También podría gustarte
- Formulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónDe EverandFormulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónCalificación: 5 de 5 estrellas5/5 (2)
- Cursograma AnalÃ-tico Formato Formulado Primera Practica - XLSX - ActualDocumento4 páginasCursograma AnalÃ-tico Formato Formulado Primera Practica - XLSX - ActualGAEL ROMERO MONTAÑOAún no hay calificaciones
- Metodos FinalDocumento15 páginasMetodos FinalWENDY OLIVIA ALMERAZ MEDINAAún no hay calificaciones
- Trabajo Final - de Gestión de Operaciones 2023Documento24 páginasTrabajo Final - de Gestión de Operaciones 2023Shelly Ollaguez MuñozAún no hay calificaciones
- Ficha de Proceso HUMBERTODocumento6 páginasFicha de Proceso HUMBERTOEmpalme incorpAún no hay calificaciones
- ARL-P-002-F1 Diagrama de Identificación de Aspectos AmbientalesDocumento3 páginasARL-P-002-F1 Diagrama de Identificación de Aspectos AmbientalesBomba SeguroAún no hay calificaciones
- Diagrama AnaliticoDocumento4 páginasDiagrama AnaliticoOlaf VillaAún no hay calificaciones
- UntitledDocumento4 páginasUntitledElden Culquicondor HuacchilloAún no hay calificaciones
- Cursogramas Analiticos ActualesDocumento11 páginasCursogramas Analiticos ActualesERIK MAURICIO SOLORZANO MURILLOAún no hay calificaciones
- Ficha Del Producto y Proceso - Formato OkDocumento8 páginasFicha Del Producto y Proceso - Formato OkMau EquihuaAún no hay calificaciones
- Formato de Orden de TrabajoDocumento1 páginaFormato de Orden de TrabajoCCpachachaca LogisticaAún no hay calificaciones
- Cursograma Analítico Formato FormuladoDocumento6 páginasCursograma Analítico Formato FormuladoDiana DuranAún no hay calificaciones
- Dap Del Area LogisticaDocumento4 páginasDap Del Area LogisticaMirella GarciaAún no hay calificaciones
- Cursograma Analítico Formato FormuladoDocumento3 páginasCursograma Analítico Formato FormuladoJheshy Camila Colque MurgaAún no hay calificaciones
- PNL ActualizadoDocumento23 páginasPNL Actualizadolesli atencioAún no hay calificaciones
- PNL ActualizadoDocumento23 páginasPNL Actualizadolesli atencioAún no hay calificaciones
- CCP-SST-PETS-02 Operación Con ExcavadoraDocumento8 páginasCCP-SST-PETS-02 Operación Con ExcavadoraYAWAR RAULÍ SOLÍS DÁVILAAún no hay calificaciones
- P27 - Procedimiento Purga e Inertizacion de TuberiasDocumento9 páginasP27 - Procedimiento Purga e Inertizacion de TuberiasED SA CAAún no hay calificaciones
- Procedimiento Elab. Modelo PetrofisicoDocumento71 páginasProcedimiento Elab. Modelo PetrofisicoRigoberto José Martínez CedeñoAún no hay calificaciones
- Dop de Cubre ZapatoDocumento2 páginasDop de Cubre ZapatoMariluz FernandezAún no hay calificaciones
- Dop de Cubre ZapatoDocumento2 páginasDop de Cubre ZapatoMariluz FernandezAún no hay calificaciones
- Etapa 2 - Diego SuarezDocumento9 páginasEtapa 2 - Diego SuarezYancely PeñaAún no hay calificaciones
- DSP Pets Op 004 Proceso de VoladuraDocumento7 páginasDSP Pets Op 004 Proceso de VoladuraCaminBonAún no hay calificaciones
- Acta de Inspeccion - Medio AmbienteDocumento2 páginasActa de Inspeccion - Medio AmbienteHemyl LouAún no hay calificaciones
