También podría gustarte
- Adan GGGDocumento19 páginasAdan GGGAdan RayónAún no hay calificaciones
- Carta XR y XS Lina BermudezDocumento7 páginasCarta XR y XS Lina BermudezPaula CatalinaAún no hay calificaciones
- Ejercicios Cartas de Control X y R Hector VegaDocumento11 páginasEjercicios Cartas de Control X y R Hector VegaHECTOR JAVIER VEGA RIOSAún no hay calificaciones
- Variables Continuas 1Documento48 páginasVariables Continuas 1fernando MoraAún no hay calificaciones
- Ejercicios Graficas de ControlDocumento12 páginasEjercicios Graficas de ControlPatric Villacorta FabianAún no hay calificaciones
- Ejercicios de Gráficos de Control (Clase)Documento12 páginasEjercicios de Gráficos de Control (Clase)JoséAún no hay calificaciones
- Tarea - Graficas de ControlDocumento8 páginasTarea - Graficas de ControlpaolaAún no hay calificaciones
- Carta de ControlDocumento2 páginasCarta de ControlFabricio Oliver Rivera IzazagaAún no hay calificaciones
- Ejemplo-Control Estadistico de ProcesosDocumento16 páginasEjemplo-Control Estadistico de ProcesosFabio Segura EscobarAún no hay calificaciones
- Control Por Variables GraficosDocumento20 páginasControl Por Variables GraficosTania EstradaAún no hay calificaciones
- Luis JAvier Santos Veloz (Exmen)Documento3 páginasLuis JAvier Santos Veloz (Exmen)Luis Javier Santos VelozAún no hay calificaciones
- Ejercicios2 - Grafico - Contol - ClaseDocumento11 páginasEjercicios2 - Grafico - Contol - ClaseBRAYAN ESTEBAN CUELLAR RANGELAún no hay calificaciones
- Ejercicios de CEC 27 de MarzoDocumento14 páginasEjercicios de CEC 27 de MarzoHope SinatraAún no hay calificaciones
- Ejercicios Resueltos GC X-R X-SDocumento16 páginasEjercicios Resueltos GC X-R X-SSebastian BravoAún no hay calificaciones
- Actividad 7Documento6 páginasActividad 7Diego RiveraAún no hay calificaciones
- Ejercicio Resueltos Graficas de Control 1Documento18 páginasEjercicio Resueltos Graficas de Control 1MARLEAún no hay calificaciones
- Ejemplo Graficos de Control para VariablesDocumento21 páginasEjemplo Graficos de Control para Variablesleidy sanchezAún no hay calificaciones
- Ejercicios - Gráficos de Control - 3Documento4 páginasEjercicios - Gráficos de Control - 3alex laynaAún no hay calificaciones
- Fenomenos de TransferenciaDocumento11 páginasFenomenos de TransferenciaJuan AlvaradoAún no hay calificaciones
- TareaDocumento15 páginasTareasebastian AndresAún no hay calificaciones
- Actividad Cal 1Documento19 páginasActividad Cal 1Marysol RivasAún no hay calificaciones
- Ejercico 3 Ordinario QuintasDocumento4 páginasEjercico 3 Ordinario QuintasJose Maria Quintas GironAún no hay calificaciones
- Six Sigma Acsio ConsultoresDocumento44 páginasSix Sigma Acsio Consultoresmario182Aún no hay calificaciones
- Ejemplo Carta de Control XRDocumento4 páginasEjemplo Carta de Control XROscar Mattos100% (1)
- Administración de OperacionesDocumento2 páginasAdministración de OperacionesMatemática, letras y másAún no hay calificaciones
- Graficos de ControlDocumento6 páginasGraficos de ControlDaniela Urizabel Lopez100% (1)
- Trabajo de Estadistica IIDocumento3 páginasTrabajo de Estadistica IILuis Fernando LimacheAún no hay calificaciones
- Cos TalesDocumento13 páginasCos TalesDiego Condori MamaniAún no hay calificaciones
- Espada Padilla Frida Aurora (Gráfico de Control X)Documento2 páginasEspada Padilla Frida Aurora (Gráfico de Control X)Donovan ArauzAún no hay calificaciones
