También podría gustarte
- Interpretación de la topografía corneal y la adaptación de los lentes de contacto rígidosDe EverandInterpretación de la topografía corneal y la adaptación de los lentes de contacto rígidosCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Procedimiento Limpieza y Desinfección de Infraestructura e InstalacionesDocumento13 páginasProcedimiento Limpieza y Desinfección de Infraestructura e Instalacionescereales rosa100% (5)
- Documento Plan de Carrera Del Personal Militar FAEDocumento37 páginasDocumento Plan de Carrera Del Personal Militar FAESan Cristobal de Uyumbicho50% (4)
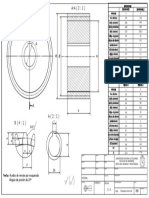
- Plano Engranes RectosDocumento1 páginaPlano Engranes Rectosyeison vega50% (2)
- Matriz de Identificacion de PeligrosDocumento66 páginasMatriz de Identificacion de PeligrosGerardo FloresAún no hay calificaciones
- Polietileno de Baja-Alta DensidadDocumento2 páginasPolietileno de Baja-Alta DensidadAnonymous 6meMTlAún no hay calificaciones
- Reciclaje de HDPEDocumento14 páginasReciclaje de HDPEIván HerreraAún no hay calificaciones
- HDPE Polietileno de Alta DensidadDocumento10 páginasHDPE Polietileno de Alta Densidadrafito007Aún no hay calificaciones
- Lldpe y LdpeDocumento5 páginasLldpe y LdpePilar Miguel Lugo RamírezAún no hay calificaciones
- Polímeros-Polietileno de Baja y Alta Densidad.Documento14 páginasPolímeros-Polietileno de Baja y Alta Densidad.LeidyAún no hay calificaciones
- Coextrusión. INICIATIVAS PLÁSTICASDocumento2 páginasCoextrusión. INICIATIVAS PLÁSTICASLeo CrisuAún no hay calificaciones
- Bobinas Plásticas A Base de Polietileno - UTNDocumento7 páginasBobinas Plásticas A Base de Polietileno - UTNLeandroAún no hay calificaciones
- Polietileno de Alta Densidad EfraDocumento7 páginasPolietileno de Alta Densidad EfraEfrain Canahuiri OblitasAún no hay calificaciones
- Informe Taller Materiales HDPE 2Documento12 páginasInforme Taller Materiales HDPE 2camilaAún no hay calificaciones
- Seminario de Grado Evaluacion Sumativa 1 (Correjido)Documento6 páginasSeminario de Grado Evaluacion Sumativa 1 (Correjido)Francisco AstudilloAún no hay calificaciones
- Reporte Individual PolietilenoDocumento6 páginasReporte Individual PolietilenoDARIO CISNEROSAún no hay calificaciones
- HDPEDocumento7 páginasHDPEMark VelardeAún no hay calificaciones
- Guia de Segunndo ParcialDocumento18 páginasGuia de Segunndo ParcialLeopoldo Godinez HernandezAún no hay calificaciones
- Informe de Laboratorio Con Fibra de VidrioDocumento22 páginasInforme de Laboratorio Con Fibra de VidriodiegoAún no hay calificaciones
- Laboratorio de Polimeros ImprimirDocumento10 páginasLaboratorio de Polimeros ImprimirJanPool PosadaAún no hay calificaciones
- SegundDocumento9 páginasSegundYirley MoralesAún no hay calificaciones
- GeosinteticosDocumento21 páginasGeosinteticosJonathan Mamani Vargas100% (1)
- EXTRUSORADocumento52 páginasEXTRUSORAcarlitosAún no hay calificaciones
- Geomembrana de PolietilenoDocumento15 páginasGeomembrana de PolietilenoleslyAún no hay calificaciones
- Polietileno de Alta DensidadDocumento2 páginasPolietileno de Alta DensidadEmilio AguirreAún no hay calificaciones
- Plásticos Reforzados Con Fibras - Wikipedia, La Enciclopedia LibreDocumento4 páginasPlásticos Reforzados Con Fibras - Wikipedia, La Enciclopedia Libreespecialista0806Aún no hay calificaciones
- Cuetionario Plastico en La IndustriaDocumento4 páginasCuetionario Plastico en La IndustriaFerAún no hay calificaciones
- Procesos Industriales de Plásticos Térmicos Compuestos y Termofraguantes y Materiales CerámicosDocumento31 páginasProcesos Industriales de Plásticos Térmicos Compuestos y Termofraguantes y Materiales Cerámicosnanako arevir80% (5)
