También podría gustarte
- Presentación Capítulo 4Documento27 páginasPresentación Capítulo 4Osman OsorioAún no hay calificaciones
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Presentación Capítulo 4Documento27 páginasPresentación Capítulo 4Wandy RomeroAún no hay calificaciones
- Semana 5 - Costos Indirectos de FabricaciónDocumento42 páginasSemana 5 - Costos Indirectos de FabricaciónkatyAún no hay calificaciones
- Costos Indirectos de FabricacionDocumento23 páginasCostos Indirectos de FabricacionJocelyn Castro MurilloAún no hay calificaciones
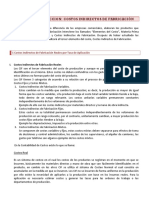
- Capacidad Productiva Teórica o IdealDocumento10 páginasCapacidad Productiva Teórica o IdealCristian OrdoñezAún no hay calificaciones
- Costeo y Control de Costos Indirectos de FabricaciònDocumento35 páginasCosteo y Control de Costos Indirectos de FabricaciònMargi Chávez100% (1)
- Costeo y Control de Costo Indirecto de FabricaciónDocumento8 páginasCosteo y Control de Costo Indirecto de FabricaciónEmmanuel A PeñaAún no hay calificaciones
- Exposicion GIFDocumento9 páginasExposicion GIFnathalia floresAún no hay calificaciones
- Costeo estándar materiales y mano obraDocumento9 páginasCosteo estándar materiales y mano obraPedro Alfonso Pacheco GarciaAún no hay calificaciones
- Resumen Capitulo 4Documento6 páginasResumen Capitulo 4Leonardo VergaraAún no hay calificaciones
- Características de La Contabilidad de CostosDocumento3 páginasCaracterísticas de La Contabilidad de CostosJaque Line100% (1)
- 1 Costos Indirectos DE FabricaciónDocumento9 páginas1 Costos Indirectos DE FabricaciónCristianAún no hay calificaciones
- Tarea 5Documento12 páginasTarea 5Moises Portillo PinelAún no hay calificaciones
- Costo Indirectos de FabricacionDocumento49 páginasCosto Indirectos de FabricacionGerii Martinez UbAún no hay calificaciones
- Gastos Indirectos de FabricacionDocumento9 páginasGastos Indirectos de FabricacionFrankz Requena MontoroAún no hay calificaciones
- Control de CIFDocumento20 páginasControl de CIFDennis CanizalesAún no hay calificaciones
- Costos Indirectos de FabricacionDocumento44 páginasCostos Indirectos de Fabricacionestefany marteAún no hay calificaciones
- Guia Ordenes Produccion Carga Fabril 5Documento13 páginasGuia Ordenes Produccion Carga Fabril 5PepitoLoquitoAún no hay calificaciones
- Contabilidad de Costos I.Documento39 páginasContabilidad de Costos I.Emily RuizAún no hay calificaciones
- Control de Costos Indirectos de FabricacionDocumento26 páginasControl de Costos Indirectos de FabricacionGessie LiconaAún no hay calificaciones
- Tarea 5.1 ContDocumento3 páginasTarea 5.1 ContAngie Paola Peña CeballoAún no hay calificaciones
- Modulo # 3Documento20 páginasModulo # 3ELYZA C.Aún no hay calificaciones
- Taller Cif. Aura Arce.Documento18 páginasTaller Cif. Aura Arce.Angie MurilloAún no hay calificaciones
- CIF Clasificar Costos Indirectos FabricaciónDocumento4 páginasCIF Clasificar Costos Indirectos FabricaciónejewnjefjeAún no hay calificaciones
- Análisis de costos estándar y variaciones de gastos generalesDocumento10 páginasAnálisis de costos estándar y variaciones de gastos generalesXIOMARAAún no hay calificaciones
- Costos Indirectos de Produccion Prorrateo Primario, Secundario y Final. Caso Practico Resuelto.Documento15 páginasCostos Indirectos de Produccion Prorrateo Primario, Secundario y Final. Caso Practico Resuelto.leoAún no hay calificaciones
- ElmonNavarro - 1121113 - Niveles de Produccion EstimadosDocumento7 páginasElmonNavarro - 1121113 - Niveles de Produccion EstimadosInstituto Nacional PenitenciarioAún no hay calificaciones
- Unidad 5 - Costeo y Control de Los Costos Indirectos de FabricaciónDocumento3 páginasUnidad 5 - Costeo y Control de Los Costos Indirectos de FabricaciónMarilessy Ramirez RodriguezAún no hay calificaciones