- Problemas CARTAS DE CONTROLDocumento4 páginasProblemas CARTAS DE CONTROLDIEGO MARCELO JUELA QUINTUÑAAún no hay calificaciones
- Ejercicios R&RDocumento8 páginasEjercicios R&RFernanda López56% (9)
- Sherlyn CÃ Rdoba - GRAFICOS DE CONTROL POR RANGODocumento9 páginasSherlyn CÃ Rdoba - GRAFICOS DE CONTROL POR RANGOSherlyn CórdobaAún no hay calificaciones
- A3 Eq9Documento4 páginasA3 Eq9alelusoto4Aún no hay calificaciones
- 2023-01 CEP Taller 03 Grafico Control Variables X-SDocumento5 páginas2023-01 CEP Taller 03 Grafico Control Variables X-SCamiloCaceresCastroAún no hay calificaciones
- Ejercicios en MINITABDocumento2 páginasEjercicios en MINITABUrielAún no hay calificaciones
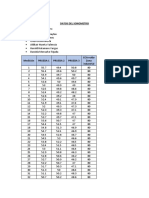
- Datos Del SonometroDocumento5 páginasDatos Del SonometroDaniela MonsalveAún no hay calificaciones
- Ejemplo Carta de Control XRDocumento4 páginasEjemplo Carta de Control XRquedolimpio100% (1)
- Caso Bayfield Resolucion WORDDocumento6 páginasCaso Bayfield Resolucion WORDJJuaan Mannuel BrenaAún no hay calificaciones
- Caso BayfieldDocumento12 páginasCaso BayfieldYuly Mercedes Guadalupe OrosteguiAún no hay calificaciones
- Taller Control Estadístico de ProcesosDocumento16 páginasTaller Control Estadístico de ProcesosAlan David100% (1)
- Taller GraficoDocumento46 páginasTaller Graficoloraine michell florez logreiraAún no hay calificaciones
- Taller de ControlDocumento11 páginasTaller de Controlmadeleynis angaritaAún no hay calificaciones
- Ejercicios Sin Resolver Previo DOE 2022Documento20 páginasEjercicios Sin Resolver Previo DOE 2022JorgeAún no hay calificaciones
- Práctica 28. Control de Un Baño TermostáticoDocumento8 páginasPráctica 28. Control de Un Baño TermostáticofesdgAún no hay calificaciones
- Anova Por MinitabDocumento10 páginasAnova Por MinitabEduardo DiazAún no hay calificaciones
- Pregunta 4 - PC 3 Gestion Por ProcesosDocumento4 páginasPregunta 4 - PC 3 Gestion Por ProcesosYahaira Tevez LoayzaAún no hay calificaciones
- Taller Segundo Seguimiento 2020 IDocumento7 páginasTaller Segundo Seguimiento 2020 Ijason salamanca medinaAún no hay calificaciones
- A3 MahmDocumento6 páginasA3 MahmMarKo A. Hdz MtzAún no hay calificaciones
- Trabajo Contextualizado Estadística Descriptiva .Documento23 páginasTrabajo Contextualizado Estadística Descriptiva .Rodrigo Hernandez0% (1)
- 2022-2 HQ Taller 04 Grafico Control Variables X-SDocumento4 páginas2022-2 HQ Taller 04 Grafico Control Variables X-Sluis gustavoAún no hay calificaciones
- Ejercicios 7 Herramientas de CalidadDocumento13 páginasEjercicios 7 Herramientas de CalidadFer EusberAún no hay calificaciones
- Ejercicio 7Documento7 páginasEjercicio 7Henry CisnerosAún no hay calificaciones
- Ejercicios Unidad 4Documento13 páginasEjercicios Unidad 4Vanesa Lavilla AlvarezAún no hay calificaciones
- 3.4 Índices para Medir La Capacidad de Los Procesos CP, K, CPK, CPMDocumento33 páginas3.4 Índices para Medir La Capacidad de Los Procesos CP, K, CPK, CPMCarmenAún no hay calificaciones
- Ejercicio 1 - U2Documento6 páginasEjercicio 1 - U2anon_49746599Aún no hay calificaciones
- Actividad 8Documento8 páginasActividad 8Santiago LanderosAún no hay calificaciones
- Taller CONDECAL 2020 I PDFDocumento4 páginasTaller CONDECAL 2020 I PDFErick J TP100% (1)
- Sherlyn CÃ Rdoba GRAFICOS DE CONTROL #2 EMPRESA DE AGROQUIMICOSDocumento7 páginasSherlyn CÃ Rdoba GRAFICOS DE CONTROL #2 EMPRESA DE AGROQUIMICOSSherlyn CórdobaAún no hay calificaciones
- Practica Dirigida AdministraciónDocumento6 páginasPractica Dirigida AdministraciónFarley Mendoza TiconaAún no hay calificaciones
