También podría gustarte
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Velocidad de CorteDocumento2 páginasVelocidad de CorteGermán SejasAún no hay calificaciones
- Teória de Parámetros de Corte en Operaciones de Mecanizado.Documento7 páginasTeória de Parámetros de Corte en Operaciones de Mecanizado.David BedoyaAún no hay calificaciones
- Ficha 4340Documento6 páginasFicha 4340Jorge Andres Prada SanabriaAún no hay calificaciones
- Fresa DoDocumento8 páginasFresa DofedericoAún no hay calificaciones
- Torno Presentacion ParametrosDocumento11 páginasTorno Presentacion ParametrosfjvillategaAún no hay calificaciones
- Propiedades Mecánicas de MaterialesDocumento6 páginasPropiedades Mecánicas de MaterialesFrank BlancoAún no hay calificaciones
- Problemas de TaladradoDocumento13 páginasProblemas de TaladradoANGEL ADRIAN ROMERO DUE�ASAún no hay calificaciones
- EHL010OP1Documento2 páginasEHL010OP1Jairo Darío Tavera GarcíaAún no hay calificaciones
- Chem ESF: DescriptionDocumento9 páginasChem ESF: DescriptionJosé Felix Steegmann ZafortezaAún no hay calificaciones
- GF y f250.r Conector Fijo y GiratorioDocumento1 páginaGF y f250.r Conector Fijo y Giratoriohector danielAún no hay calificaciones
- Métodos de Muestreo de MineralesDocumento12 páginasMétodos de Muestreo de Mineralesyjyhhgh100% (1)
- Acero 1045 Ficha TecnicaDocumento2 páginasAcero 1045 Ficha Tecnicaa20095643Aún no hay calificaciones
- Acero Muelles 51CrV4 AUSADocumento3 páginasAcero Muelles 51CrV4 AUSAJavier Antonio Cardenas OliverosAún no hay calificaciones
- Materiales Datos TecnicosDocumento131 páginasMateriales Datos TecnicosBernardo100% (1)
- Cuestionario Preguntas Maquinas EspecialesDocumento11 páginasCuestionario Preguntas Maquinas EspecialesMigeul DasilvaAún no hay calificaciones
- Medidor Electromagnético Full CTSURDocumento4 páginasMedidor Electromagnético Full CTSURAlberto Fabre ChableAún no hay calificaciones
- Cuestionario Mec 242Documento10 páginasCuestionario Mec 242Francisco PinedoAún no hay calificaciones
- CUESTIONARIO MecanizacionDocumento12 páginasCUESTIONARIO MecanizacionD̶e̶x̶ Rameez73% (22)
- Cuestionario FresadoDocumento7 páginasCuestionario FresadoElpijota GrandeAún no hay calificaciones
- Calculo VigasDocumento7 páginasCalculo VigasRubén F Dalla VecchiaAún no hay calificaciones
- Laboratorio TrefiladoDocumento17 páginasLaboratorio TrefiladoExequiel SeguelAún no hay calificaciones
- WP-SDC Cooper Can Register TurbinaDocumento6 páginasWP-SDC Cooper Can Register TurbinaEmilsen CardenasAún no hay calificaciones
- Acero Al Carbono MaquinariaDocumento1 páginaAcero Al Carbono Maquinarialogan6daniel6gonzaleAún no hay calificaciones
- Cálculo de Parámetros de Mecanizado en TornoDocumento6 páginasCálculo de Parámetros de Mecanizado en TornoAlexander Andrés Sepúlveda Ravanal100% (1)
- Mecanizacion FDocumento35 páginasMecanizacion Fjhonmamani16noviembreAún no hay calificaciones
- Informe #2 - Ensayo de Tracción - MC114 ADocumento14 páginasInforme #2 - Ensayo de Tracción - MC114 AwtwtwtffAún no hay calificaciones
- Relacion de InsumosDocumento5 páginasRelacion de InsumosDORIS CAPUÑAY PISFILAún no hay calificaciones
- Examen Calificada 14-12-2022Documento1 páginaExamen Calificada 14-12-2022Williams Gomez GarciaAún no hay calificaciones
- BX 940 Manual Instructions and Eclated View FR - de - enDocumento68 páginasBX 940 Manual Instructions and Eclated View FR - de - enRémi LerusteAún no hay calificaciones
