También podría gustarte
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Informe de Metrologia PDFDocumento11 páginasInforme de Metrologia PDFMaraya ClaureAún no hay calificaciones
- Taller Graficos de Control .PDF 1Documento26 páginasTaller Graficos de Control .PDF 1Andres David Montes CastillaAún no hay calificaciones
- S03.s1 MaterialDocumento29 páginasS03.s1 MaterialFernando A. Jamanccay ArceAún no hay calificaciones
- Trabajo Final de HidraulicaDocumento15 páginasTrabajo Final de HidraulicaJhonnatan SotomayorAún no hay calificaciones
- A2 Armijos KleverDocumento9 páginasA2 Armijos KleverKLEVER STALIN ARMIJOS HURTADOAún no hay calificaciones
- Pauta Solemne 1 EM 201725Documento4 páginasPauta Solemne 1 EM 201725Nicolás Leiva0% (1)
- Pauta Solemne 1 EM 201725Documento4 páginasPauta Solemne 1 EM 201725dpepepeAún no hay calificaciones
- Diseño Canaleta ParshallDocumento8 páginasDiseño Canaleta ParshallAlvaro Salcedo OchoaAún no hay calificaciones
- Practica 6 GestionDocumento11 páginasPractica 6 GestionPaulo ChiloAún no hay calificaciones
- Madre de Dios Capital de La Biodiverisdad Del PeruDocumento17 páginasMadre de Dios Capital de La Biodiverisdad Del PeruJEFFERSON MORALES ZAVALETAAún no hay calificaciones
- Mec - Fluidos2022 - 1 - Clase4.3EJMDocumento25 páginasMec - Fluidos2022 - 1 - Clase4.3EJMJafeth PortugalAún no hay calificaciones
- DEBERES 3 - CONTRASTE HIPÓTESIS-Y ANOVA - David C - TercerSDocumento16 páginasDEBERES 3 - CONTRASTE HIPÓTESIS-Y ANOVA - David C - TercerSDavid CarvajalAún no hay calificaciones
- Termodinamica Lab Olla de PresionDocumento7 páginasTermodinamica Lab Olla de PresionHenry Valda ZuñigaAún no hay calificaciones
- Ejercicio Convección Forzada InternaDocumento16 páginasEjercicio Convección Forzada InternaFabio VasquezAún no hay calificaciones
- Taller de ControlDocumento16 páginasTaller de ControlAndres David Montes CastillaAún no hay calificaciones
- Evaluación y Control de Agentes Químicos_Solucionario de Examen Final_2020 IIDocumento10 páginasEvaluación y Control de Agentes Químicos_Solucionario de Examen Final_2020 IIJuan Carlos Malpartida SotoAún no hay calificaciones
- Trabajo Control de CalidadDocumento38 páginasTrabajo Control de CalidadAlejandro Rosales Rojas0% (1)
- TPS1 746 Maria InfanteDocumento8 páginasTPS1 746 Maria InfanteLuis Gerardo Infante MachadoAún no hay calificaciones
- Asignacion2ley Ciclootto 72114 G - 1Documento6 páginasAsignacion2ley Ciclootto 72114 G - 1Este Tema MasteAún no hay calificaciones
- Taller Grupal #2Documento6 páginasTaller Grupal #2Nahun MejiaAún no hay calificaciones
- Estadistica Ejercicios 4Documento76 páginasEstadistica Ejercicios 4Sharol Nayu Parhuayo IbarraAún no hay calificaciones
- MÉTODOS ESTADÍSTICOS UNA-TAYACAJADocumento23 páginasMÉTODOS ESTADÍSTICOS UNA-TAYACAJARAQUEL NANCY VELIZ SAGARVINAGAAún no hay calificaciones
- Taller No 2 PDFDocumento26 páginasTaller No 2 PDFYorgi BidoAún no hay calificaciones
- Fuerzas Sobre Placas SumergidasDocumento3 páginasFuerzas Sobre Placas SumergidasKevin Cocheres50% (2)
- Deberes 3Documento33 páginasDeberes 3ErickBjAún no hay calificaciones
- Ejercicio de Diseño de Intercambiador de Calor de Tubos y Coraza (2023)Documento37 páginasEjercicio de Diseño de Intercambiador de Calor de Tubos y Coraza (2023)Thiaris Martinez QuezadaAún no hay calificaciones
- Informe 3 de Lab Fis 102-ViscosimetriaDocumento5 páginasInforme 3 de Lab Fis 102-ViscosimetriaCristofer Gabriel HuantoAún no hay calificaciones
- Ta 5 GoDocumento2 páginasTa 5 GoWilfridoNaviaBarzolaAún no hay calificaciones
- Secador de semillas en contracorrienteDocumento84 páginasSecador de semillas en contracorrientesergio alconAún no hay calificaciones
