También podría gustarte
- Oso Cocinero - PDF Versión 1Documento21 páginasOso Cocinero - PDF Versión 1Anny TG100% (10)
- Clasificacion de Los AcerosDocumento10 páginasClasificacion de Los AcerosAlvaro GonzalezAún no hay calificaciones
- Gallinita PDFDocumento11 páginasGallinita PDFAle De La Fuente100% (1)
- Amour Fou Mozart - Amamos Ok Sueña y TejeDocumento7 páginasAmour Fou Mozart - Amamos Ok Sueña y TejeAngy92% (12)
- Kawaii Kanin Kurv EsDocumento6 páginasKawaii Kanin Kurv EsÁngela BurbanoAún no hay calificaciones
- Clasificacion Aceros Normas SAEDocumento7 páginasClasificacion Aceros Normas SAECECANTER100% (1)
- Escaleras Metálicas: Restobar VifreDocumento1 páginaEscaleras Metálicas: Restobar VifreFranco Eduardo Napuche Celis100% (1)
- Herramientas de Carpinteria Con Definicion y Las ImagnesDocumento7 páginasHerramientas de Carpinteria Con Definicion y Las ImagnesAbdiel Pop100% (3)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Aceros al carbono: clasificación y propiedadesDocumento13 páginasAceros al carbono: clasificación y propiedadesRobinson HerediaAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Acero HadfieldDocumento11 páginasAcero HadfieldRonald Leon100% (1)
- Aceros AleadosDocumento13 páginasAceros AleadosLuis AlbertoAún no hay calificaciones
- Normas SAEDocumento18 páginasNormas SAEJorge Arturo Mar Negrete100% (2)
- Bailarina El Oso Amigurumi Patron Gratis en EspanolDocumento6 páginasBailarina El Oso Amigurumi Patron Gratis en EspanollarisaAún no hay calificaciones
- Diagrama TTTDocumento194 páginasDiagrama TTTDaye OropezaAún no hay calificaciones
- AmigurumiDocumento11 páginasAmigurumiGaby BadmontAún no hay calificaciones
- Natal Nora Rena Amigurumi Receitas PDF GratisDocumento8 páginasNatal Nora Rena Amigurumi Receitas PDF GratisAnahi García100% (1)
- Aceros MicroaleadosDocumento13 páginasAceros MicroaleadosSimon LopezAún no hay calificaciones
- MaquinabilidadDocumento3 páginasMaquinabilidadalejandra18arellanAún no hay calificaciones
- Aceros de Alta MaquinabilidadDocumento2 páginasAceros de Alta MaquinabilidadArturo Meza100% (1)
- AcerosDocumento9 páginasAcerosJuan Jo GalarzaAún no hay calificaciones
- Trabajo Final Del AceroDocumento38 páginasTrabajo Final Del Aceroedison6gsAún no hay calificaciones
- Conocimiento De-Wps OfficeDocumento14 páginasConocimiento De-Wps Officeronilso ibarraAún no hay calificaciones
- Proyecto ManufacturaDocumento14 páginasProyecto ManufacturaPriscila SánchezAún no hay calificaciones
- Materiales FerrososDocumento5 páginasMateriales FerrososAndrea LeonAún no hay calificaciones
- 60 Aceros y AleacionesDocumento14 páginas60 Aceros y AleacionesErika BarrientosAún no hay calificaciones
- Características y Usos de Los AcerosDocumento7 páginasCaracterísticas y Usos de Los AcerosJhonny VasquezAún no hay calificaciones
- Conocimiento de Los Materiales AcerosDocumento10 páginasConocimiento de Los Materiales AcerosCarolina BalderramaAún no hay calificaciones
- Componentes Del AceroDocumento3 páginasComponentes Del AceroJose AliagaAún no hay calificaciones
- TRABAJO PRACTICO aCEROSDocumento63 páginasTRABAJO PRACTICO aCEROSOrnela AlessandroniAún no hay calificaciones