- Calculo Procesos de FresadoDocumento82 páginasCalculo Procesos de FresadoCristian David Hernandez AteohortuaAún no hay calificaciones
- E.mai 502 0204Documento13 páginasE.mai 502 0204RESIDENTE CALIDAD CAÑO SURAún no hay calificaciones
- Características de Los Pernos MilimétricosDocumento15 páginasCaracterísticas de Los Pernos MilimétricosSayo JuanezAún no hay calificaciones
- IR TURBO BAR M E Product Page Spanish 9 2016Documento4 páginasIR TURBO BAR M E Product Page Spanish 9 2016DiegoAún no hay calificaciones
- Material de Estudio Fresadora Mes de JunioDocumento8 páginasMaterial de Estudio Fresadora Mes de JunioAlfredo Rafael Torres GonzalezAún no hay calificaciones
- Geotextiles NT - FT2022 - Amanco Wavin 1Documento3 páginasGeotextiles NT - FT2022 - Amanco Wavin 1Alejandro SibrianAún no hay calificaciones
- Caracteristicas de Los Pernos en MilimetrosDocumento10 páginasCaracteristicas de Los Pernos en MilimetrosMarco Cayampi UlloaAún no hay calificaciones
- Ficha 4340 PDFDocumento2 páginasFicha 4340 PDFcesarnt3Aún no hay calificaciones
- Formulario MaquinadosDocumento32 páginasFormulario MaquinadosMulan FridaAún no hay calificaciones
- Trabajo Final - DiseñoDocumento117 páginasTrabajo Final - DiseñoCesar MichaellAún no hay calificaciones
- Parametros de MecanizadoDocumento7 páginasParametros de MecanizadoJavith DeJesús Pertuz Ricardo0% (1)
- Foro HoyDocumento9 páginasForo HoyLucio Starlim CAAún no hay calificaciones
- Parametros de MecanizadoDocumento7 páginasParametros de MecanizadoYesid PinoAún no hay calificaciones
- Tabla de Velocidades de La FresadoraDocumento3 páginasTabla de Velocidades de La FresadoraYoel Zagal Macedo100% (2)
- Anexos Cálculo de Alimentadores y SubalimentadoresDocumento5 páginasAnexos Cálculo de Alimentadores y Subalimentadoresdiego merinoAún no hay calificaciones
- PV - Geotextiles Tipicas - WebDocumento2 páginasPV - Geotextiles Tipicas - WebLuis Alberto CalisayaAún no hay calificaciones
- Catalogo CORACIDocumento99 páginasCatalogo CORACIAnonymous knICaxAún no hay calificaciones
- Catalogo CORACI PDFDocumento99 páginasCatalogo CORACI PDFManuel San MartinAún no hay calificaciones
- Ficha Tecnica Ultrasonicos Octave CicasaDocumento2 páginasFicha Tecnica Ultrasonicos Octave CicasaAlmendra CampanellaAún no hay calificaciones
- Rel 3 2008 2009Documento2 páginasRel 3 2008 2009SumosolAún no hay calificaciones
- DXB-catalog SPDocumento8 páginasDXB-catalog SPRUBEN RINCONAún no hay calificaciones
- Velocidad de Corte y RPM en Las Máquinas y HerramientasDocumento6 páginasVelocidad de Corte y RPM en Las Máquinas y HerramientasSuarez DavidAún no hay calificaciones
- Ejercicios ManufacturaDocumento28 páginasEjercicios ManufacturaSaraChacpiAlfaroAún no hay calificaciones
- Manejo Del TornoDocumento6 páginasManejo Del Tornojorbusperez2236880Aún no hay calificaciones
- LD LDG 13 09 2015Documento72 páginasLD LDG 13 09 2015Americo FloresAún no hay calificaciones
- Recomendaciones de MecanizadoDocumento16 páginasRecomendaciones de MecanizadoGabriela TGAún no hay calificaciones
- Informe 1 Ciencias 2 Uni FimDocumento16 páginasInforme 1 Ciencias 2 Uni FimJOHAR GCA100% (1)
- Chockfast OrangeDocumento8 páginasChockfast OrangeCarlos Rosselló PadrónAún no hay calificaciones
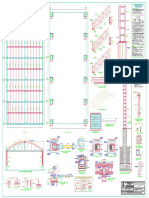