- Pía 6 Eq 3Documento15 páginasPía 6 Eq 3Melany AlonsoAún no hay calificaciones
- Departamentalización de Los CostosDocumento9 páginasDepartamentalización de Los Costoskathypena2478Aún no hay calificaciones
- Tarea 4, Costos IIDocumento9 páginasTarea 4, Costos IIhola bebeAún no hay calificaciones
- PREGUNTAS CostosDocumento4 páginasPREGUNTAS CostosRosa TineoAún no hay calificaciones
- PREGUNTAS Costos - OdtDocumento4 páginasPREGUNTAS Costos - OdtRosa TineoAún no hay calificaciones
- Costos OdtDocumento4 páginasCostos OdtRosa TineoAún no hay calificaciones
- Control Costos Indirectos FabricacionDocumento5 páginasControl Costos Indirectos FabricacionraquelmendezfagundezAún no hay calificaciones
- Control de CostoDocumento14 páginasControl de CostoDARLING MOREIRAAún no hay calificaciones
- Semana 4 Coin Ciclo 0124Documento11 páginasSemana 4 Coin Ciclo 0124William Os CabreraAún no hay calificaciones
- Info Tema 1Documento122 páginasInfo Tema 1Luis RomeroAún no hay calificaciones
- Costos Estandar Revista Empresarial MexicanaDocumento4 páginasCostos Estandar Revista Empresarial MexicanaIsaac LicoAún no hay calificaciones
- Determinación y análisis de las variaciones de los Costos Indirectos de FabricaciónDocumento4 páginasDeterminación y análisis de las variaciones de los Costos Indirectos de FabricacióncontabilidaddobleairAún no hay calificaciones
- Control y Registros de Los Costos Indirectos de FabricacionDocumento33 páginasControl y Registros de Los Costos Indirectos de Fabricacionyulisa56% (9)
- El Comportamiento de Los Costos - GrupDocumento28 páginasEl Comportamiento de Los Costos - GrupOscar Zamuel Mendoza GirónAún no hay calificaciones
- Lectura y Taller No. 6 CifDocumento9 páginasLectura y Taller No. 6 CifJuan MorenoAún no hay calificaciones
- Sistema de Costo EstandarDocumento7 páginasSistema de Costo EstandarEdinson Espiritu AguilarAún no hay calificaciones
- Semana 4 Coin Ciclo 0124Documento11 páginasSemana 4 Coin Ciclo 0124arielAún no hay calificaciones
- Costos y presupuestos de mantenimiento industrialDocumento28 páginasCostos y presupuestos de mantenimiento industrialfidelvilla100% (1)
- Capitulo 4 Gestion de CostosDocumento2 páginasCapitulo 4 Gestion de CostosAlexander Lazaro ChavezAún no hay calificaciones
- Tema 5 Costos Indirectos de FabricacionDocumento29 páginasTema 5 Costos Indirectos de FabricacionagriculturarrppAún no hay calificaciones
- Presupuestos FexiblesDocumento15 páginasPresupuestos FexiblesDAVID ALFREDO BELIZARIO GRANDEAún no hay calificaciones
- Costeo directo y costeo absorbente: diferencias claveDocumento37 páginasCosteo directo y costeo absorbente: diferencias claveAlessandra Thais Urquiaga AcevedoAún no hay calificaciones
- Los Costos Indirectos DepartamentalesDocumento2 páginasLos Costos Indirectos DepartamentalesIsarlimAún no hay calificaciones
- Tema 5 Costos Indirectos de FabricacionDocumento26 páginasTema 5 Costos Indirectos de FabricacionRous Giron MuñozAún no hay calificaciones
- Resumen de Video Analisis de Las Desviaciones Parte 1 y 2 Lorena Pinzon GranadosDocumento2 páginasResumen de Video Analisis de Las Desviaciones Parte 1 y 2 Lorena Pinzon GranadosLorena Pinzon Granados100% (1)
- Contabilidad de Costos Und VDocumento4 páginasContabilidad de Costos Und VBrenda CruzAún no hay calificaciones
- Contabilidad de Costos Und VDocumento4 páginasContabilidad de Costos Und VBrenda CruzAún no hay calificaciones
- Tarea 4 Costo 2Documento14 páginasTarea 4 Costo 2Keyssi Crystal VenturaAún no hay calificaciones
- Preguntas Pagina 162Documento6 páginasPreguntas Pagina 162jose lopezAún no hay calificaciones
