También podría gustarte
- Distribucion Hilux 2ZR-FE 97-02Documento3 páginasDistribucion Hilux 2ZR-FE 97-02irvingalexru7664100% (1)
- Examen de preparación para CDL: Conocimientos GeneralesDe EverandExamen de preparación para CDL: Conocimientos GeneralesAún no hay calificaciones
- Grizzly VibratorioDocumento8 páginasGrizzly VibratorioPablo Ignacio Espinoza VegaAún no hay calificaciones
- Vitara G16A PinoutDocumento5 páginasVitara G16A PinoutDarwin MosqueraAún no hay calificaciones
- Ford Laser Motor B3Documento13 páginasFord Laser Motor B3JULIANCOAún no hay calificaciones
- Descripción Del Sensor TPSDocumento7 páginasDescripción Del Sensor TPST Mujica NelsonAún no hay calificaciones
- Multipunto Inyeccion Mpi, Mfi-I, Mfi-S, Mfi-CDocumento3 páginasMultipunto Inyeccion Mpi, Mfi-I, Mfi-S, Mfi-CLucas Weigandt100% (1)
- El Ford Ranger 2.9L v6Documento9 páginasEl Ford Ranger 2.9L v6villasenora370100% (1)
- Ford-Fiesta 2011 ES-MX MX 22e51c5e8dDocumento162 páginasFord-Fiesta 2011 ES-MX MX 22e51c5e8dalejandro morenoAún no hay calificaciones
- SECCIÓN 308-03 Transeje Manual: Aplicación Del Vehículo: 2001 Fiesta Contenido PáginaDocumento100 páginasSECCIÓN 308-03 Transeje Manual: Aplicación Del Vehículo: 2001 Fiesta Contenido PáginaMark Demiand CastAún no hay calificaciones
- Mazda-Allegro-manual de Taller Direccion 8c0bcdd45eDocumento31 páginasMazda-Allegro-manual de Taller Direccion 8c0bcdd45eleonel duran100% (1)
- 30 Control Sistema D-4SDocumento2 páginas30 Control Sistema D-4SMarcot Tomayllah100% (2)
- Chevrolet Captiva z20s 2007 Esquema de Inmovilizador Arranque FusiblesDocumento16 páginasChevrolet Captiva z20s 2007 Esquema de Inmovilizador Arranque Fusiblesluisantoniobocanegralona100% (1)
- PTS Esmeril AngularDocumento14 páginasPTS Esmeril AngularangelicaericesAún no hay calificaciones
- OBD Wiring Diagram - AutodataDocumento6 páginasOBD Wiring Diagram - AutodataServicios Luna LSAún no hay calificaciones
- Manual+en+español Alarma Start/stopDocumento4 páginasManual+en+español Alarma Start/stopJorge MartinezAún no hay calificaciones
- P0135Documento4 páginasP0135Raul SarmientoAún no hay calificaciones
- Toyota Hilux Reset Correa Distribucion y Filtro CombDocumento1 páginaToyota Hilux Reset Correa Distribucion y Filtro Combbrianfernando1234Aún no hay calificaciones
- Opel Corsa Chevy Posición de Los RelayDocumento1 páginaOpel Corsa Chevy Posición de Los Relayjeyson messaAún no hay calificaciones
- Cómo Usar Este Manual (1Zz Fe/3Zz Fe) : Información GeneralDocumento3 páginasCómo Usar Este Manual (1Zz Fe/3Zz Fe) : Información GeneralEdduar MitreAún no hay calificaciones
- Motor FP Ford Laser 2000 PDFDocumento16 páginasMotor FP Ford Laser 2000 PDFluiAún no hay calificaciones
- Electro Daewoo LanosDocumento5 páginasElectro Daewoo LanosHector DuarteAún no hay calificaciones
- Fiat Iveco Daily - Turbodaily 2,8 LDocumento2 páginasFiat Iveco Daily - Turbodaily 2,8 LAlex BravoAún no hay calificaciones
- 2006 Ranger DTC p0603 Kam FordDocumento3 páginas2006 Ranger DTC p0603 Kam Fordguillermo100% (1)
- FS1640010 PDFDocumento2 páginasFS1640010 PDFJosé G Díaz GraüAún no hay calificaciones