- Clase 1 FQ 1er ParcialDocumento8 páginasClase 1 FQ 1er ParcialChatoSilvaLoayza100% (2)
- Fase 6Documento10 páginasFase 6BRANDON DUVAN GONZALEZ RODRIGUEZAún no hay calificaciones
- DIFUSIÓN DEL TOLUENO EN AIREDocumento5 páginasDIFUSIÓN DEL TOLUENO EN AIREFLYenyferAún no hay calificaciones
- Ejercicios de La Prueba de HipótesisDocumento15 páginasEjercicios de La Prueba de HipótesisGabriel Corzo VegaAún no hay calificaciones
- Practica Calificada de ESTADISTICA II.06.05.2021Documento8 páginasPractica Calificada de ESTADISTICA II.06.05.2021Jose Manuel Garcia RuizAún no hay calificaciones
- Acha Castro Dany Frank Producto Academico 01Documento6 páginasAcha Castro Dany Frank Producto Academico 01Jose TaypeAún no hay calificaciones
- INFORME QuimicaDocumento8 páginasINFORME QuimicaJoel MinallaAún no hay calificaciones
- CLAVON D Ejercicios1Documento4 páginasCLAVON D Ejercicios1Doris Clavón100% (1)
- Problemas de Tratamientos Termicos-3Documento7 páginasProblemas de Tratamientos Termicos-3Luciane Espinoza VillarroelAún no hay calificaciones
- SEMIFINAL3Documento64 páginasSEMIFINAL3Cristhian OrdoñezAún no hay calificaciones
- Trabajo Final (PCO) TEXTILERIADocumento44 páginasTrabajo Final (PCO) TEXTILERIANataniel ReyesAún no hay calificaciones
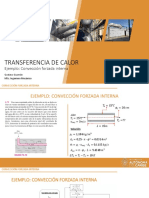
- Calor forzado interno: Ejemplo de convecciónDocumento14 páginasCalor forzado interno: Ejemplo de convecciónGustavoAún no hay calificaciones
- FilasdeesperaDocumento12 páginasFilasdeesperaAli Perez pananaAún no hay calificaciones
- Problemas de Lab. FQ (Parte 3)Documento3 páginasProblemas de Lab. FQ (Parte 3)Stanley EscobarAún no hay calificaciones
- Convección Forzada InternaDocumento10 páginasConvección Forzada InternaKel CelínAún no hay calificaciones
- Problemas Modelos-Consignas Cuestionario N°9Documento13 páginasProblemas Modelos-Consignas Cuestionario N°9leonel lopezAún no hay calificaciones
- Grupo #5Documento8 páginasGrupo #5EstefyAún no hay calificaciones
- Ingenieria IiDocumento12 páginasIngenieria IiDAHANA CAROLINA VARGAS AGROTAAún no hay calificaciones
- Deberes 3 - Contraste HipótesisDocumento22 páginasDeberes 3 - Contraste HipótesisDeysi CarrilloAún no hay calificaciones
- ESTADISTICADocumento16 páginasESTADISTICAMILEIDY PALENCIAAún no hay calificaciones
- Taller N°2 TermodinamicaDocumento3 páginasTaller N°2 TermodinamicaNeiider CobosAún no hay calificaciones
- Costos de MaceracionDocumento4 páginasCostos de Maceracionjeanpierr1Aún no hay calificaciones
- Reporte3acidoacetilsalicilico_M.Olivares_S.SalasDocumento6 páginasReporte3acidoacetilsalicilico_M.Olivares_S.Salasscarlett salasAún no hay calificaciones
- Practica No 5 Modulo de ElasticidadDocumento7 páginasPractica No 5 Modulo de ElasticidadLuis camposAún no hay calificaciones
- Tarea de MasasDocumento4 páginasTarea de MasasFLYenyferAún no hay calificaciones
- Examenes/1er Parcial Hormigon Resuelto 2017Documento8 páginasExamenes/1er Parcial Hormigon Resuelto 2017Luis Rodrigo Aldunate0% (1)
- Proyecto de TermodinamicaDocumento21 páginasProyecto de TermodinamicaNeiser SalasAún no hay calificaciones
- Varon Gtierrez Andres. Segundo ParcialDocumento7 páginasVaron Gtierrez Andres. Segundo ParcialAndres Varon GutierrezAún no hay calificaciones
- Practica 8 TermodinamicaDocumento8 páginasPractica 8 TermodinamicaPamatz Estrada I'rvinAún no hay calificaciones
- Entre GarDocumento9 páginasEntre GarJhonathan BaptistaAún no hay calificaciones
- ListaDocumento4 páginasListaJhonathan BaptistaAún no hay calificaciones
- Laboratorio 2 - Elt2731a - Baptista Torrez Jhonathan MarceloDocumento9 páginasLaboratorio 2 - Elt2731a - Baptista Torrez Jhonathan MarceloJhonathan BaptistaAún no hay calificaciones
