActualJuan David Camargo Eslava100% (1)
- 01 - Plegado de ChapaDocumento28 páginas01 - Plegado de ChapaJames FreemanAún no hay calificaciones
- Componentes y características de la soldadura por electrodo revestidoDocumento6 páginasComponentes y características de la soldadura por electrodo revestidoJessyOrtizAún no hay calificaciones
- Manipulación de electrodos SMAWDocumento7 páginasManipulación de electrodos SMAWFranklin Salguero0% (1)
- Soldadura SMAW: Introducción al procesoDocumento7 páginasSoldadura SMAW: Introducción al procesoErick G.SAún no hay calificaciones
- Guia Autodesk Inventor ..Documento18 páginasGuia Autodesk Inventor ..virgilio ayanomaAún no hay calificaciones
- Temario TCCDocumento154 páginasTemario TCCCristhian0% (1)
- Simbología y Referenciado de BornesDocumento3 páginasSimbología y Referenciado de BornesNormaPonce0% (1)
- TEMA 1 Mecanizado 1Documento39 páginasTEMA 1 Mecanizado 1julitovicAún no hay calificaciones
- Ud5 - Tmu. Soldadura HeterogéneaDocumento56 páginasUd5 - Tmu. Soldadura Heterogéneajosti accAún no hay calificaciones
- TEMA 1 Ejercicios ResueltosDocumento12 páginasTEMA 1 Ejercicios ResueltosKelly RamonAún no hay calificaciones
- Guia Del Profesor - Maquinas ElectricasDocumento74 páginasGuia Del Profesor - Maquinas ElectricasAlvaroAún no hay calificaciones
- Soldadura OxigasDocumento138 páginasSoldadura OxigasMiguel Clark Quicaño100% (1)
- Tema 1. INTRODUCCION AL MECANIZADODocumento45 páginasTema 1. INTRODUCCION AL MECANIZADOKelly RamonAún no hay calificaciones
- Maquinas Herramientas 03Documento182 páginasMaquinas Herramientas 03Osk PeraltaAún no hay calificaciones
- CUADERNO DE INSTRUCTOR Conceptos y Fundamentos de Soldadura para AprendicesDocumento41 páginasCUADERNO DE INSTRUCTOR Conceptos y Fundamentos de Soldadura para Aprendiceseduardo duranAún no hay calificaciones
- T8-Trazado Caldereria v.1 (3) (8) .PPSXDocumento106 páginasT8-Trazado Caldereria v.1 (3) (8) .PPSXMario Asquith DíazAún no hay calificaciones
- Mas Ejercicios InteresanrtesDocumento24 páginasMas Ejercicios InteresanrtesAbraham SarmientoAún no hay calificaciones
- Mf0833 3 Desarrollo de Proyectos de Instalaciones Electricas en Centros de Transformacion OnlineDocumento18 páginasMf0833 3 Desarrollo de Proyectos de Instalaciones Electricas en Centros de Transformacion OnlineDiego Anthony Moran QuindeAún no hay calificaciones
- Soldadura Arco Manual FILEminimizerDocumento67 páginasSoldadura Arco Manual FILEminimizerhernanmoyav100% (1)
- La Soldadura - TeoriaDocumento37 páginasLa Soldadura - TeoriaErick Huerta SaveroAún no hay calificaciones
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109De EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109Aún no hay calificaciones
- Operaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108De EverandOperaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108Aún no hay calificaciones
- Proceso SMAW posición 2FDocumento4 páginasProceso SMAW posición 2FCristina Cristobal EspinozaAún no hay calificaciones
- Tr1 Soldadura de MantenimientoDocumento6 páginasTr1 Soldadura de MantenimientoDipi AcerrinAún no hay calificaciones
- Carro BluetoothDocumento1 páginaCarro BluetoothDocente De Matematicas EliseoAún no hay calificaciones
- 1 Cvto T5 S3 B Enr SIf LLTZ EQDocumento1 página1 Cvto T5 S3 B Enr SIf LLTZ EQDocente De Matematicas EliseoAún no hay calificaciones
- 3RO - MEDIO - Soldadura Industrial - Actividad N°7 1Documento4 páginas3RO - MEDIO - Soldadura Industrial - Actividad N°7 1Docente De Matematicas EliseoAún no hay calificaciones