- Concreto Con Plástico Triturado en Vez de ArenaDocumento24 páginasConcreto Con Plástico Triturado en Vez de ArenaclintonAún no hay calificaciones
- Pet Informe de Investigación FinalDocumento14 páginasPet Informe de Investigación Finalale189admiAún no hay calificaciones
- Procesado de Films Multicapa para Aplicación de Embalaje FlexibleDocumento7 páginasProcesado de Films Multicapa para Aplicación de Embalaje FlexibleCristián Alvarez RuizAún no hay calificaciones
- Polietileno de Alta DensidadDocumento12 páginasPolietileno de Alta DensidadDaniela GutierrezAún no hay calificaciones
- Material CompuestoDocumento7 páginasMaterial CompuestoMarjorie Chiran SimbañaAún no hay calificaciones
- Conclusion JubsDocumento6 páginasConclusion JubsMartinGarcíadeSánchezAún no hay calificaciones
- 06 QIM400 Polímeros 1S 2024Documento96 páginas06 QIM400 Polímeros 1S 2024MARIA CAYUPANAún no hay calificaciones
- Ecuaciones Diferenciales Ordinarias de Segundo OrdenDocumento31 páginasEcuaciones Diferenciales Ordinarias de Segundo OrdenRex 14Aún no hay calificaciones
- Glicolisis PUDocumento34 páginasGlicolisis PUJeison CoralAún no hay calificaciones
- Ensayo - Polimeros Plasticos y Resinas.Documento10 páginasEnsayo - Polimeros Plasticos y Resinas.Alejandro HernandezAún no hay calificaciones
- Proyecto de Fluidos 1 MecanicaDocumento6 páginasProyecto de Fluidos 1 MecanicaPaloma BlancaAún no hay calificaciones
- Pia Lab Polimeros Practica ResinaDocumento12 páginasPia Lab Polimeros Practica Resinarodrigo valentin terreros LedezmaAún no hay calificaciones
- Tesis UPV3480Documento303 páginasTesis UPV3480Santiago NarvaezAún no hay calificaciones
- Practica Fibra de VidrioDocumento6 páginasPractica Fibra de VidriodeikosanAún no hay calificaciones
- Primeros Pasos en CES EduPackDocumento18 páginasPrimeros Pasos en CES EduPackJesusito Manuel Rojas0% (1)
- Expo Procesado de PolimerosDocumento3 páginasExpo Procesado de PolimerosJosue EscobarAún no hay calificaciones
- Transformación Plástico TermoestablesDocumento8 páginasTransformación Plástico TermoestablesIván Penagos JAún no hay calificaciones
- Polimeros Practica3Documento4 páginasPolimeros Practica3CARLOS ALBERTO RUIZ CORREAAún no hay calificaciones
- Visita Industrial A Plásticos FORLANDocumento13 páginasVisita Industrial A Plásticos FORLANJorgeFonseca0% (1)
- Metodoo 2016 Corregido OkDocumento38 páginasMetodoo 2016 Corregido OkElvis RojasAún no hay calificaciones
- Materiales Complejos Vacío-MAP - suedPACKDocumento9 páginasMateriales Complejos Vacío-MAP - suedPACKJudi Pariona CahuanaAún no hay calificaciones
- Plásticos ReforzadosDocumento7 páginasPlásticos ReforzadosYoshua PortugalAún no hay calificaciones
- Informe CienciaDocumento7 páginasInforme CienciaSamuel MárquezAún no hay calificaciones
- PlasticosDocumento8 páginasPlasticosfrancisco herreraAún no hay calificaciones
- PRESENTACION DE PS (1) SDDocumento18 páginasPRESENTACION DE PS (1) SDFernandez AllizonAún no hay calificaciones
- Informe Fibra de VidrioDocumento15 páginasInforme Fibra de VidrioKaren Estefani Monge HerreraAún no hay calificaciones
- INFORMEDocumento6 páginasINFORMEDavid AtalayaAún no hay calificaciones
- 2021 Development of PLA PHB Blown Films With Improved Performance For Food Packaging Applicationschemical Engineering Transactions - It.esDocumento6 páginas2021 Development of PLA PHB Blown Films With Improved Performance For Food Packaging Applicationschemical Engineering Transactions - It.esJazmin BelloAún no hay calificaciones
- Capítulo 3Documento59 páginasCapítulo 3Leandro AyalaAún no hay calificaciones