- Influencia de Los Elementos Quimicos en Una AleacionDocumento12 páginasInfluencia de Los Elementos Quimicos en Una AleacionYessi UrbanoAún no hay calificaciones
- Aleaciones FerrosasDocumento8 páginasAleaciones FerrosasEduardo CLAún no hay calificaciones
- Aceros Grado MaquinariaDocumento2 páginasAceros Grado Maquinariaeduardo17duarteAún no hay calificaciones
- Ao HSLADocumento16 páginasAo HSLAJuan AuzAún no hay calificaciones
- Monografia Acero ManganesoDocumento10 páginasMonografia Acero Manganesojuan cajahuanca briceñoAún no hay calificaciones
- Los Metales Ferrosos Se Clasifican en Tres GruposDocumento19 páginasLos Metales Ferrosos Se Clasifican en Tres GruposPercy MarceloAún no hay calificaciones
- MATERIALES 1 ALEACIONESDocumento27 páginasMATERIALES 1 ALEACIONESLeandro RejalaAún no hay calificaciones
- Normalización de AcerosDocumento23 páginasNormalización de Acerosanddresito100% (1)
- Aleacciones FerrosasDocumento18 páginasAleacciones FerrosasFiliberto MartinezAún no hay calificaciones
- Características Mecánicas y Tecnológicas Del AceroDocumento14 páginasCaracterísticas Mecánicas y Tecnológicas Del AceroMorales Mat100% (3)
- Sae 1020Documento2 páginasSae 1020Alonso Efigenio100% (1)
- Album de Propiedades de Los MaterialesDocumento10 páginasAlbum de Propiedades de Los Materialesstell04aAún no hay calificaciones
- DesarrolloDocumento10 páginasDesarrolloJose Antonio Coronado MancillasAún no hay calificaciones
- Acero eléctrico: propiedades y usosDocumento8 páginasAcero eléctrico: propiedades y usosMiguel LizausabaAún no hay calificaciones
- Diferentes Tipos de Aceros y FundicionesDocumento6 páginasDiferentes Tipos de Aceros y FundicionesCarlos Méndez100% (1)
- Trabajo de Acero AleadoDocumento12 páginasTrabajo de Acero AleadoJESUS SUCREAún no hay calificaciones
- Tipos de Aceros InoxidablesDocumento9 páginasTipos de Aceros Inoxidablesdaniel191286Aún no hay calificaciones
- Capitulo 2Documento42 páginasCapitulo 2yonnyAún no hay calificaciones
- Aceros Al CarbonoDocumento2 páginasAceros Al CarbonoAnabel León LozadoAún no hay calificaciones
- Plancha de Acero Al CarbonoDocumento26 páginasPlancha de Acero Al CarbonoAlonso SanchezAún no hay calificaciones
- Clasificacion Del AceroDocumento10 páginasClasificacion Del Aceromusa saiehAún no hay calificaciones
- Tarea1-Rodriguez Bermudez AlejandroDocumento7 páginasTarea1-Rodriguez Bermudez AlejandroAlejandro RodriguezAún no hay calificaciones
- Los efectos de los elementos aleantes en el aceroDocumento3 páginasLos efectos de los elementos aleantes en el aceroAnonymous hHSPMvsGdAún no hay calificaciones
- Aceros HSLADocumento9 páginasAceros HSLAJohan Mantuano100% (1)
- Acero y Sus AleacionesDocumento8 páginasAcero y Sus AleacionesAnayeli RiveraAún no hay calificaciones
- Aceros de Alto CarbonoDocumento14 páginasAceros de Alto CarbonoLuis Antonio Aquino CamahualiAún no hay calificaciones
- Elementos de MaquinasDocumento7 páginasElementos de MaquinasDhario kinteroAún no hay calificaciones
- Influencia de Los Elementos AleantesDocumento6 páginasInfluencia de Los Elementos AleantesvictocoAún no hay calificaciones