- Parte 3 - Cómo Probar El Módulo de Encendido 1992-1995 2.2L Toyota CamryDocumento5 páginasParte 3 - Cómo Probar El Módulo de Encendido 1992-1995 2.2L Toyota CamryEsteban LefontAún no hay calificaciones
- Poleas Yempacadoras Aveo 2005Documento2 páginasPoleas Yempacadoras Aveo 2005Angel MorenoAún no hay calificaciones
- HG2540260 PDFDocumento2 páginasHG2540260 PDFLA LM FAAún no hay calificaciones
- Medición Compresión Hyundai Tucson D4eaDocumento2 páginasMedición Compresión Hyundai Tucson D4eajuan gomezAún no hay calificaciones
- Historia Del Hyunadi Accent 2005Documento10 páginasHistoria Del Hyunadi Accent 2005Fabricio CaicedoAún no hay calificaciones
- Luv 2.2LC3Documento16 páginasLuv 2.2LC3Zoraide Ortega100% (1)
- HG1740004 1Documento2 páginasHG1740004 1Nelson David BohorquezAún no hay calificaciones
- Diagrama de Fusibles Chevrolet Montana - Tornado (2003-2010) - Fusible - InfoDocumento10 páginasDiagrama de Fusibles Chevrolet Montana - Tornado (2003-2010) - Fusible - InfopedroAún no hay calificaciones
- GolTrend PackIDocumento24 páginasGolTrend PackIJavi IsasAún no hay calificaciones
- Código de Falla 0778Documento2 páginasCódigo de Falla 0778Nazael DiazAún no hay calificaciones
- Asignación de Fusibles Debajo de La Guantera PDFDocumento4 páginasAsignación de Fusibles Debajo de La Guantera PDFCarlos C.NietoAún no hay calificaciones
- Reglajes EnduraDocumento9 páginasReglajes EnduraTigre AlonsoAún no hay calificaciones
- 956 - Ficha Fc-E81Documento3 páginas956 - Ficha Fc-E81john jairo guzmanAún no hay calificaciones
- AlarmasDocumento28 páginasAlarmasAndres HincapieAún no hay calificaciones
- Sistema de Recirculación de GasesDocumento2 páginasSistema de Recirculación de Gasesgabrielzinho43Aún no hay calificaciones
- Presiones de Combustible AsiaticosDocumento8 páginasPresiones de Combustible AsiaticosJULIO OROZCOAún no hay calificaciones
- 2011 Chevrolet Captiva Sport X1Documento3 páginas2011 Chevrolet Captiva Sport X1PANHA MENAún no hay calificaciones
- Bobina de Encendido AtosDocumento9 páginasBobina de Encendido AtosluisAún no hay calificaciones
- P 0017 EspanolDocumento3 páginasP 0017 EspanolManuelMaciasAún no hay calificaciones
- Apriete de La Tuerca para Ajustar RodamientosDocumento1 páginaApriete de La Tuerca para Ajustar RodamientosDanilo Guedes GuedesAún no hay calificaciones
- ? (2021) Especificaciones y Revisión, Datos de Se - 1618192982836Documento16 páginas? (2021) Especificaciones y Revisión, Datos de Se - 1618192982836Marco Armijo iAún no hay calificaciones
- Mer.8 - Avería Abs-Esp c1185Documento1 páginaMer.8 - Avería Abs-Esp c1185tornomanAún no hay calificaciones
- Ayuda en Línea de AutoHex - Hyundai SANTAFE (CM) 2011 Código de Falla - p1771Documento3 páginasAyuda en Línea de AutoHex - Hyundai SANTAFE (CM) 2011 Código de Falla - p1771EduardoAún no hay calificaciones
- Manual Vectra C RestylingDocumento321 páginasManual Vectra C RestylingblablaAún no hay calificaciones
- L200 Sportero 2008-2010 Diagrama de Instalacion de AlarmaDocumento2 páginasL200 Sportero 2008-2010 Diagrama de Instalacion de AlarmaGlennAún no hay calificaciones