- Estudio in Vitrio de La MicrodurezaDocumento5 páginasEstudio in Vitrio de La MicrodurezaqmayrayaninaAún no hay calificaciones
- Resina Con Escamas de Pet - En.esDocumento8 páginasResina Con Escamas de Pet - En.escesar arangoAún no hay calificaciones
- GaikerDocumento35 páginasGaikerZiburutabernaAún no hay calificaciones
- Proy TesisDocumento24 páginasProy TesisMarcelo Perez ZumaetaAún no hay calificaciones
- Perfil Proyecto FinalDocumento9 páginasPerfil Proyecto FinalRodrigo Mercado100% (1)
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. EOCH0108De EverandPastas, morteros, adhesivos y hormigones. EOCH0108Aún no hay calificaciones
- Marco TeóricoDocumento13 páginasMarco TeóricoRoger CastilloAún no hay calificaciones
- Tarea Coordenadas Pagina 26Documento1 páginaTarea Coordenadas Pagina 26Alicia Hernández OramasAún no hay calificaciones
- ANALISIS DE CASO Responsabilidad CivilDocumento2 páginasANALISIS DE CASO Responsabilidad CivilJoseAún no hay calificaciones
- Las Transacciones Propiciadas Por La Tecnologia de La InformacionDocumento7 páginasLas Transacciones Propiciadas Por La Tecnologia de La InformacionEdgar Nájera RamírezAún no hay calificaciones
- Biodiversidad, Erosión y Contaminación Genética Del Maíz Nativo en América LatinaDocumento664 páginasBiodiversidad, Erosión y Contaminación Genética Del Maíz Nativo en América LatinaChileSustentableAún no hay calificaciones
- FacturaDocumento2 páginasFacturaBianca ValdésAún no hay calificaciones
- Progreso Social y LiderazgoDocumento9 páginasProgreso Social y LiderazgoNataliaAún no hay calificaciones
- Lab2 - Pia511 - Quispe Velarde GuadalupeDocumento43 páginasLab2 - Pia511 - Quispe Velarde GuadalupeGuadalupe QAún no hay calificaciones
- Grupo1 Taller2Documento4 páginasGrupo1 Taller2Ingried GRAún no hay calificaciones
- Formulario 3. Ficha SocioeconomicaDocumento2 páginasFormulario 3. Ficha SocioeconomicaJose YacelgaAún no hay calificaciones
- Tesis PostensadoDocumento79 páginasTesis PostensadoRonaldo CjAún no hay calificaciones
- Introducción Cinemática de RobotsDocumento25 páginasIntroducción Cinemática de RobotsgabrielAún no hay calificaciones
- Juan Camilo Salazar PracticaDocumento3 páginasJuan Camilo Salazar PracticaJ-Camilo SalazarAún no hay calificaciones
- Pasta PiedraDocumento2 páginasPasta PiedraGraciela CortiAún no hay calificaciones
- Conceptos Básicos Del Pensamiento Griego Sobre El TiempoDocumento27 páginasConceptos Básicos Del Pensamiento Griego Sobre El TiempoHéctor PeñaAún no hay calificaciones
- Teorema de Bayes PDFDocumento2 páginasTeorema de Bayes PDFEver Hugo Vega OrtizAún no hay calificaciones
- Argos229 MR 2Documento78 páginasArgos229 MR 2Mitzi García BeltránAún no hay calificaciones
- 14 PolímerosDocumento65 páginas14 PolímerosFranciscoGanemAún no hay calificaciones
- Ejercicios 2Documento9 páginasEjercicios 2Favio SamanezAún no hay calificaciones
- Actividades GeografíaDocumento16 páginasActividades GeografíaKhadija Jafari DahbaouiAún no hay calificaciones
- TOMA DE NOTA - Conferencia de La Dra FloraDocumento4 páginasTOMA DE NOTA - Conferencia de La Dra FloraCande Agostina Rodriguez100% (1)
- Quinton en PositivoDocumento1 páginaQuinton en PositivoLaboratoriosQuintonAún no hay calificaciones
- Tranformacion de Coordenadas Geográficas en UtmDocumento6 páginasTranformacion de Coordenadas Geográficas en UtmYési ZDAún no hay calificaciones
- Proyecto LectoescrituraDocumento42 páginasProyecto LectoescrituraSorelys Montilla100% (1)
- Diagrama ISHIKAWADocumento9 páginasDiagrama ISHIKAWAJenifer Estrada AlvarezAún no hay calificaciones
- Preguntas 5 Al 8Documento2 páginasPreguntas 5 Al 8Aldahir ReyesAún no hay calificaciones