- Listado de ProgramasDocumento9 páginasListado de ProgramasDocente De Matematicas EliseoAún no hay calificaciones
- Objetos técnicos cotidianosDocumento31 páginasObjetos técnicos cotidianosDocente De Matematicas EliseoAún no hay calificaciones
- Memorama de FraccionesDocumento15 páginasMemorama de FraccionesDocente De Matematicas Eliseo100% (3)
- Test VocacionalDocumento1 páginaTest VocacionalDocente De Matematicas EliseoAún no hay calificaciones
- Descarga Con Air ExplorerDocumento9 páginasDescarga Con Air ExplorerDocente De Matematicas EliseoAún no hay calificaciones
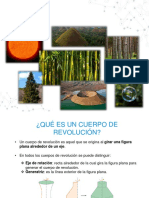
- Cuerpos de Revolucion 4ºDocumento15 páginasCuerpos de Revolucion 4ºDocente De Matematicas EliseoAún no hay calificaciones
- Manual Materiales Herramienta Lectura - Escritura - Cálculo-2017Documento64 páginasManual Materiales Herramienta Lectura - Escritura - Cálculo-2017Laura PrietoAún no hay calificaciones
- Ejercicios Presion Area VolumenDocumento2 páginasEjercicios Presion Area Volumenttoommyy33Aún no hay calificaciones
- Examen de DiagnosticoDocumento4 páginasExamen de DiagnosticoDocente De Matematicas EliseoAún no hay calificaciones
- Libro Secundaria MaestroDocumento126 páginasLibro Secundaria MaestroDocente De Matematicas EliseoAún no hay calificaciones
- COMUNICACION1Documento29 páginasCOMUNICACION1Docente De Matematicas EliseoAún no hay calificaciones
- Prosper ADocumento1 páginaProsper ADocente De Matematicas EliseoAún no hay calificaciones
- Estrategias para La Comprensión de Textos en InglésDocumento3 páginasEstrategias para La Comprensión de Textos en InglésDocente De Matematicas EliseoAún no hay calificaciones
- Manual SisAT PDFDocumento50 páginasManual SisAT PDFmariberflorAún no hay calificaciones
- MARIA DEL CARMEN RUIZ CORDOBA01.desbloqueadoDocumento9 páginasMARIA DEL CARMEN RUIZ CORDOBA01.desbloqueadoDocente De Matematicas EliseoAún no hay calificaciones
- Marco para La Convivencia SECUNDARIADocumento41 páginasMarco para La Convivencia SECUNDARIAVancouversec33% (3)
- 27 - Chamorro M Del C. Aproximacion A La MedidaDocumento20 páginas27 - Chamorro M Del C. Aproximacion A La MedidaDocente De Matematicas EliseoAún no hay calificaciones
- Conducción A La DefensivaDocumento67 páginasConducción A La DefensivamaurorteganAún no hay calificaciones
- Trigo No Me TriaDocumento27 páginasTrigo No Me TriaDocente De Matematicas EliseoAún no hay calificaciones
- Ejercicios_geometría_1oESO_40carDocumento7 páginasEjercicios_geometría_1oESO_40carSean RobbinsAún no hay calificaciones
- VergelPNA9Documento23 páginasVergelPNA9Docente De Matematicas EliseoAún no hay calificaciones
- b2 Segundo GradoDocumento21 páginasb2 Segundo GradoDocente De Matematicas EliseoAún no hay calificaciones
- Examen de Ciencias I 4 Bloque Primer GradoDocumento2 páginasExamen de Ciencias I 4 Bloque Primer Gradoromix7383% (24)
- Ciclo RankineDocumento61 páginasCiclo RankineEdy Chuquibala DiazAún no hay calificaciones
- Sistema de Gestion de Recursos HumanosDocumento39 páginasSistema de Gestion de Recursos HumanosSTEPHANNY100% (1)
- SSOMAC-Est-004 EQUIPOS DE PROTECCION PERSONALDocumento9 páginasSSOMAC-Est-004 EQUIPOS DE PROTECCION PERSONALJhonAún no hay calificaciones
- UntitledDocumento25 páginasUntitledMaría Teresa Roque correaAún no hay calificaciones
- Unidad Ix Representacion GráficaDocumento12 páginasUnidad Ix Representacion GráficaAstrid AnabellaAún no hay calificaciones
- PMI Valor Ganado y Cronograma Ganado (ES) PDFDocumento67 páginasPMI Valor Ganado y Cronograma Ganado (ES) PDFJuan Pablo Parra Henriquez0% (1)
