También podría gustarte
- Planeacion MRPDocumento24 páginasPlaneacion MRPAlejandro ZavalaAún no hay calificaciones
- Costos - ToC y ABC Pueden Integrarse 05-99Documento21 páginasCostos - ToC y ABC Pueden Integrarse 05-99Alex Summers0% (1)
- T1-S1-Generalidades Del Estudio Del TrabajoDocumento10 páginasT1-S1-Generalidades Del Estudio Del TrabajoCesar ConsAún no hay calificaciones
- Embutido ProfundoDocumento26 páginasEmbutido ProfundoDaniel Parra ArangoAún no hay calificaciones
- TP - Balanceo de Lineas PDFDocumento5 páginasTP - Balanceo de Lineas PDFEdgardo RastelliAún no hay calificaciones
- HEIJUNKADocumento11 páginasHEIJUNKAJck TolentinoAún no hay calificaciones
- Taller N°8 OptDocumento6 páginasTaller N°8 OptEdgard MartinezAún no hay calificaciones
- Sistemas de ManufacturaDocumento2 páginasSistemas de ManufacturaAdánVega100% (2)
- Ejercicios Planeación AgregadaDocumento5 páginasEjercicios Planeación AgregadaJesus Garcia0% (1)
- Modelo de AutoservicioDocumento6 páginasModelo de AutoservicioLizShampooAún no hay calificaciones
- Investigacion Teoria de ColasDocumento41 páginasInvestigacion Teoria de ColasALEXIS GABRIEL RUVALCABA GALINDOAún no hay calificaciones
- Planeación de La CapacidadDocumento80 páginasPlaneación de La CapacidadDiana BanegasAún no hay calificaciones
- Primer Parcial Normas de Calidad en La Produccion 2Documento11 páginasPrimer Parcial Normas de Calidad en La Produccion 2Lucy MosqueraAún no hay calificaciones
- VPN, TirDocumento11 páginasVPN, TirMarco Antonio VillegasAún no hay calificaciones
- (685028391) Manufactura SincronizadaDocumento29 páginas(685028391) Manufactura SincronizadaJhesus GarciaAún no hay calificaciones
- Rediseño Del Layout de Una Linea de EnsambleDocumento14 páginasRediseño Del Layout de Una Linea de EnsambleToniPurataAún no hay calificaciones
- Ejemplo Caso Practico Capacitacion.Documento5 páginasEjemplo Caso Practico Capacitacion.Tavo RuizAún no hay calificaciones
- Practica 2Documento7 páginasPractica 2Fabian Arce RiosAún no hay calificaciones
- Evolucíon Procesos de ManufacturaDocumento12 páginasEvolucíon Procesos de ManufacturaEdisson Arley Guzman Lopez50% (2)
- Mapeo Del ValorDocumento46 páginasMapeo Del ValorHector AyalaAún no hay calificaciones
- Suavización ExponencialDocumento9 páginasSuavización ExponencialSOLAún no hay calificaciones
- Teoria de RestriccionesDocumento12 páginasTeoria de RestriccionesJuan PaterninaAún no hay calificaciones
- Apuntes UpiicsaDocumento236 páginasApuntes UpiicsaRetanyzMatlalcoatlDragonAún no hay calificaciones
- Taller Evaluacion Libro La MetaDocumento1 páginaTaller Evaluacion Libro La MetaGinna Fernanda Ortiz PeñaAún no hay calificaciones
- Act 1. Administración de Las RestriccionesDocumento5 páginasAct 1. Administración de Las RestriccionesTelma Pari SusañoAún no hay calificaciones
- Modelos Lote Dinámico FINALDocumento34 páginasModelos Lote Dinámico FINALLAURAKROAún no hay calificaciones
- Cadenas de MarkovDocumento8 páginasCadenas de MarkovSARAY HERNÁNDEZAún no hay calificaciones