- Guía de Avance 03 - Cap 2 y Cap3Documento2 páginasGuía de Avance 03 - Cap 2 y Cap3Jhonathan BaptistaAún no hay calificaciones
- Ensayo en cortocircuito de transformadores monofásicosDocumento9 páginasEnsayo en cortocircuito de transformadores monofásicosJhonathan BaptistaAún no hay calificaciones
- Polea Motora: Nombre 28-10 29-10 Escala 1:5 Dibujo: 1/2Documento1 páginaPolea Motora: Nombre 28-10 29-10 Escala 1:5 Dibujo: 1/2Jhonathan BaptistaAún no hay calificaciones
- Lab 2 Elt2731a Baptista Torrez Jhonathan MarceloDocumento9 páginasLab 2 Elt2731a Baptista Torrez Jhonathan MarceloJhonathan BaptistaAún no hay calificaciones
- Entre GarDocumento9 páginasEntre GarJhonathan BaptistaAún no hay calificaciones
- Ejercicios Curso Mantenimiento PredictivoDocumento13 páginasEjercicios Curso Mantenimiento PredictivoRodrigo AlvarezAún no hay calificaciones
- Ejercicio Motor SíncronoDocumento2 páginasEjercicio Motor SíncronoJhonathan BaptistaAún no hay calificaciones
- 2º.examen 2641 Virtual 1-21Documento1 página2º.examen 2641 Virtual 1-21Jhonathan BaptistaAún no hay calificaciones
- Examen Final (1/2021)Documento1 páginaExamen Final (1/2021)Jhonathan BaptistaAún no hay calificaciones
- 2.4 Oruro Por Tipo de Servicio y ClaseDocumento1 página2.4 Oruro Por Tipo de Servicio y Claseedrielle nayadeAún no hay calificaciones
- 2º.examen 2641 Virtual 1-21Documento1 página2º.examen 2641 Virtual 1-21Jhonathan BaptistaAún no hay calificaciones
- Válvulas y Servoválvulas: Tipos y FuncionamientoDocumento13 páginasVálvulas y Servoválvulas: Tipos y FuncionamientoJhonathan BaptistaAún no hay calificaciones
- Bolivia - Produccion de Carne de Ganado Bovino Segun Año y Mes Por Ciudad 2005 - 2021Documento35 páginasBolivia - Produccion de Carne de Ganado Bovino Segun Año y Mes Por Ciudad 2005 - 2021Jhonathan BaptistaAún no hay calificaciones
- Creación de Un Taller Automotriz - Formularios de GoogleDocumento5 páginasCreación de Un Taller Automotriz - Formularios de GoogleJhonathan BaptistaAún no hay calificaciones
- Lab 4 - Baptista Torrez Jhonathan MarceloDocumento11 páginasLab 4 - Baptista Torrez Jhonathan MarceloJhonathan BaptistaAún no hay calificaciones
- Copia de 1 (Recuperado)Documento33 páginasCopia de 1 (Recuperado)Jhonathan BaptistaAún no hay calificaciones
- Focus Group de Control de CalidadDocumento4 páginasFocus Group de Control de CalidadJhonathan BaptistaAún no hay calificaciones
- Pregunta 3Documento2 páginasPregunta 3Jhonathan BaptistaAún no hay calificaciones
- Formulario Correas22Documento16 páginasFormulario Correas22Jhonathan BaptistaAún no hay calificaciones
- Ejemplo de Preguntas de Examen Categoria I PDFDocumento17 páginasEjemplo de Preguntas de Examen Categoria I PDFmaquiniadoAún no hay calificaciones
- CAPTURASDocumento6 páginasCAPTURASJhonathan BaptistaAún no hay calificaciones
- Análisis de proveedores de grano de girasol para determinar grado de humedad y porcentaje de aceiteDocumento15 páginasAnálisis de proveedores de grano de girasol para determinar grado de humedad y porcentaje de aceiteJhonathan BaptistaAún no hay calificaciones
- DDATOSDocumento90 páginasDDATOSJhonathan BaptistaAún no hay calificaciones
- Lab 2 - Baptista Torrez Jhonathan MarceloDocumento25 páginasLab 2 - Baptista Torrez Jhonathan MarceloJhonathan BaptistaAún no hay calificaciones
- CAPITULO 2 ESTUDIO DE MERCADO ProyDocumento79 páginasCAPITULO 2 ESTUDIO DE MERCADO ProyJhonathan BaptistaAún no hay calificaciones
- Confiabildi BoDocumento3 páginasConfiabildi BoJhonathan BaptistaAún no hay calificaciones
