También podría gustarte
- Tubos y TuberiasDocumento33 páginasTubos y TuberiasErik Arias Coronel100% (1)
- Traduccion Norma Nfpa 22 TanquesDocumento4 páginasTraduccion Norma Nfpa 22 TanquesinglalaAún no hay calificaciones
- Fme351 2 Cuestionario Autoevaluacion Uc1142 2Documento5 páginasFme351 2 Cuestionario Autoevaluacion Uc1142 2Marcelino AjuchánAún no hay calificaciones
- SPC Aquavar CPC Spanish PDFDocumento178 páginasSPC Aquavar CPC Spanish PDFAnibal Tobar100% (1)
- Accesorios contra incendio y materiales para tuberíasDocumento1 páginaAccesorios contra incendio y materiales para tuberíasEduardo HuariAún no hay calificaciones
- A795Documento5 páginasA795Melissa Rivera QuispeAún no hay calificaciones
- Limpieza Rutinaria de Costras en Precalentador y Enfriador de ClinkerDocumento4 páginasLimpieza Rutinaria de Costras en Precalentador y Enfriador de ClinkerMauro Portugal LagardaAún no hay calificaciones
- Tesis Modelo Radiacion Termica V2Documento16 páginasTesis Modelo Radiacion Termica V2OPERACIONES JKAún no hay calificaciones
- Detalles de Soportes Colgantes de TuberíasDocumento1 páginaDetalles de Soportes Colgantes de TuberíasGabo RocketPower MorenoAún no hay calificaciones
- SCI Industria Petrolera - Modelos de Radiacion Termica Parte 2Documento15 páginasSCI Industria Petrolera - Modelos de Radiacion Termica Parte 2Torero02Aún no hay calificaciones
- Tubería acero incendioDocumento4 páginasTubería acero incendioJohn Josue Verastegui CarrenoAún no hay calificaciones
- Apuntes Flexibilidad CoraciDocumento44 páginasApuntes Flexibilidad Coraciyxara100% (1)
- A 53 - A 53m - 00 QtuzltawDocumento21 páginasA 53 - A 53m - 00 QtuzltawBryan MAsAún no hay calificaciones
- Normas y Códigos de DiseñoDocumento16 páginasNormas y Códigos de DiseñoLuis Antonio Sánchez SánchezAún no hay calificaciones
- Junta dieléctrica para tuberíasDocumento8 páginasJunta dieléctrica para tuberíaselias2505Aún no hay calificaciones
- Sistema de Extinción A Base de EspumaDocumento8 páginasSistema de Extinción A Base de Espumaoswaldo suarezAún no hay calificaciones
- Iram 3597 + CirDocumento34 páginasIram 3597 + CirJorge Cerasale100% (1)
- Calderas de Fluido TérmicoDocumento11 páginasCalderas de Fluido TérmicoBilly ReyesAún no hay calificaciones
- 02 Academia VikingDocumento49 páginas02 Academia VikingJeison Rodriguez100% (1)
- Catalogo para La Construccion PetroleoDocumento36 páginasCatalogo para La Construccion Petroleolucho chequinelo100% (1)
- Acerrojado 09122018 PDFDocumento44 páginasAcerrojado 09122018 PDFGabriel ValenciaAún no hay calificaciones
- Flexseal-Sellado EstaticoDocumento28 páginasFlexseal-Sellado EstaticoCURRITOJIMENEZAún no hay calificaciones
- Nfpa 20 Pacific Fire PDFDocumento30 páginasNfpa 20 Pacific Fire PDFErnesto CanoAún no hay calificaciones
- Lectura Planos TuberiaDocumento12 páginasLectura Planos TuberiaFausto Enrique Alvarez Baquero100% (1)
- ManualDocumento8 páginasManualeloyrodoAún no hay calificaciones
- Marcado Ce Equipos A PresionDocumento15 páginasMarcado Ce Equipos A Presionpmaymo100% (1)
- Juntas DieléctricasDocumento3 páginasJuntas DieléctricasALAAN89Aún no hay calificaciones
- Filosofía de OperaciónDocumento5 páginasFilosofía de OperaciónFrancisco MefAún no hay calificaciones
- GuiaDocumento45 páginasGuiaJose Luis CarranzaAún no hay calificaciones
- Dimensionado Liras Expansión Con ExcelDocumento5 páginasDimensionado Liras Expansión Con ExcelArturo Roberto Avila100% (2)
- Traceado Eléctrico en TuberíasDocumento0 páginasTraceado Eléctrico en TuberíasSantolfo100% (1)