- Naid-458 - Cuaderno - de - Informes - Edgar La Rosa Palomino09-2Documento12 páginasNaid-458 - Cuaderno - de - Informes - Edgar La Rosa Palomino09-2Juan CastilloAún no hay calificaciones
- Formato AST 24032023Documento5 páginasFormato AST 24032023Antonio PobleteAún no hay calificaciones
- 1 A 19 Formatos de Inspección de HSEDocumento31 páginas1 A 19 Formatos de Inspección de HSEdannayuliethAún no hay calificaciones
- Excavacion y Perfilado de TerrenoDocumento10 páginasExcavacion y Perfilado de TerrenoCarlos Jesus Espiritu SilvestreAún no hay calificaciones
- Diagrama de Flujo de Procesos y Cursograma AnalíticoDocumento9 páginasDiagrama de Flujo de Procesos y Cursograma AnalíticoKAROL SOFIA CLAROS RAMIREZAún no hay calificaciones
- Cursograma Analítico Formato Formulado Terminado VINODocumento2 páginasCursograma Analítico Formato Formulado Terminado VINOElias PizarroAún no hay calificaciones
- Practicas de Servicio ComunitarioDocumento16 páginasPracticas de Servicio ComunitarioErick Santy ChavezAún no hay calificaciones
- Cursograma Analítico Formato FormuladoDocumento14 páginasCursograma Analítico Formato FormuladoAndrew CarrasqueroAún no hay calificaciones
- Pts Proyecto Limatambo Cobertura Tr4Documento47 páginasPts Proyecto Limatambo Cobertura Tr4jhoendavidAún no hay calificaciones
- BaronetDocumento108 páginasBaronetAndrei BancovichAún no hay calificaciones
- Ficha Del Producto y Proceso Tractor AereoDocumento7 páginasFicha Del Producto y Proceso Tractor AereoJesus FrancoAún no hay calificaciones
- Quilumba Jessica - Porcentaje de Absorción Del Árido FinoDocumento20 páginasQuilumba Jessica - Porcentaje de Absorción Del Árido FinojmAún no hay calificaciones
- Hte-Pts-008 Orden y LimpiezaDocumento21 páginasHte-Pts-008 Orden y LimpiezahugoAún no hay calificaciones
- Occ-P004 Excavacion Mecanica y ManualDocumento9 páginasOcc-P004 Excavacion Mecanica y ManualAneidalid TorresAún no hay calificaciones
- Am2-Sp-prg-sgi-05 Procedimiento Excavación Yo ZanjasDocumento23 páginasAm2-Sp-prg-sgi-05 Procedimiento Excavación Yo ZanjasGleny del Carmen Cortes ManquezAún no hay calificaciones
- Universidad Católica de Santa María: Facultad de Ciencias E Ingenierías Físicas Y FormalesDocumento12 páginasUniversidad Católica de Santa María: Facultad de Ciencias E Ingenierías Físicas Y FormalesDino Quispe TipoAún no hay calificaciones
- TC Seguridad KanaDocumento9 páginasTC Seguridad Kanaarmando kanaAún no hay calificaciones
- 1.-Cuaderno de Trabajo Semana 07 Pasanni SRLDocumento15 páginas1.-Cuaderno de Trabajo Semana 07 Pasanni SRLAide Cerdán AriasAún no hay calificaciones
- Procedimiento de Construccion de de Losa Planta CalDocumento20 páginasProcedimiento de Construccion de de Losa Planta CalCONTROL CALIDAD AM2Aún no hay calificaciones
- Liquidos PenetrantesDocumento4 páginasLiquidos PenetrantesMarco ChimalAún no hay calificaciones
- Estudio Del Trabajo Jose 2Documento12 páginasEstudio Del Trabajo Jose 2jose osisAún no hay calificaciones
- Ma Pi DR Opex J&F 06.06.22Documento3 páginasMa Pi DR Opex J&F 06.06.22Javier López CAún no hay calificaciones
- AVANCE 2 - PROYECTOS - v2Documento16 páginasAVANCE 2 - PROYECTOS - v2jesusAún no hay calificaciones