- Manual de Practicas Estadistica Inferencial IIDocumento10 páginasManual de Practicas Estadistica Inferencial IIbeto206123Aún no hay calificaciones
- 05 Presentacion Colas 2015Documento123 páginas05 Presentacion Colas 2015Jose TitoAún no hay calificaciones
- Ensayo MentefacturaDocumento22 páginasEnsayo MentefacturaAna Teresa Rodriguez A.Aún no hay calificaciones
- Modelo EOQDocumento2 páginasModelo EOQKevin SiadoAún no hay calificaciones
- Diseños Factoriales 2kDocumento25 páginasDiseños Factoriales 2kERIKA TATIANA PATINO JIMENEZAún no hay calificaciones
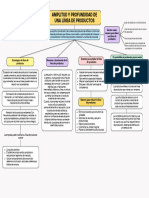
- Amplitud y Profundidad de Una Línea de ProductosDocumento1 páginaAmplitud y Profundidad de Una Línea de ProductosLESLIE RUBI LEMUS ROSALESAún no hay calificaciones
- El Dilema Del Prisionero Clásico EjemploDocumento10 páginasEl Dilema Del Prisionero Clásico Ejemploblameco60Aún no hay calificaciones
- Como Elegir La Tecnica Correcta para Hacer Un PronosticoDocumento2 páginasComo Elegir La Tecnica Correcta para Hacer Un PronosticoAntonio Cuervo PalaciosAún no hay calificaciones
- PMS y PMPDocumento5 páginasPMS y PMPKelly CalveraAún no hay calificaciones
- Mapa Conceptual Evolución MercadotecniaDocumento3 páginasMapa Conceptual Evolución MercadotecniaIvanna KassAún no hay calificaciones
- Interjet PDFDocumento2 páginasInterjet PDFMarisol Miriam Velasque QuispeAún no hay calificaciones
- 12 Newsvendor ModelDocumento41 páginas12 Newsvendor ModelDarla Jerelly0% (1)
- Encuesta de Mercado de ConsumoDocumento9 páginasEncuesta de Mercado de ConsumoMagda FloresAún no hay calificaciones
- Reporte de Lectura de La MetaDocumento3 páginasReporte de Lectura de La MetaDIAún no hay calificaciones
- Ensayo Stockless ProductionDocumento2 páginasEnsayo Stockless ProductionMiguel Antonio Gonzalez100% (1)
- SMEDDocumento1 páginaSMEDDianaCardenasRojasAún no hay calificaciones
- Poka YokeDocumento1 páginaPoka YokenadiaAún no hay calificaciones
- Balance de Línea y Manufactura EsbeltaDocumento22 páginasBalance de Línea y Manufactura EsbeltaFERNANDO AVILAAún no hay calificaciones
- Exposicion Administracion de Operaciones ActualizadoDocumento41 páginasExposicion Administracion de Operaciones ActualizadoAlessandric GuillénAún no hay calificaciones
- Presentacion Proyecto FinalDocumento13 páginasPresentacion Proyecto FinalMarcell Tejeda Sanchez0% (1)
- Balanceo de Línea de Producción en Una Compañía de ManufacturaDocumento10 páginasBalanceo de Línea de Producción en Una Compañía de ManufacturaJessica Lorena Rodríguez LopezAún no hay calificaciones
- SISTEMA NEUMÁTICO COMPRESOR Y RED DE DISTRIBUCIÓN DE AIRE DocumentoDocumento18 páginasSISTEMA NEUMÁTICO COMPRESOR Y RED DE DISTRIBUCIÓN DE AIRE DocumentoMaicol MejiaAún no hay calificaciones
- Clases GCS-115 PDFDocumento33 páginasClases GCS-115 PDFGaPa GoGoAún no hay calificaciones
- Ejercicios de Pronóstico PDFDocumento5 páginasEjercicios de Pronóstico PDFClaudio Aldana0% (1)
- Pratica #1Documento9 páginasPratica #1MrFelix 28715Aún no hay calificaciones