- PLANOSDocumento1 páginaPLANOSGrupo vienna E.I.R.LAún no hay calificaciones
- Rio Tabla PeriodicaDocumento11 páginasRio Tabla Periodicab3tty100% (2)
- Tema 1Documento36 páginasTema 1Juan Paredes DíazAún no hay calificaciones
- Materiales para Los Modelos y Construcción de Los ModelosDocumento28 páginasMateriales para Los Modelos y Construcción de Los ModelosCarlos MarioAún no hay calificaciones
- Brochure Compañia Gral AcerosDocumento29 páginasBrochure Compañia Gral AcerosFeLipe Diaz CAún no hay calificaciones
- Taladrado Luz ClaraDocumento10 páginasTaladrado Luz ClaraUriel torres velardeAún no hay calificaciones
- 001 Helbert Julio 2021 DigitalDocumento35 páginas001 Helbert Julio 2021 DigitalJUAN GABRIEL GUTIERREZ LOPEZAún no hay calificaciones
- Microsoft Word - ER 16LDocumento1 páginaMicrosoft Word - ER 16LFranklin Aranda ChacónAún no hay calificaciones
- Pre CalentamientoDocumento42 páginasPre CalentamientoVictorAún no hay calificaciones
- Ejercicios de Formulacion InorgánicaDocumento5 páginasEjercicios de Formulacion InorgánicasupermamenAún no hay calificaciones
- Soldabilidad de Aceros Avanzados PDFDocumento106 páginasSoldabilidad de Aceros Avanzados PDFAriadnaAún no hay calificaciones
- Soldadura Por CosturaDocumento6 páginasSoldadura Por CosturaAna Victoria CéspedesAún no hay calificaciones
- 9.1-Laboratorio #8 2021-ADocumento8 páginas9.1-Laboratorio #8 2021-Arichard ccahuana laymeAún no hay calificaciones
- Glosario TerminosDocumento14 páginasGlosario TerminosYÓNATHAN DAVID DE LEÓN ESCOTAún no hay calificaciones
- Tecnicas para Identificar Metales y No MetalesDocumento5 páginasTecnicas para Identificar Metales y No MetalesAlejandropc21Aún no hay calificaciones
- FT - SLR Guardacables de Acero Forjado G-414Documento1 páginaFT - SLR Guardacables de Acero Forjado G-414Rony PaulAún no hay calificaciones
- Practica 2 PDFDocumento5 páginasPractica 2 PDFMijael MontesinosAún no hay calificaciones
- Exposición DibujoDocumento22 páginasExposición DibujoCristopher ReynosoAún no hay calificaciones
- Cuchillas de Afeitar Coloreada1Documento27 páginasCuchillas de Afeitar Coloreada1angie rodriguezAún no hay calificaciones
- 7.6-1 HerreriaDocumento4 páginas7.6-1 HerreriaYajaira IriarteAún no hay calificaciones
- Filtro Tipo Y SARCODocumento2 páginasFiltro Tipo Y SARCOKevinCostasCaceresAún no hay calificaciones
- 2.2 Estructura de Los MetalesDocumento8 páginas2.2 Estructura de Los MetalesMario Arturo TapiaAún no hay calificaciones
- Proyecto Acero 1020Documento21 páginasProyecto Acero 1020Fabian MaloAún no hay calificaciones
- Rodamientos Autoalineables y SoportesDocumento10 páginasRodamientos Autoalineables y Soporteslixmen rojasAún no hay calificaciones
- Catalogo Lovejoy1Documento5 páginasCatalogo Lovejoy1Eduardo MuñozAún no hay calificaciones
- Actividad 2-Evidencia 2Documento2 páginasActividad 2-Evidencia 2Daniela Suárez Cárdenas50% (4)
- 20 Acero Perfiles L 1036-2003Documento20 páginas20 Acero Perfiles L 1036-2003Luis LuqueAún no hay calificaciones
- Discontinuidades y Defectos en La SoldaduraDocumento85 páginasDiscontinuidades y Defectos en La SoldaduraEstructurasMetalicasAún no hay calificaciones
- 05 - Machos Núcleos Corazones Noyos CoresDocumento21 páginas05 - Machos Núcleos Corazones Noyos CoresJorge GarcíaAún no hay calificaciones
- Catalogo Mipel 2009Documento12 páginasCatalogo Mipel 2009gabao123Aún no hay calificaciones