- Pago Por Servicios Ambientales 2020Documento5 páginasPago Por Servicios Ambientales 2020Johann HernándezAún no hay calificaciones
- Biodisponibilidad y Bioequivalencia - Parte 3Documento13 páginasBiodisponibilidad y Bioequivalencia - Parte 3GUICELASAIGUAAún no hay calificaciones
- R-GC-02 Ficha de MetadatosDocumento2 páginasR-GC-02 Ficha de MetadatosAura RodriguezAún no hay calificaciones
- Memoria de Cálculo Sanitarias - f9Documento6 páginasMemoria de Cálculo Sanitarias - f9Henry JunniorAún no hay calificaciones
- Factoring en Colombia: regulación y desarrolloDocumento2 páginasFactoring en Colombia: regulación y desarrolloDiego CadenaAún no hay calificaciones
- Antropometria y ErgonomiaDocumento15 páginasAntropometria y ErgonomiaGuillermo ZamoraAún no hay calificaciones
- Balance ZTDocumento1 páginaBalance ZTDelanieAún no hay calificaciones
- Modulo 3 Organizacion y Funciones CongresoDocumento49 páginasModulo 3 Organizacion y Funciones CongresoLOURDES MARITZA POMA ENRIQUEZAún no hay calificaciones
- Analisis Cualitativo Asistido Por ComputadoraDocumento18 páginasAnalisis Cualitativo Asistido Por ComputadoraMoises GarciaAún no hay calificaciones
- MLO - A2 - Mod4 - Logística de Almacenamiento de Mercancías PDFDocumento156 páginasMLO - A2 - Mod4 - Logística de Almacenamiento de Mercancías PDFEvan Quezada AntiguaAún no hay calificaciones
- Que Es TigoDocumento2 páginasQue Es TigoLuis Fer FunesAún no hay calificaciones
- Sistemas de Automatización S6Documento9 páginasSistemas de Automatización S6MelAún no hay calificaciones
- Informe2 LabDocumento12 páginasInforme2 LabMaria Paula AcostaAún no hay calificaciones
- Pig - Delosi S.A - KFC - Ing. Moises Garcia Amaro - Av - Losheroes 240 - San Juan de MirafloresDocumento44 páginasPig - Delosi S.A - KFC - Ing. Moises Garcia Amaro - Av - Losheroes 240 - San Juan de MirafloresJosé Guillermo A. P.Aún no hay calificaciones
- Planificación EstratégicaDocumento38 páginasPlanificación EstratégicaMarcelo de LamaAún no hay calificaciones
- Unidad I (Parte 2) : Coordinación Análisis Estadístico para Ingeniería 10158Documento71 páginasUnidad I (Parte 2) : Coordinación Análisis Estadístico para Ingeniería 10158Newth Hanns SeansAún no hay calificaciones
- Informe técnico sobre la definición, objetivos, características y pasos para elaborar un informe técnicoDocumento5 páginasInforme técnico sobre la definición, objetivos, características y pasos para elaborar un informe técnicoSantiago RojasAún no hay calificaciones
- AlgebraDocumento9 páginasAlgebraCeres RyfAún no hay calificaciones
- Instalacion de GasDocumento3 páginasInstalacion de GasAlejandro Lemus GonzalezAún no hay calificaciones
- 3.3.6. Actividades de Apropiación Del Conocimiento (Conceptualización y Teorización) - Presentación Paralelo Micro Finanzas Perú - ColombiaDocumento4 páginas3.3.6. Actividades de Apropiación Del Conocimiento (Conceptualización y Teorización) - Presentación Paralelo Micro Finanzas Perú - ColombiaDavid Urrego 97Aún no hay calificaciones
- Origen y Evolución de Las Redes Sociales (MOOC) Modulo 8Documento15 páginasOrigen y Evolución de Las Redes Sociales (MOOC) Modulo 8Joe PeterAún no hay calificaciones
- Iper - Gloria S.A - HuachipaDocumento2 páginasIper - Gloria S.A - HuachipaNoe Nixson Alva VegaAún no hay calificaciones
- Ejemplos de TesebadaDocumento6 páginasEjemplos de TesebadaCristian IbarraAún no hay calificaciones
- Escalas BásicasDocumento13 páginasEscalas BásicasMerly Esther Paredes VillosladaAún no hay calificaciones