- DESAUTEL Carrette DN33 PDFDocumento2 páginasDESAUTEL Carrette DN33 PDFAnderson RamosAún no hay calificaciones
- SAIDI Pipes Fittings Flanges Esp PDFDocumento6 páginasSAIDI Pipes Fittings Flanges Esp PDFApolineoAún no hay calificaciones
- Corrosión InternaDocumento16 páginasCorrosión InternaparatodoxAún no hay calificaciones
- Novedades Normativa CEA 4001Documento32 páginasNovedades Normativa CEA 4001mareAún no hay calificaciones
- Ficha Tecnica Codo Ranurado 90Documento1 páginaFicha Tecnica Codo Ranurado 90Ericka MilagritosAún no hay calificaciones
- Brochure PDFDocumento17 páginasBrochure PDFMilena Lemus Fonseca100% (1)
- Tubería de acero de alta resistencia Dyna-Flow® – M-COATDocumento1 páginaTubería de acero de alta resistencia Dyna-Flow® – M-COATIsrael Silva Hgo.50% (2)
- Arturo Arce - Diseño Basado en DesempeñoDocumento41 páginasArturo Arce - Diseño Basado en DesempeñoAna Maria Garcia AriasAún no hay calificaciones
- Memoria DescriptivaDocumento18 páginasMemoria DescriptivaomarrsaAún no hay calificaciones
- LICUATITEDocumento1 páginaLICUATITEmiguelgg78Aún no hay calificaciones
- Sci Fajas TransportadorasDocumento2 páginasSci Fajas TransportadorasHugo Otiniano Plasencia0% (1)
- Vamex Admisión ExpulsiónDocumento16 páginasVamex Admisión ExpulsiónEduardo ArrietaAún no hay calificaciones
- Caja Condulet - Información BásicaDocumento9 páginasCaja Condulet - Información BásicaWilliam García SánchezAún no hay calificaciones
- Nfpa 14 Resumen1Documento122 páginasNfpa 14 Resumen1Diego EscayolAún no hay calificaciones
- Canalizaciones ElectricasDocumento52 páginasCanalizaciones Electricascesar martinezAún no hay calificaciones
- Informe de Mantenimiento Preventivo de Sistema de Presion ConstanteDocumento9 páginasInforme de Mantenimiento Preventivo de Sistema de Presion ConstanteNEliana PlpAún no hay calificaciones
- Especificacion de NormasDocumento2 páginasEspecificacion de NormasJose Antonio Calderon100% (1)
- Ul 711 - Rating and Testing of Fire Extinguishers Pruebas de FuegoDocumento7 páginasUl 711 - Rating and Testing of Fire Extinguishers Pruebas de FuegoAndrés RobattoAún no hay calificaciones
- Valvula Bola Norma DINDocumento8 páginasValvula Bola Norma DINhombre.muerto5959Aún no hay calificaciones
- Catalogo General JeffersonDocumento136 páginasCatalogo General JeffersonKlly CadavidAún no hay calificaciones
- Manual SpectrumDocumento20 páginasManual SpectrumAlvaro Pareja-mAún no hay calificaciones
- Sistemas de tubería de fibra de vidrio para plantas industrialesDocumento3 páginasSistemas de tubería de fibra de vidrio para plantas industrialesLeonardo Ramirez GuzmanAún no hay calificaciones
- Ficha Tecnica Obraductos - Valvula Mariposa WaferDocumento1 páginaFicha Tecnica Obraductos - Valvula Mariposa Waferobraductos ColAún no hay calificaciones
- Introducción a las tuberías metálicasDocumento19 páginasIntroducción a las tuberías metálicasJean Carlo DomAl100% (1)
- Boletin Tecnico de TuberiasDocumento21 páginasBoletin Tecnico de TuberiasHecthor100% (1)
- Piping Introduction Traduccion Chapter 1Documento5 páginasPiping Introduction Traduccion Chapter 1Daniel GaucherAún no hay calificaciones
- Tubos y Tuberias ComercialesDocumento27 páginasTubos y Tuberias ComercialesJefferson Rugel Mogollón100% (4)
- Normas ANSI B16 para Las Tolerancias de EspesoDocumento8 páginasNormas ANSI B16 para Las Tolerancias de EspesoPedraza Raul JoseAún no hay calificaciones
- Normas ANSI B16 para Las Tolerancias de EspesoDocumento7 páginasNormas ANSI B16 para Las Tolerancias de EspesoPedraza Raul JoseAún no hay calificaciones