- Evaluacion IncialDocumento11 páginasEvaluacion IncialMarcelaAún no hay calificaciones
- Uno Cartas 1 Don NicolasDocumento6 páginasUno Cartas 1 Don NicolasepicurodesamosAún no hay calificaciones
- Practica Camara de Compensacion Ejercicio 1Documento2 páginasPractica Camara de Compensacion Ejercicio 1Jhep TapiaAún no hay calificaciones
- Retroalimentacion de Contenidos Contabilidad F - JDHDocumento7 páginasRetroalimentacion de Contenidos Contabilidad F - JDHJosé Daniel HdezAún no hay calificaciones
- Trabajo Historieta 1 Unidad.Documento6 páginasTrabajo Historieta 1 Unidad.Paola Villamil100% (1)
- Dialnet PrincipalesAportesDeLaNuevaEconomiaInstitucionalNE 2567660Documento12 páginasDialnet PrincipalesAportesDeLaNuevaEconomiaInstitucionalNE 2567660DavidCaceresCaceresAún no hay calificaciones
- Cuentas Nacionales Producción NuevoDocumento32 páginasCuentas Nacionales Producción Nuevocristhian villalba cardozoAún no hay calificaciones
- CASO OpalDocumento4 páginasCASO OpalDiana Abanto100% (1)
- Actividad 1 - Curso 4Documento1 páginaActividad 1 - Curso 4David GalvánAún no hay calificaciones
- Marco Teórico ProductoDocumento7 páginasMarco Teórico ProductoErika SaiterosAún no hay calificaciones
- IcotermsDocumento13 páginasIcotermsBrandon VazquezAún no hay calificaciones
- Proyecto Final Pronaca PDFDocumento40 páginasProyecto Final Pronaca PDFKerly López100% (2)
- REVISION CONTABILIDAD EDIFICIO ALACRAN DICIEMBRE 2015Documento4 páginasREVISION CONTABILIDAD EDIFICIO ALACRAN DICIEMBRE 2015Comercializadora ZirconAún no hay calificaciones
- Tarea de InvestigaciondsgdsgsfdgsdDocumento7 páginasTarea de InvestigaciondsgdsgsfdgsdMichael CamasAún no hay calificaciones
- Rentas de Segunda CategoriaDocumento64 páginasRentas de Segunda CategoriaHelbert Ortiz Delgado100% (1)
- Capitulo 7 - Los Grupos en Las OrganizacionesDocumento7 páginasCapitulo 7 - Los Grupos en Las OrganizacionesRaul TreviñoAún no hay calificaciones
- Examen Especial Serv. de Limpieza - Piura PDFDocumento19 páginasExamen Especial Serv. de Limpieza - Piura PDFIvanDiestraOlanoAún no hay calificaciones
- Cedulas Trabajo FinalDocumento9 páginasCedulas Trabajo FinalRonny Ugalde MoralesAún no hay calificaciones
- 2.2 - OIT - EconomÃ-A Social y SolidariaDocumento100 páginas2.2 - OIT - EconomÃ-A Social y SolidariaSandra Galarza TorresAún no hay calificaciones
- Informe de Practicas Soptec CorregidoDocumento23 páginasInforme de Practicas Soptec CorregidoMelissa Palomino BernalAún no hay calificaciones
- Análisis de Referentes - Ago 06 2021Documento2 páginasAnálisis de Referentes - Ago 06 2021Juliana fernandezAún no hay calificaciones
- Tipos de Contrata de ObraDocumento2 páginasTipos de Contrata de ObrajuanAún no hay calificaciones
- Caso Pinturas FastDocumento14 páginasCaso Pinturas FastEduardo Carruitero Villena33% (3)
- Foro Temtico 3Documento2 páginasForo Temtico 3MARLYUNARI100% (7)
- CasosPrácticosReconocimientoDividendosRegalíasDocumento5 páginasCasosPrácticosReconocimientoDividendosRegalíasJuan Perez FlorianAún no hay calificaciones
- Factura Cambiaria.Documento28 páginasFactura Cambiaria.J2010A100% (1)
- Regulación financiera y mercados de capitalesDocumento2 páginasRegulación financiera y mercados de capitalesJohann Cordon75% (4)
- Producto-Servicio No ConformeDocumento5 páginasProducto-Servicio No Conformealex velasquezAún no hay calificaciones
- Gfpi-F-019 - Guia - de - Aprendizaje Transversal Emprendimiento 2023Documento10 páginasGfpi-F-019 - Guia - de - Aprendizaje Transversal Emprendimiento 2023YARA STEISY RODRIGUEZ MAHECHAAún no hay calificaciones
- DDMRP Novatec FinalDocumento12 páginasDDMRP Novatec FinalYanira Yarleque VelasquezAún no hay calificaciones