- Ensayos y calidades de materiales compuestosDe EverandEnsayos y calidades de materiales compuestosAún no hay calificaciones
- Utensilios de Uso EspecificoDocumento7 páginasUtensilios de Uso EspecificoAdan RayónAún no hay calificaciones
- C2-A6 Prueba de DominioDocumento1 páginaC2-A6 Prueba de DominioAdan RayónAún no hay calificaciones
- Atlas de Riesgo y HACCPDocumento36 páginasAtlas de Riesgo y HACCPAdan RayónAún no hay calificaciones
- Trabajo de AnalisisDocumento6 páginasTrabajo de AnalisisAdan RayónAún no hay calificaciones
- Listas de CotejoDocumento5 páginasListas de CotejoAdan RayónAún no hay calificaciones
- Proyecto Fase 4 Plantilla HACCPDocumento18 páginasProyecto Fase 4 Plantilla HACCPAdan RayónAún no hay calificaciones
- Proyecto Fase 4 Plantilla HACCPDocumento18 páginasProyecto Fase 4 Plantilla HACCPAdan RayónAún no hay calificaciones
- EjerciciosDocumento14 páginasEjerciciosAdan RayónAún no hay calificaciones
- C4-A1 ReporteDocumento7 páginasC4-A1 ReporteAdan RayónAún no hay calificaciones
- Tecnologico de Estudios Superiores de Coacalco: C6-A5 Prueba de DominioDocumento1 páginaTecnologico de Estudios Superiores de Coacalco: C6-A5 Prueba de DominioAdan RayónAún no hay calificaciones
- Ejerecicios de Calidad NuevosDocumento25 páginasEjerecicios de Calidad NuevosAdan RayónAún no hay calificaciones
- LololDocumento13 páginasLololAdan RayónAún no hay calificaciones
- EXEL ProyectoDocumento24 páginasEXEL ProyectoAdan RayónAún no hay calificaciones
- Reporte Examen Competencia 3Documento14 páginasReporte Examen Competencia 3Adan RayónAún no hay calificaciones
- Kakarotto (Autoguardado)Documento91 páginasKakarotto (Autoguardado)Adan RayónAún no hay calificaciones
- Problemario de Métodos NuméricosDocumento19 páginasProblemario de Métodos NuméricosAdan RayónAún no hay calificaciones
- Practicas Competencia 3 y 4 Curso EspecialDocumento40 páginasPracticas Competencia 3 y 4 Curso EspecialAdan RayónAún no hay calificaciones
- Reporte Examen Competencia 4Documento17 páginasReporte Examen Competencia 4Adan RayónAún no hay calificaciones
- Adan y AsociadosDocumento8 páginasAdan y AsociadosAdan RayónAún no hay calificaciones
- Escrito GuerraDocumento4 páginasEscrito GuerraAdan RayónAún no hay calificaciones
- ConclusiónDocumento1 páginaConclusiónAdan RayónAún no hay calificaciones
- Investigacion de Electricidad Campo Magnetico.Documento12 páginasInvestigacion de Electricidad Campo Magnetico.Adan RayónAún no hay calificaciones
- Nombre Del ConceptoDocumento3 páginasNombre Del ConceptoAdan RayónAún no hay calificaciones
- Croquis Pieza 26-Fusionado-ComprimidoDocumento27 páginasCroquis Pieza 26-Fusionado-ComprimidoAdan RayónAún no hay calificaciones
- Tecnológico de Estudios Superiores de Coacalco. Carrera: Ingeniería Química. Materia: Análisis de Datos Experimentales. Grupo:8321Documento7 páginasTecnológico de Estudios Superiores de Coacalco. Carrera: Ingeniería Química. Materia: Análisis de Datos Experimentales. Grupo:8321Adan RayónAún no hay calificaciones
- CARTEL en BlancoDocumento1 páginaCARTEL en BlancoAdan RayónAún no hay calificaciones
- Ejercicios de Control Estadistico de Proceso Texto - CompressDocumento10 páginasEjercicios de Control Estadistico de Proceso Texto - CompressAdan RayónAún no hay calificaciones
- Problemario de Ecuaciones de Estado Gases Ideales - Termodinamica - 21-22 - 2Documento2 páginasProblemario de Ecuaciones de Estado Gases Ideales - Termodinamica - 21-22 - 2Adan RayónAún no hay calificaciones