- Referencias Bibliograficas PDFDocumento3 páginasReferencias Bibliograficas PDFalchemist_fiqAún no hay calificaciones
- Certificados Oc 3100101596Documento35 páginasCertificados Oc 3100101596ErickAún no hay calificaciones
- Anexo 1Documento1 páginaAnexo 1ErickAún no hay calificaciones
- CFP-W-AC-001 Acta de Entrega Comisionado Rev. ADocumento2 páginasCFP-W-AC-001 Acta de Entrega Comisionado Rev. AErickAún no hay calificaciones
- Capítulo 2 - CarátulaDocumento1 páginaCapítulo 2 - CarátulaErickAún no hay calificaciones
- CFP-V-PO-004 Precomisionado de Integridad de Juntas Rev. ADocumento10 páginasCFP-V-PO-004 Precomisionado de Integridad de Juntas Rev. AErickAún no hay calificaciones
- CFP-V-PRO-003 Procedimiento Precomisionado de Barrido de Cañerias Rev. ADocumento5 páginasCFP-V-PRO-003 Procedimiento Precomisionado de Barrido de Cañerias Rev. AErickAún no hay calificaciones
- Anexo 2Documento1 páginaAnexo 2ErickAún no hay calificaciones
- 2.CFP-GEN-PO-001 Glosario Precomisionado, Comisionado y Puesta en Marcha Rev. ADocumento5 páginas2.CFP-GEN-PO-001 Glosario Precomisionado, Comisionado y Puesta en Marcha Rev. AErickAún no hay calificaciones
- CFP-ING-PL-005 Vista Isométrica Planta de Gas Rev. 2Documento1 páginaCFP-ING-PL-005 Vista Isométrica Planta de Gas Rev. 2ErickAún no hay calificaciones
- 1.CFP-GEN-LD-001 Listado de Documentos PRECOM y COM Rev. ADocumento2 páginas1.CFP-GEN-LD-001 Listado de Documentos PRECOM y COM Rev. AErickAún no hay calificaciones
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
- 03 - Informacion Que Aporta La NormalizacionDocumento6 páginas03 - Informacion Que Aporta La NormalizacionAnonymous 6LwW4qi6TiAún no hay calificaciones
- CFP-V-PO-005 Precomisionado de Montaje de Valvulas Rev. ADocumento4 páginasCFP-V-PO-005 Precomisionado de Montaje de Valvulas Rev. AErickAún no hay calificaciones
- CFP-V-AC-001 Acta de Entrega Precomisionado Rev. ADocumento2 páginasCFP-V-AC-001 Acta de Entrega Precomisionado Rev. AErickAún no hay calificaciones
- NormalizacionHistoria1B 001Documento4 páginasNormalizacionHistoria1B 001Emilce Bogado MartinezAún no hay calificaciones
- 02 - Objetivos de La NormalizacionDocumento4 páginas02 - Objetivos de La NormalizacionAnonymous 6LwW4qi6TiAún no hay calificaciones
- SOLDADURADocumento26 páginasSOLDADURARichard Henry Peñaranda PachoAún no hay calificaciones
- Procesos de SoldaduraDocumento12 páginasProcesos de Soldadurakoyiat100% (1)
- Cap. 4 Ela - cal.DePro - SoldaDocumento13 páginasCap. 4 Ela - cal.DePro - SoldaErickAún no hay calificaciones
- Modelizacion Uniones SoldadasDocumento11 páginasModelizacion Uniones SoldadasJose Maria Garcia AlvarezAún no hay calificaciones
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
- Programa de Capacitación - Supervisores de Soldadura.Documento2 páginasPrograma de Capacitación - Supervisores de Soldadura.ErickAún no hay calificaciones
- Procesos de SoldaduraDocumento12 páginasProcesos de Soldadurakoyiat100% (1)
- Soldadura de Acero Corrugado ASTM A-706Documento12 páginasSoldadura de Acero Corrugado ASTM A-706Patricio TamayoAún no hay calificaciones
- Aceros InoxDocumento25 páginasAceros Inoxvictor.bustos.b3080Aún no hay calificaciones
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
- 3733Documento10 páginas3733bitam_27Aún no hay calificaciones
- Boletin Aceros Al CR - MoDocumento6 páginasBoletin Aceros Al CR - MoGuillermo Minchola RomeroAún no hay calificaciones