- INT-0117-OP-PI-01 Rev.1 Corte de CañeriasDocumento22 páginasINT-0117-OP-PI-01 Rev.1 Corte de CañeriasMiguel RiveraAún no hay calificaciones
- Diagrama de Analisis Del Proceso ActualDocumento4 páginasDiagrama de Analisis Del Proceso ActualAndy Elvis MarinAún no hay calificaciones
- EDP-OP-PETS 019 Obturación de Taladros H400, LM90, LM55, H200Documento2 páginasEDP-OP-PETS 019 Obturación de Taladros H400, LM90, LM55, H200Jorge Terrones CAún no hay calificaciones
- De-It-Tu-001 Accesorios, ManguerasDocumento11 páginasDe-It-Tu-001 Accesorios, ManguerasAdrian TocaAún no hay calificaciones
- Fachada de CasaDocumento22 páginasFachada de CasaAlexander Junior Sandoval FloresAún no hay calificaciones
- ..éPEMEX: OficioDocumento104 páginas..éPEMEX: Oficiojecka valencia madrigalAún no hay calificaciones
- Cuaderno de Trabajo 11 CON NOTADocumento14 páginasCuaderno de Trabajo 11 CON NOTAMilagritos MarinAún no hay calificaciones
- Guía General Terminal MaritimaDocumento28 páginasGuía General Terminal MaritimaJorge FloresAún no hay calificaciones
- Procedimiento Especifico AseoDocumento24 páginasProcedimiento Especifico AseoPato Ossandon LayanaAún no hay calificaciones
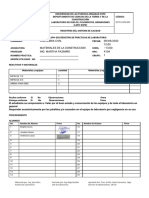
- Formato de Practicas Materiales 1Documento2 páginasFormato de Practicas Materiales 1Leonardo EspinozaAún no hay calificaciones
- ANEXO N°06 REGISTRO DE INSPECCIONES MAYO 2023pdfDocumento66 páginasANEXO N°06 REGISTRO DE INSPECCIONES MAYO 2023pdfLevi AckermanAún no hay calificaciones
- Iperc Continuo Retroexcavadora OkDocumento2 páginasIperc Continuo Retroexcavadora OkNEISERAún no hay calificaciones
- Acero SISA 6F3 - 1.2714 Acero Trabajo en Caliente PDFDocumento2 páginasAcero SISA 6F3 - 1.2714 Acero Trabajo en Caliente PDFGilberto GarciaAún no hay calificaciones
- BrocasDocumento14 páginasBrocasGabriel Fabian100% (1)
- Di-4-Elementos de Unión EstructurasDocumento41 páginasDi-4-Elementos de Unión EstructurasMayra Pacahuala AguirreAún no hay calificaciones
- Informe Final MartilloDocumento6 páginasInforme Final MartilloERNESTO RAUL QUISPE CALDERONAún no hay calificaciones
- Acta FerreteriaDocumento2 páginasActa FerreteriaJulian david Urbano urbanoAún no hay calificaciones
- Roscas Iram 4520Documento17 páginasRoscas Iram 4520Greizer MotabanAún no hay calificaciones
- Cuadro Conclusiones SoldaduraDocumento8 páginasCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Trabajo Escrito Procesos de MecanizadoDocumento22 páginasTrabajo Escrito Procesos de MecanizadoYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Procesos de Manufactura I - Mecanica de CorteDocumento57 páginasProcesos de Manufactura I - Mecanica de CortejuancarlosjuaquinAún no hay calificaciones
- Clases y Tipos de TornoDocumento11 páginasClases y Tipos de TornoHarold StevenAún no hay calificaciones
- STD-006 Pets Taladro de Banco o ColumnaDocumento13 páginasSTD-006 Pets Taladro de Banco o ColumnaWilfredo Jose Nuñez RojoAún no hay calificaciones
- Parcial - Escenario 4 - Primer Bloque-Teorico - Practico - Virtual - Procesos Industriales - (Grupo b04)Documento10 páginasParcial - Escenario 4 - Primer Bloque-Teorico - Practico - Virtual - Procesos Industriales - (Grupo b04)Jefferson Hernandez ValenciaAún no hay calificaciones