- Lectura 08 - ADocumento9 páginasLectura 08 - ABrigida Soledad CatachuraAún no hay calificaciones
- 11 InstrumentosFinancierosBasicosDocumento131 páginas11 InstrumentosFinancierosBasicosAndrea Dominguez100% (1)
- Actividad Practica 2.Documento2 páginasActividad Practica 2.ANGELICA MARIA MACIAS MU�IZAún no hay calificaciones
- MacroeconomiaAplicada Tema 4Documento12 páginasMacroeconomiaAplicada Tema 4jhoset suntasigAún no hay calificaciones
- MacroeconomiaAplicada Tema 5Documento11 páginasMacroeconomiaAplicada Tema 5jhoset suntasigAún no hay calificaciones
- MacroeconomiaDocumento2 páginasMacroeconomiaJeferson NaranjoAún no hay calificaciones
- Control de lectura 7 sobre costos de producciónDocumento5 páginasControl de lectura 7 sobre costos de producciónJeferson NaranjoAún no hay calificaciones
- Costos Sistema de AcumulacionDocumento131 páginasCostos Sistema de AcumulacionJeferson NaranjoAún no hay calificaciones
- Costos 2 7Documento4 páginasCostos 2 7Jeferson NaranjoAún no hay calificaciones
- Economia 1 ParcialDocumento42 páginasEconomia 1 ParcialJeferson NaranjoAún no hay calificaciones
- Mate 1 ParcialDocumento6 páginasMate 1 ParcialJeferson NaranjoAún no hay calificaciones
- Teoria Segundo Parcial ContaDocumento96 páginasTeoria Segundo Parcial ContaJeferson NaranjoAún no hay calificaciones
- Mate Evaluacion2Documento5 páginasMate Evaluacion2Jeferson NaranjoAún no hay calificaciones
- Riesgos del trabajo: Responsabilidad civil vs seguridad socialDocumento75 páginasRiesgos del trabajo: Responsabilidad civil vs seguridad socialasdf154Aún no hay calificaciones
- Implementación logística inversa BrinsaDocumento19 páginasImplementación logística inversa BrinsaSofia Hernandez PeñuelaAún no hay calificaciones
- Modelo Canvas Plantilla WordDocumento4 páginasModelo Canvas Plantilla Wordjose luisAún no hay calificaciones
- Diseño Instruccional Introduccion A La Informática 11Documento21 páginasDiseño Instruccional Introduccion A La Informática 11eladioAún no hay calificaciones
- LAURINGBURN DetalladoDocumento10 páginasLAURINGBURN DetalladoCristian Didier0% (1)
- D. Hoja de TrabajoDocumento3 páginasD. Hoja de TrabajoJuan Jorge FloresAún no hay calificaciones
- 427 Emulsion Asfáltica - OKDocumento3 páginas427 Emulsion Asfáltica - OKDiego Martín Lazo RivasAún no hay calificaciones
- Entrega 3 Trabajo Grupal Gestión de Transporte y DistribuciónDocumento19 páginasEntrega 3 Trabajo Grupal Gestión de Transporte y DistribuciónIng Jhon RomeroAún no hay calificaciones
- UntitledDocumento9 páginasUntitledCarlos Ramirez CanoAún no hay calificaciones
- La RSE y la norma SA8000 en ColantaDocumento14 páginasLa RSE y la norma SA8000 en ColantaDiana Gonzales100% (2)
- Ventas IncrementalesDocumento4 páginasVentas IncrementalesDIEGO JAVIER RIVERA ZUÑIGAAún no hay calificaciones
- Ensayo Planeacion EstratégicaDocumento12 páginasEnsayo Planeacion EstratégicaRaul MatiasAún no hay calificaciones
- Norma SR 2010Documento8 páginasNorma SR 2010jaime fonsecaAún no hay calificaciones
- Cotización de instalación y suministro de gas naturalDocumento1 páginaCotización de instalación y suministro de gas naturalNelfre Noa PalominoAún no hay calificaciones
- Importante Experiencia Al ClienteDocumento3 páginasImportante Experiencia Al ClienteManuel Ayra TerrazosAún no hay calificaciones
- Lectura 1 - ContabilidadDocumento19 páginasLectura 1 - ContabilidadTomy LlanesAún no hay calificaciones
- Primer EmpleoDocumento3 páginasPrimer EmpleoSuple AccionesAún no hay calificaciones
- Cómo Leer El Recibo 2019 Abril AdemysDocumento63 páginasCómo Leer El Recibo 2019 Abril AdemysDojo Jita Kyoei JUDOAún no hay calificaciones
- Contrato de Laura Ximena Sanchez Avendano PDFDocumento4 páginasContrato de Laura Ximena Sanchez Avendano PDFKatherine Barrios RomeroAún no hay calificaciones