- Clasificación y Selección de AcerosDocumento22 páginasClasificación y Selección de AcerosBryan ArellanoAún no hay calificaciones
- Examen ParcialDocumento8 páginasExamen ParcialOliver AguilarAún no hay calificaciones
- Influencia de Los Elementos de Aleacion en Los AcerosDocumento3 páginasInfluencia de Los Elementos de Aleacion en Los Acerosyuber buitragoAún no hay calificaciones
- Aceros SAE 40XX 46XX al Cromo MolibdenoDocumento2 páginasAceros SAE 40XX 46XX al Cromo MolibdenoRonald Gomez Orellana100% (2)
- Capìtulo 10 Schey Procesos de Conformado de LàminaDocumento36 páginasCapìtulo 10 Schey Procesos de Conformado de LàminaMiguel Angel López NavarreteAún no hay calificaciones
- Aceros y FundicionesDocumento8 páginasAceros y FundicionesKatellin GislaineAún no hay calificaciones
- Aleaciones de AceroDocumento22 páginasAleaciones de AcerowilliamAún no hay calificaciones
- Estado Del Arte Del AceroDocumento6 páginasEstado Del Arte Del AceroLino Guerra ChotaAún no hay calificaciones
- Clasificación de Aceros Mat y ProDocumento6 páginasClasificación de Aceros Mat y ProAlejandro Ricardo Otañez LimonAún no hay calificaciones
- Materiales de Las Cajas-1Documento7 páginasMateriales de Las Cajas-1Ashlee SanjayAún no hay calificaciones
- Material para e-WPS OfficeDocumento15 páginasMaterial para e-WPS Officeronilso ibarraAún no hay calificaciones
- Capitulo IIIDocumento18 páginasCapitulo IIIronilso ibarraAún no hay calificaciones
- Fase IiDocumento8 páginasFase Iironilso ibarraAún no hay calificaciones
- Fase I Ronilso Ibarra Aronny AlvarezDocumento15 páginasFase I Ronilso Ibarra Aronny Alvarezronilso ibarraAún no hay calificaciones
- Critica WPS OfficeDocumento5 páginasCritica WPS Officeronilso ibarraAún no hay calificaciones
- Mi ProyectoDocumento5 páginasMi Proyectoronilso ibarraAún no hay calificaciones
- Country Report - Venezuela ESDocumento13 páginasCountry Report - Venezuela ESronilso ibarraAún no hay calificaciones
- Solera A-36Documento4 páginasSolera A-36ronilso ibarraAún no hay calificaciones
- Nanoescala WPS OfficeDocumento1 páginaNanoescala WPS Officeronilso ibarraAún no hay calificaciones
- Diseño y Seleccion. Aleaciones FerrosasDocumento9 páginasDiseño y Seleccion. Aleaciones Ferrosasronilso ibarraAún no hay calificaciones
- Nuevos Material-WPS OfficeDocumento17 páginasNuevos Material-WPS Officeronilso ibarraAún no hay calificaciones
- Universidad, N-WPS OfficeDocumento1 páginaUniversidad, N-WPS Officeronilso ibarraAún no hay calificaciones
- Proyecto SocioeconómicoDocumento19 páginasProyecto Socioeconómicoronilso ibarraAún no hay calificaciones
- Orden de TrabajoDocumento1 páginaOrden de Trabajoronilso ibarraAún no hay calificaciones
- Pulvimetalurgia WPS OfficeDocumento6 páginasPulvimetalurgia WPS Officeronilso ibarraAún no hay calificaciones
- Normalizacion y CalderasDocumento9 páginasNormalizacion y Calderasronilso ibarraAún no hay calificaciones
- Aceros Se Baja-WPS OfficeDocumento12 páginasAceros Se Baja-WPS Officeronilso ibarraAún no hay calificaciones
- Normalización aceroDocumento7 páginasNormalización aceroronilso ibarraAún no hay calificaciones