- Pronostico de La Demanda Gestion de La ProduccionDocumento3 páginasPronostico de La Demanda Gestion de La ProduccionWilberth RamosAún no hay calificaciones
- Act Fun 3 Lista Materiales, Ruta Proceso y Demanda Del ClienteDocumento5 páginasAct Fun 3 Lista Materiales, Ruta Proceso y Demanda Del ClienteAlexis Eduardo Purata100% (1)
- Investigacion MRPDocumento34 páginasInvestigacion MRPAble-bodied LopezAún no hay calificaciones
- Manual de pronósticos para la toma de decisionesDe EverandManual de pronósticos para la toma de decisionesCalificación: 5 de 5 estrellas5/5 (1)
- Planeacion de La Produccion-1Documento6 páginasPlaneacion de La Produccion-1maia valentinaAún no hay calificaciones
- Necesidad de Establecer Un PronósticoDocumento20 páginasNecesidad de Establecer Un PronósticoJoarys Joaquin PonceAún no hay calificaciones
- 1.3 Marco Conceptual Del PronósticoDocumento4 páginas1.3 Marco Conceptual Del PronósticoLaura CedillosAún no hay calificaciones
- Previsiones de La DemandaDocumento6 páginasPrevisiones de La DemandaDaniela Carranza SolisAún no hay calificaciones
- LuisCanuto M2A2Documento10 páginasLuisCanuto M2A2Joan CruzAún no hay calificaciones
- Material Del Participante M3 2022Documento137 páginasMaterial Del Participante M3 2022Joan CruzAún no hay calificaciones
- Logistica y Operaciones - MI - Gen 2021-VDocumento192 páginasLogistica y Operaciones - MI - Gen 2021-VJoan CruzAún no hay calificaciones
- Carta Motivos DiplomadoDocumento1 páginaCarta Motivos DiplomadoJoan CruzAún no hay calificaciones
- LuisCanuto M2A3Documento3 páginasLuisCanuto M2A3Joan CruzAún no hay calificaciones
- Material de Participante - M2 - Gen 2022-IIDocumento158 páginasMaterial de Participante - M2 - Gen 2022-IIJoan CruzAún no hay calificaciones
- LuisCanuto M2A1Documento12 páginasLuisCanuto M2A1Joan CruzAún no hay calificaciones
- Carta Motivos DiplomadoDocumento1 páginaCarta Motivos DiplomadoJoan CruzAún no hay calificaciones
- Tarea Luis MateDocumento15 páginasTarea Luis MateJoan CruzAún no hay calificaciones
- Ejercicios de EstequimetriaDocumento7 páginasEjercicios de EstequimetriaAlexander GarofaloAún no hay calificaciones
- EstequiometriaDocumento3 páginasEstequiometriaJoan CruzAún no hay calificaciones
- Guia Ejercicios de EstequiometriaDocumento4 páginasGuia Ejercicios de EstequiometriaDarwin Contreras Pacheco100% (1)
- EstequiometriaDocumento2 páginasEstequiometriaGiovanni CastromonteAún no hay calificaciones
- Problemas EstequiometriaDocumento4 páginasProblemas EstequiometriaMauricio UrquizoAún no hay calificaciones
- Fq1 Bach EstequiometDocumento1 páginaFq1 Bach EstequiometJuan PereiraAún no hay calificaciones
- Fq1 Bach EstequiometDocumento1 páginaFq1 Bach EstequiometJuan PereiraAún no hay calificaciones
- Acto 10Documento8 páginasActo 10Danny NeutaAún no hay calificaciones
- Expediente Ochavillo v1.2Documento61 páginasExpediente Ochavillo v1.2ManuelDelgadoMilanAún no hay calificaciones
- Fernandez-Moujan NuevoDocumento2 páginasFernandez-Moujan NuevoManu Cavallera100% (1)