- Mapa Conceptual Jessica GiraldoDocumento1 páginaMapa Conceptual Jessica GiraldoJessica Giraldo SalazarAún no hay calificaciones
- MACROECONOMÍA Y COMERCIALIZACIÓN INTERNACIONAL Entregable 2Documento7 páginasMACROECONOMÍA Y COMERCIALIZACIÓN INTERNACIONAL Entregable 2Abril IbarraAún no hay calificaciones
- 6 CuestionarioDocumento7 páginas6 CuestionarioRafa50% (2)
- Daniel Tapia Expocion Del Lunes 18Documento22 páginasDaniel Tapia Expocion Del Lunes 18Ashley AlmonteAún no hay calificaciones
- Actividad 1 Respuestas M5Documento4 páginasActividad 1 Respuestas M5AlonzoTvAún no hay calificaciones
- Prueba de Conocimiento Sobre Impuestos Territoriales - Revisión Del IntentoDocumento7 páginasPrueba de Conocimiento Sobre Impuestos Territoriales - Revisión Del IntentoDiana TapieroAún no hay calificaciones
- Tarea Modulo 7Documento13 páginasTarea Modulo 7Rene Francisco EscobarAún no hay calificaciones
- Chuquimamani JVF-SDDocumento206 páginasChuquimamani JVF-SDGiovanniAún no hay calificaciones
- Cliente-Servidor - Wikipedia, La Enciclopedia LibreDocumento5 páginasCliente-Servidor - Wikipedia, La Enciclopedia LibreCesar OjedaAún no hay calificaciones
- Administracion I: Subsistema TecnicoDocumento7 páginasAdministracion I: Subsistema TecnicoGisela UstarizAún no hay calificaciones
- Bibliografia Metalmecanica PDFDocumento11 páginasBibliografia Metalmecanica PDFRuben Cruz SAún no hay calificaciones
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Adiós a tus Deudas: Descubre cómo salir permanentemente de tus deudas sin necesidad de ganar más o morir en el intentoDe EverandAdiós a tus Deudas: Descubre cómo salir permanentemente de tus deudas sin necesidad de ganar más o morir en el intentoCalificación: 5 de 5 estrellas5/5 (2)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Construyendo empresa desde el propósitoDe EverandConstruyendo empresa desde el propósitoCalificación: 5 de 5 estrellas5/5 (1)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Logística Empresarial: Gestión eficiente del flujo de suministrosDe EverandLogística Empresarial: Gestión eficiente del flujo de suministrosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Freedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasDe EverandFreedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasCalificación: 4.5 de 5 estrellas4.5/5 (39)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Finanzas 3: Mercados financierosDe EverandFinanzas 3: Mercados financierosCalificación: 5 de 5 estrellas5/5 (2)
- Maestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioDe EverandMaestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioCalificación: 5 de 5 estrellas5/5 (1)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaDe EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaCalificación: 4.5 de 5 estrellas4.5/5 (813)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- Administración de riesgos: Un enfoque empresarialDe EverandAdministración de riesgos: Un enfoque empresarialCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Fundamentos de control y gestión de inventariosDe EverandFundamentos de control y gestión de inventariosAún no hay calificaciones
- Control interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónDe EverandControl interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Ética y empresa: Valores y responsabilidad social en la gestiónDe EverandÉtica y empresa: Valores y responsabilidad social en la gestiónAún no hay calificaciones
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Emprendedores: La Aventura de Crear tu Propio CaminoDe EverandEmprendedores: La Aventura de Crear tu Propio CaminoCalificación: 4.5 de 5 estrellas4.5/5 (3)