- ResumenDocumento15 páginasResumenJorge constantino Ramirez AlcántaraAún no hay calificaciones
- CV Jorge MautinoDocumento11 páginasCV Jorge MautinoWalter CzAún no hay calificaciones
- Genesis TorquesDocumento6 páginasGenesis TorquesFrancisco Javier MoraAún no hay calificaciones
- Examen Final SIS 3620Documento2 páginasExamen Final SIS 3620Pablo LedezmaAún no hay calificaciones
- Inyector CalibraciónDocumento2 páginasInyector CalibraciónAnonymous ugnnV3uUbAún no hay calificaciones
- Mecanica de FluidosDocumento43 páginasMecanica de FluidosLaura PiñerosAún no hay calificaciones
- Rele TermicoDocumento4 páginasRele TermicoJoseAún no hay calificaciones
- Catalogo Tuberia Galvanizada 2022Documento3 páginasCatalogo Tuberia Galvanizada 2022Sebastian AcevedoAún no hay calificaciones
- Agitación y MezclaDocumento2 páginasAgitación y MezclaCamilo IlesAún no hay calificaciones
- Ficha de Física #01 - Análisis DimensionalDocumento5 páginasFicha de Física #01 - Análisis DimensionalJesús CubasAún no hay calificaciones
- Ejercicio TermodinamicaDocumento4 páginasEjercicio TermodinamicaGerson Alexander Rauda GuardadoAún no hay calificaciones
- Sistemas concentrados: transferencia de calor y ecuacionesDocumento5 páginasSistemas concentrados: transferencia de calor y ecuacionesAndres Felipe Gonzalez MunozAún no hay calificaciones
- Esfuerzo y Deformación Pt1Documento28 páginasEsfuerzo y Deformación Pt1Jassihel Bermudez CisnerosAún no hay calificaciones
- Guia 2 Yacimientos 1Documento2 páginasGuia 2 Yacimientos 1greomerAún no hay calificaciones
- CONFINAMIENTODocumento7 páginasCONFINAMIENTOKeyvin Yuliño Saldaña VasquesAún no hay calificaciones
- Caja de Cambios GeneralidadesDocumento56 páginasCaja de Cambios GeneralidadesDario Luis Flores CollasAún no hay calificaciones
- Esfuerzo Normal-TangencialDocumento31 páginasEsfuerzo Normal-TangencialLOLI LEON SHIRLEY SHANTALAún no hay calificaciones
- Informe AerodinamicaDocumento18 páginasInforme AerodinamicaLuisa Fernanda Rodríguez0% (2)
- TALLERn3nDEnLOGICAnPROGRAMABLE 996395f5a65b1b3Documento3 páginasTALLERn3nDEnLOGICAnPROGRAMABLE 996395f5a65b1b3jean paul gonzalezAún no hay calificaciones
- AmericanoDocumento20 páginasAmericanoAli Guti QueuloAún no hay calificaciones
- Termodinámica del equilibrio: Ejercicio 11.13Documento5 páginasTermodinámica del equilibrio: Ejercicio 11.13Andrea Sarahi Izquiy VAún no hay calificaciones
- Cálculo cimentación edificio ChancayDocumento23 páginasCálculo cimentación edificio ChancayMAr CruzAún no hay calificaciones
- INSTRUMENTACIONDocumento117 páginasINSTRUMENTACIONdsdAún no hay calificaciones
- Solución: Precalentamiento Humidificación AdiabaticaDocumento8 páginasSolución: Precalentamiento Humidificación AdiabaticaCarmen FernándezAún no hay calificaciones
- 74952-9100.cabrestante CNM08.Documento ComercialDocumento3 páginas74952-9100.cabrestante CNM08.Documento ComercialYoser Alejandro Rodríguez ÁlvarezAún no hay calificaciones
- Informe Semanal 2 Soldadura de MantenimientoDocumento8 páginasInforme Semanal 2 Soldadura de MantenimientoFranklin CruzAún no hay calificaciones
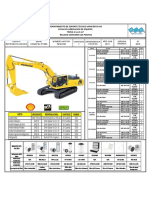
- Komatsu Retroexcavadora PC350Documento1 páginaKomatsu Retroexcavadora PC350Jader LeyvaAún no hay calificaciones
- Pendulo Fisico o CompuestoDocumento4 páginasPendulo Fisico o CompuestoKathyPazmiñoViteriAún no hay calificaciones
- RoscasDocumento15 páginasRoscasalexmartin100% (2)
- Trabajo Individual Equipos de PerforacionDocumento16 páginasTrabajo Individual Equipos de Perforacion75847618Aún no hay calificaciones