- SENATIDocumento15 páginasSENATICyntia Negron veraAún no hay calificaciones
- Estatutos Del Rito Nacional Mexicano PDFDocumento2 páginasEstatutos Del Rito Nacional Mexicano PDFMario SergioAún no hay calificaciones
- LaneDocumento11 páginasLaneMarilynDominguezAún no hay calificaciones
- Aspectos Formales de La Lengua EscritaDocumento2 páginasAspectos Formales de La Lengua EscritaDiana VillamizarAún no hay calificaciones
- Himno de ColombiaDocumento1 páginaHimno de ColombiaCjHmezaAún no hay calificaciones
- Resumen EjecutivoDocumento17 páginasResumen EjecutivoSilvia Patricia Perez AtenciaAún no hay calificaciones
- Estado Del Arte RobotDocumento5 páginasEstado Del Arte RobotJose MachucaAún no hay calificaciones
- Informe Juridico - Tarea Civil IIDocumento3 páginasInforme Juridico - Tarea Civil IIalex de la cruz yalanAún no hay calificaciones
- Tilde DiacríticaDocumento6 páginasTilde DiacríticaAracely HuallpaAún no hay calificaciones
- Numero 5 Ordenamiento Juridico PeruanoDocumento14 páginasNumero 5 Ordenamiento Juridico PeruanoDavid Samuel Acevedo RaymundoAún no hay calificaciones
- Vicente Armengot F PDF TFGDocumento46 páginasVicente Armengot F PDF TFGfranchoco.13Aún no hay calificaciones
- Carta de DespedidaDocumento2 páginasCarta de DespedidaFranco ArceAún no hay calificaciones
- El Fraude en La Ciencia. El Caso HwangDocumento8 páginasEl Fraude en La Ciencia. El Caso HwangAndrea Marcela AguirreAún no hay calificaciones
- VIBRACIONESDocumento25 páginasVIBRACIONESYoselin RosarioAún no hay calificaciones
- NEBULIZACIONESDocumento2 páginasNEBULIZACIONESlesly quirozAún no hay calificaciones
- 13-18 de Agosto-Diario de CampoDocumento5 páginas13-18 de Agosto-Diario de CampoCarmona LuzAún no hay calificaciones
- Funciones Vectoriales de Variable RealDocumento31 páginasFunciones Vectoriales de Variable RealThalía Cintya Mendoza CarriónAún no hay calificaciones
- Demanda Laboral OstigamientoDocumento4 páginasDemanda Laboral OstigamientoVanessa Chicllasto OblitasAún no hay calificaciones
- Análisis de FuentesDocumento9 páginasAnálisis de FuentesMaximo Andres Moreno AzabacheAún no hay calificaciones
- Un Viajero Del Siglo Xix - Ignacio Manuel Altamirano - Las Crónicas de FerrocarrilesDocumento10 páginasUn Viajero Del Siglo Xix - Ignacio Manuel Altamirano - Las Crónicas de FerrocarrilesSandra Mian100% (1)
- Matriz de Consistencia. PolDocumento2 páginasMatriz de Consistencia. PolkevinAún no hay calificaciones
- Psique Organismo PDFDocumento5 páginasPsique Organismo PDFRodrigo AguileraAún no hay calificaciones
- Método de Aproximación de VogelDocumento9 páginasMétodo de Aproximación de VogelhmurciaAún no hay calificaciones
- Taller #8 NeoplasiasDocumento97 páginasTaller #8 NeoplasiasBruno RamírezAún no hay calificaciones
- 1987 VuskovicDocumento8 páginas1987 VuskovicsantoshercegAún no hay calificaciones
- Act 2 Tabla de RegistroDocumento3 páginasAct 2 Tabla de RegistroKarla Urias CarreraAún no hay calificaciones
- Consecuencia JurídicaDocumento2 páginasConsecuencia JurídicaLarissa Saravia87% (15)