- Cilindro Festo Dna 32 3 V P SaDocumento2 páginasCilindro Festo Dna 32 3 V P SaJonathan LanderosAún no hay calificaciones
- Cursos Soldadura & Pailería PresentaciónDocumento15 páginasCursos Soldadura & Pailería PresentaciónleonjacoborafaelAún no hay calificaciones
- Ast TornoDocumento4 páginasAst TornoIvan Guetta HdezAún no hay calificaciones
- Informe Laboratorio MetrologiaDocumento7 páginasInforme Laboratorio MetrologiajsdksagdAún no hay calificaciones
- Proceso de MecanizadoDocumento3 páginasProceso de MecanizadoCarlos LombanaAún no hay calificaciones
- Avance de MauricioDocumento42 páginasAvance de MauricioSalazar Sanchez Anthony FavianAún no hay calificaciones
- Carta Tecnologica 1 PDFDocumento1 páginaCarta Tecnologica 1 PDFLory Stephanie Achury AlvaradoAún no hay calificaciones
- Capítulo 2º Conformado de Metales Por Eliminación de Material.Documento32 páginasCapítulo 2º Conformado de Metales Por Eliminación de Material.Jose Alfredo Bonifacio AlvaradoAún no hay calificaciones
- Tesis de JohanDocumento62 páginasTesis de JohanDag Variedades80% (5)
- Coromill 216Documento8 páginasCoromill 216J Ferreyra LibanoAún no hay calificaciones
- El TaladroDocumento30 páginasEl TaladroVivel Aguilar MenesesAún no hay calificaciones
- Elementos de RoscadoDocumento18 páginasElementos de RoscadoJefry Patiño AlvaradoAún no hay calificaciones
- Tarea de Torno 1..Documento3 páginasTarea de Torno 1..Cueva C Esthefan AnthyAún no hay calificaciones
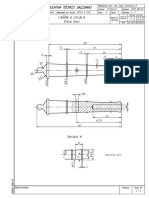
- Fase 2 - Cañón - TornoDocumento2 páginasFase 2 - Cañón - Tornomontalvanj2008Aún no hay calificaciones
- Prensa de EncuadernaciónDocumento19 páginasPrensa de EncuadernaciónCarlos SalgadoAún no hay calificaciones
- Proceso de Manufactura IIDocumento89 páginasProceso de Manufactura IIgtrin15Aún no hay calificaciones
- 12 Taladrado y Operaciones AfinesDocumento35 páginas12 Taladrado y Operaciones AfinesClemente CalderonAún no hay calificaciones
- Tornillos, Tuercas y Arandelas Planas y Grower-SAE 1045Documento6 páginasTornillos, Tuercas y Arandelas Planas y Grower-SAE 1045matis5Aún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Inteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaDe EverandInteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaAna Isabel Sánchez DíezCalificación: 4 de 5 estrellas4/5 (3)
- Guía de aplicacion de la ISO 9001:2015De EverandGuía de aplicacion de la ISO 9001:2015Calificación: 5 de 5 estrellas5/5 (3)
- Cómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialDe EverandCómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialCalificación: 4.5 de 5 estrellas4.5/5 (34)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- El Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenDe EverandEl Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenCalificación: 5 de 5 estrellas5/5 (8)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanCalificación: 5 de 5 estrellas5/5 (1)
- Crear una web desde cero. Paso a paso con Joomla!. 2ª Edición Actualizada: Gráficos y diseño webDe EverandCrear una web desde cero. Paso a paso con Joomla!. 2ª Edición Actualizada: Gráficos y diseño webCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)