- CHEVROLET CORSA 1,6 - 16 ValvulasDocumento1 páginaCHEVROLET CORSA 1,6 - 16 Valvulasronaldmec100% (1)
- Especificaciones FRONTIER 4x2 KA24DE Mexico GasolinaDocumento1 páginaEspecificaciones FRONTIER 4x2 KA24DE Mexico GasolinaSuarez Salazar Gabriel ArturoAún no hay calificaciones
- Manual TfiDocumento5 páginasManual TfiDavid AlfonsoAún no hay calificaciones
- Porche Bomba CombustibleDocumento18 páginasPorche Bomba CombustibleAugusto PiattiAún no hay calificaciones
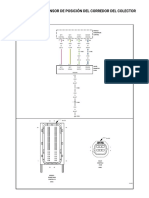
- P2017-Circuito Del Sensor de Posición Del Corredor Del Colector de Admisión AltoDocumento6 páginasP2017-Circuito Del Sensor de Posición Del Corredor Del Colector de Admisión AltoMiguel SayagoAún no hay calificaciones
- Grand Vitara SZ 2.4 Ta 4X2Documento7 páginasGrand Vitara SZ 2.4 Ta 4X2Cesar FonsecaAún no hay calificaciones
- Definición Del Código P0268Documento2 páginasDefinición Del Código P0268Caroline CarmonaAún no hay calificaciones
- Posicion de Montaje Del Disco de EmbragueDocumento2 páginasPosicion de Montaje Del Disco de EmbragueCharle Robles BocanegraAún no hay calificaciones
- Currier Ka y Fiesta Ford Pin OutDocumento13 páginasCurrier Ka y Fiesta Ford Pin OutDannnyyo TorresAún no hay calificaciones
- Ley de Vialidad y Transito para El Estado de Chihuahua PDFDocumento33 páginasLey de Vialidad y Transito para El Estado de Chihuahua PDFGokhanScribdAún no hay calificaciones
- HR15 & 17 Manual Operador PDFDocumento34 páginasHR15 & 17 Manual Operador PDFstefan corjucAún no hay calificaciones
- Manual ClioDocumento4 páginasManual ClioEduardo Jorge CarrilloAún no hay calificaciones
- Motor (ZL, ZM) : Advertencia de Servicio de Reconstrucción Del MotorDocumento30 páginasMotor (ZL, ZM) : Advertencia de Servicio de Reconstrucción Del Motorleonel duranAún no hay calificaciones
- Motor (FP) : Advertencia de Servicio de Reconstrucción Del Motor Montaje/Desmontaje Del MotorDocumento29 páginasMotor (FP) : Advertencia de Servicio de Reconstrucción Del Motor Montaje/Desmontaje Del Motorleonel duranAún no hay calificaciones
- Motor (ZL, ZM) : Advertencia de Servicio de Reconstrucción Del MotorDocumento30 páginasMotor (ZL, ZM) : Advertencia de Servicio de Reconstrucción Del Motorleonel duranAún no hay calificaciones
- Mazda-Allegro EN US Manual de Taller Freno D7ffeaa65bDocumento74 páginasMazda-Allegro EN US Manual de Taller Freno D7ffeaa65bleonel duranAún no hay calificaciones
- External Parts LANCERDocumento3 páginasExternal Parts LANCERleonel duranAún no hay calificaciones
- Internal PartsDocumento3 páginasInternal Partsleonel duranAún no hay calificaciones
- Drive ControlDocumento3 páginasDrive Controlleonel duranAún no hay calificaciones
- Engine and Emission ControlDocumento4 páginasEngine and Emission Controlleonel duranAún no hay calificaciones
- Engine Cooling LANCERDocumento5 páginasEngine Cooling LANCERleonel duranAún no hay calificaciones
- General (1) LANCERDocumento2 páginasGeneral (1) LANCERleonel duranAún no hay calificaciones
- Multipoint Injection MPIDocumento102 páginasMultipoint Injection MPIleonel duranAún no hay calificaciones