- Beneficio mecánico mineralesDocumento6 páginasBeneficio mecánico mineralesronilso ibarraAún no hay calificaciones
- 4140Documento9 páginas4140ronilso ibarraAún no hay calificaciones
- Aceros de herra-WPS OfficeDocumento7 páginasAceros de herra-WPS Officeronilso ibarraAún no hay calificaciones
- Proceso de Prod-WPS OfficeDocumento17 páginasProceso de Prod-WPS Officeronilso ibarraAún no hay calificaciones
- Crisis UniversitariaDocumento2 páginasCrisis Universitariaronilso ibarraAún no hay calificaciones
- Degradación de materiales: agentes, daños y prevenciónDocumento3 páginasDegradación de materiales: agentes, daños y prevenciónronilso ibarraAún no hay calificaciones
- Evolución de los hornos de hierroDocumento10 páginasEvolución de los hornos de hierroronilso ibarraAún no hay calificaciones
- LPI-2022S2: Sesión 01Documento17 páginasLPI-2022S2: Sesión 01Maximiano LopezAún no hay calificaciones
- HistoriaDocumento46 páginasHistoriawilliam jaramilloAún no hay calificaciones
- Itinerario Formativo - Carpintería 2022Documento34 páginasItinerario Formativo - Carpintería 2022luz baldeónAún no hay calificaciones
- Dimensiones de PernosDocumento3 páginasDimensiones de Pernoscristianvasquez_cvp8900Aún no hay calificaciones
- Bitácora de lo Ilímitado producciónDocumento11 páginasBitácora de lo Ilímitado producciónIsabella SilverioAún no hay calificaciones
- GrapadoraDocumento2 páginasGrapadoraJuanAncaAún no hay calificaciones
- Apu 3Documento56 páginasApu 3Elvis FranklinAún no hay calificaciones
- INFORME DE CONSTRUCCION DryDocumento3 páginasINFORME DE CONSTRUCCION Drydaniel benavidesAún no hay calificaciones
- PAYASITO ClauDocumento9 páginasPAYASITO Clau7pgryx9hndAún no hay calificaciones
- Catalogo Industrial 2017Documento30 páginasCatalogo Industrial 2017codema01Aún no hay calificaciones
- Procesos de Manufactura IIDocumento4 páginasProcesos de Manufactura IIEmanuel GutierrezAún no hay calificaciones
- Inv - Tolerancias en Elementos RoscadosDocumento3 páginasInv - Tolerancias en Elementos RoscadosLuis Alberto Aguayo TorrezAún no hay calificaciones
- Muestrario InvestigacionDocumento11 páginasMuestrario InvestigacionAngela Obregón ServanAún no hay calificaciones
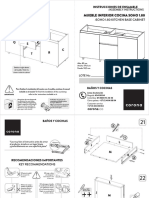
- Cocina Soho Instructivo Instalacion Mueble InferiorDocumento10 páginasCocina Soho Instructivo Instalacion Mueble InferiorSexifoAún no hay calificaciones
- Pernos y Tornillos (1) (Ejercicios)Documento6 páginasPernos y Tornillos (1) (Ejercicios)Cristhian Fabian Garcia CruzAún no hay calificaciones
- Dosier 2011Documento33 páginasDosier 2011mulleres artesanas100% (1)
- Cor 70 Ho - 2014Documento323 páginasCor 70 Ho - 2014hgfssoorriinn2823Aún no hay calificaciones
- Hoja de Procesos Corona1Documento9 páginasHoja de Procesos Corona1Mauricio Riera YepesAún no hay calificaciones
- P-410-013 Montaje de Tuberías ConduitDocumento2 páginasP-410-013 Montaje de Tuberías ConduitYosef HanderssonAún no hay calificaciones
- Diseño prenda técnica colecciónDocumento1 páginaDiseño prenda técnica colecciónSara RiosAún no hay calificaciones
- 13 Tornilleria y RemachesDocumento0 páginas13 Tornilleria y Remachesabsalon_jarvAún no hay calificaciones