- El Ramo AzulDocumento9 páginasEl Ramo AzulJohn RomeroAún no hay calificaciones
- Presa de PoechosDocumento5 páginasPresa de PoechosandreAún no hay calificaciones
- Articulo Futuros Posibles para La Residencia Estudiantil de La UCEDocumento19 páginasArticulo Futuros Posibles para La Residencia Estudiantil de La UCEAndrea MoraAún no hay calificaciones
- Ejemplo de IndiceDocumento10 páginasEjemplo de IndiceRafael QuichuAún no hay calificaciones
- Bisap-O Como Factor de Severidad en PaDocumento10 páginasBisap-O Como Factor de Severidad en PaDiana Carolina ZavaletaAún no hay calificaciones
- Ficha 02 Ciencia y Tecnología 25 de MayoDocumento4 páginasFicha 02 Ciencia y Tecnología 25 de MayoJose Gilmer Jimenez BecerraAún no hay calificaciones
- Arteria Cerebral AnteriorDocumento2 páginasArteria Cerebral AnteriorMiranda CAún no hay calificaciones
- Morro Sama InformeDocumento15 páginasMorro Sama InformeVictorCohailaOsorio100% (2)
- Plan La Barra (Vers Preliminar)Documento113 páginasPlan La Barra (Vers Preliminar)Jimmy Montaño CarabaliAún no hay calificaciones
- Principios en Que Se Fundamenta La Nueva Escuela Mexicana 2023Documento4 páginasPrincipios en Que Se Fundamenta La Nueva Escuela Mexicana 2023Kaeme GoGoAún no hay calificaciones
- Letras y Acordes 07feb13Documento4 páginasLetras y Acordes 07feb13Gaby Perez GarciaAún no hay calificaciones
- Mitología Polar - La Gnosis Según MontalkDocumento40 páginasMitología Polar - La Gnosis Según MontalkjimAún no hay calificaciones
- Babero OdontologicoDocumento1 páginaBabero OdontologicosasaAún no hay calificaciones
- Practica4 Maribel - Choque.salcedoDocumento12 páginasPractica4 Maribel - Choque.salcedoMaribel Patricia Choque SalcedoAún no hay calificaciones
- Importancia de Los Servicios PúblicosDocumento5 páginasImportancia de Los Servicios PúblicosJesus LemusAún no hay calificaciones
- 05.max Weber y La EducaciónDocumento11 páginas05.max Weber y La EducaciónAlejandro Esquivel100% (1)
- ANEMIASDocumento29 páginasANEMIASJackeline Castro CantoAún no hay calificaciones
- 6° EticaDocumento17 páginas6° EticaEdidth CortesAún no hay calificaciones
- Realismo CapitalistaDocumento7 páginasRealismo CapitalistaA.R.B.G 1Aún no hay calificaciones
- EVOLUCIONESDocumento3 páginasEVOLUCIONESAna Maria Pacheco OsorioAún no hay calificaciones
- Hipertension IntracranealDocumento3 páginasHipertension IntracranealBettyVasquezCubasAún no hay calificaciones
- Onfalocele - GastrosquisisDocumento40 páginasOnfalocele - GastrosquisisLuis Arias86% (7)
- Etapas Del Desarrollo HumanoDocumento4 páginasEtapas Del Desarrollo HumanoYULIANA ROJAS FIGUEROAAún no hay calificaciones
- Problemario BQM U-1 Tarea 27 Septiembre Del 2015Documento2 páginasProblemario BQM U-1 Tarea 27 Septiembre Del 2015mindstorm63Aún no hay calificaciones
- Gerencia EstrategicaDocumento13 páginasGerencia EstrategicaHarold Cardenas TovarAún no hay calificaciones
- Trabajo Entregable 1era EntregaDocumento22 páginasTrabajo Entregable 1era EntregaEder Edu Silva SilvaAún no hay calificaciones
- Sesion de C y TDocumento8 páginasSesion de C y TLeydy Flores tafur100% (1)
- Cuadernillo Cuarto PeriodoDocumento95 páginasCuadernillo Cuarto PeriodoHector Alfonso Gutierrez MejiaAún no hay calificaciones
- Garcia Hoz Victor - Educacion Personalizada en La FamiliaDocumento369 páginasGarcia Hoz Victor - Educacion Personalizada en La Familiad-fbuser-6935518667% (9)