- Userinst-E Touring 03Documento14 páginasUserinst-E Touring 03leonel duranAún no hay calificaciones
- Ces Pro InfoDocumento2 páginasCes Pro InfoDetallitos Mágicos100% (1)
- Acustica MusicalDocumento4 páginasAcustica MusicalZack Martinez MartinezAún no hay calificaciones
- MathcadDocumento13 páginasMathcadcarlosAún no hay calificaciones
- BELLAVISTADocumento6 páginasBELLAVISTAabraham alendezAún no hay calificaciones
- Cuestionario Vacio de EconometriaDocumento4 páginasCuestionario Vacio de EconometriaGiina AndyAún no hay calificaciones
- LosDocumento7 páginasLosEdgar Orellana100% (1)
- Ejercicios de Fuerzas 4 EsoDocumento1 páginaEjercicios de Fuerzas 4 EsoElisa MartinezAún no hay calificaciones
- MF ASIGNACIÓN 6 Cap4Documento21 páginasMF ASIGNACIÓN 6 Cap4EilithAún no hay calificaciones
- Auto Act2.1 InvestigacionDocumento11 páginasAuto Act2.1 InvestigacionP. D'LeonAún no hay calificaciones
- Induccion MatematicoDocumento3 páginasInduccion MatematicoJhosteing MoralesAún no hay calificaciones
- Documentación GeometríaDocumento177 páginasDocumentación GeometríaGabriela R. CañeteAún no hay calificaciones
- Memoria Descriptiva Puente UrasquiDocumento29 páginasMemoria Descriptiva Puente UrasquiJohan Erick Quiñones Hospina100% (1)
- Emiliano Maldonado Pérez - ConceptosDocumento5 páginasEmiliano Maldonado Pérez - ConceptosMaldonado Pérez EmilianoAún no hay calificaciones
- 3 GUIA La MultiplicacionDocumento11 páginas3 GUIA La MultiplicacionEnrique RosalesAún no hay calificaciones
- Termometro DigitalDocumento4 páginasTermometro DigitaldiejuanAún no hay calificaciones
- 3.2.4 Ejemplos y Ejercicios Usando Instrucciones de LDD Del SQLDocumento3 páginas3.2.4 Ejemplos y Ejercicios Usando Instrucciones de LDD Del SQLJosue LopezAún no hay calificaciones
- Prolog 1Documento4 páginasProlog 1evfgenieAún no hay calificaciones
- 1239683662.matematica Abba - RomeroDocumento20 páginas1239683662.matematica Abba - RomeroMercedes Corpus MechatoAún no hay calificaciones
- Apuntes Equilibrios TermodinámicosDocumento111 páginasApuntes Equilibrios TermodinámicosJar RSAún no hay calificaciones
- Matematicas Cuarto Periodo.Documento15 páginasMatematicas Cuarto Periodo.Magda Yamile Peña GilAún no hay calificaciones
- Reporte de Práctica 3.fermentación de CarbohidratosDocumento9 páginasReporte de Práctica 3.fermentación de CarbohidratosSANDRA TORRES MARQUEZAún no hay calificaciones
- ManualUsuarioFulltime2 5Documento64 páginasManualUsuarioFulltime2 5Patricio SalgueroAún no hay calificaciones
- Base OrtonormalDocumento5 páginasBase OrtonormalElias hernandezAún no hay calificaciones
- TFG Roca Gonzalez Francisco JavierDocumento183 páginasTFG Roca Gonzalez Francisco JavierEmilio EscalanteAún no hay calificaciones
- 01-Presentacion Interes Simple Semana 1Documento22 páginas01-Presentacion Interes Simple Semana 1Lesly OsorioAún no hay calificaciones
- Teoría de La MedidaDocumento9 páginasTeoría de La Medidapaula0305Aún no hay calificaciones
- Trabajo de Elementos FinitosDocumento29 páginasTrabajo de Elementos FinitosDulce AlegriaAún no hay calificaciones