También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocumento44 páginasAjustes y Tolerancias en Los Procesos de Mecanizadofabian garciaAún no hay calificaciones
- Desoxigel Ficha TécnicaDocumento4 páginasDesoxigel Ficha TécnicaWilliam Pérez PalomequeAún no hay calificaciones
- Ajustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaDocumento28 páginasAjustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaKatherinne SutizalAún no hay calificaciones
- Ajustes y Tolerancias (Metrología Avanzada)Documento87 páginasAjustes y Tolerancias (Metrología Avanzada)Anonymous PedDFc9wIi100% (2)
- Tolerancias TECSUPDocumento27 páginasTolerancias TECSUPdabalejoAún no hay calificaciones
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocumento25 páginasAjustes y Tolerancias en Los Procesos de MecanizadoMario100% (1)
- Presentación Ajustes y ToleranciasDocumento30 páginasPresentación Ajustes y ToleranciasAnonymous s8uUw1Aún no hay calificaciones
- Tolerancias TTTDocumento44 páginasTolerancias TTTLuis Alberto Blas RiveraAún no hay calificaciones
- AjustesyTolerancias-de RodamientosDocumento60 páginasAjustesyTolerancias-de Rodamientosorlando quilicheAún no hay calificaciones
- TOLERANCIASDocumento37 páginasTOLERANCIASjesusAún no hay calificaciones
- Aplicacion de Las Tolerancias de Fabricacion DimensionesDocumento38 páginasAplicacion de Las Tolerancias de Fabricacion DimensionesAlvaro IgnacioAún no hay calificaciones
- Ajustes y ToleranciasDocumento60 páginasAjustes y ToleranciasAngel Echevarría AraucoAún no hay calificaciones
- MEC05-Ajustes y ToleranciasDocumento43 páginasMEC05-Ajustes y Toleranciasc07170100% (1)
- Acciones de ControlDocumento6 páginasAcciones de ControlRigoberto AEAún no hay calificaciones
- Tolerancias TECSUPDocumento28 páginasTolerancias TECSUPCesar Raul Alta-Torre FloresAún no hay calificaciones
- Tolerancia y AjustesDocumento40 páginasTolerancia y AjustesIsmaelAún no hay calificaciones
- Practica02 HTML5-CSS3Documento2 páginasPractica02 HTML5-CSS3mayteAún no hay calificaciones
- Manual de Tutoria y Plan de Acción TutorialDocumento66 páginasManual de Tutoria y Plan de Acción TutorialJuan PerezAún no hay calificaciones
- Tolerancias Dimensionales.Documento40 páginasTolerancias Dimensionales.Rodolfo J. Buenrostro100% (1)
- UNIDAD 1 Ajustes y ToleranciasDocumento19 páginasUNIDAD 1 Ajustes y ToleranciasXavier MecAún no hay calificaciones
- Rugosidad, Ajuste y Tolerancia.2Documento8 páginasRugosidad, Ajuste y Tolerancia.2Jaleita de SanditaAún no hay calificaciones
- Ajuste y Tolerancias Propio1Documento31 páginasAjuste y Tolerancias Propio1Franklin Sanchez100% (1)
- Ajustes y ToleranciasDocumento32 páginasAjustes y ToleranciasMikhael Giordan CAAún no hay calificaciones
- Tolerancias y Ajuste 1Documento7 páginasTolerancias y Ajuste 1Johan HcAún no hay calificaciones
- Tolerancias y AjusteDocumento30 páginasTolerancias y AjusteRODOLFO DANIEL CRUZ CABRERAAún no hay calificaciones
- Sistemas de RetroalimentaciónDocumento4 páginasSistemas de RetroalimentaciónRigoberto AE100% (1)
- Sistemas de RetroalimentaciónDocumento4 páginasSistemas de RetroalimentaciónRigoberto AE100% (1)
- p1 LM b1 Fs Desplazamiento y Orientación (Derecha Izquierda, Arriba Abajo)Documento9 páginasp1 LM b1 Fs Desplazamiento y Orientación (Derecha Izquierda, Arriba Abajo)Roque E. Madalaydy RossiAún no hay calificaciones
- 01 Tolerancias CompletaDocumento37 páginas01 Tolerancias CompletaLuis Fernando HernándezAún no hay calificaciones
- Tipo de Máquina Herramienta Errores ( M)Documento7 páginasTipo de Máquina Herramienta Errores ( M)Angel Padilla AcarapiAún no hay calificaciones
- Tutorial Nº 19Documento40 páginasTutorial Nº 19julio aliaga villegasAún no hay calificaciones
- Ajustes y Tolerancias 1Documento12 páginasAjustes y Tolerancias 1Edgar AlvaradoAún no hay calificaciones
- Ajustes y Tolerancias 1Documento13 páginasAjustes y Tolerancias 1jhoan gómezAún no hay calificaciones
- TOLERANCIASDocumento20 páginasTOLERANCIASAndi YauriciriacoAún no hay calificaciones
- Ajustes y Tolerancias enDocumento8 páginasAjustes y Tolerancias enLen TsjAún no hay calificaciones
- 3.2 Tolerancia Dimensional y AjustesDocumento27 páginas3.2 Tolerancia Dimensional y Ajustesmarisolbeltran776Aún no hay calificaciones
- Presentacion Ajuste y ToleranciaDocumento24 páginasPresentacion Ajuste y ToleranciaGABRIEL COLLAGUAZO SORIAAún no hay calificaciones
- Tolerancias CadDocumento17 páginasTolerancias Cadluis fernando tezocotitla floresAún no hay calificaciones
- Tolerancias y AjustesDocumento5 páginasTolerancias y AjustesEmanuel RivasAún no hay calificaciones
- TORNOOOODocumento12 páginasTORNOOOONunc KCAún no hay calificaciones
- Tolerancia y Ajustes (Diseño de Maquinas)Documento10 páginasTolerancia y Ajustes (Diseño de Maquinas)aruanis gomezAún no hay calificaciones
- Ajustes y Tolerancias en Procesos MecDocumento29 páginasAjustes y Tolerancias en Procesos MecJuan LopezAún no hay calificaciones
- Nociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Documento37 páginasNociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Raul MedinaAún no hay calificaciones
- Normas TornillosDocumento14 páginasNormas TornillosCristofer NavaAún no hay calificaciones
- Unidad Didáctica Multimedia de Dibujo Mecánico I N°5 (Copia)Documento25 páginasUnidad Didáctica Multimedia de Dibujo Mecánico I N°5 (Copia)julio calvoAún no hay calificaciones
- Informe Ajustes y ToleranciasDocumento6 páginasInforme Ajustes y ToleranciasMarcos RodrigoAún no hay calificaciones
- Tolerenacias WordDocumento29 páginasTolerenacias WordAlex ZuzAún no hay calificaciones
- Ajuste y Tol. para SemestralDocumento13 páginasAjuste y Tol. para SemestralRolando PinelAún no hay calificaciones
- 1Documento28 páginas1Johan RobertoAún no hay calificaciones
- Tolerancia de FabricaciónDocumento6 páginasTolerancia de FabricaciónTu Xikita RozithaAún no hay calificaciones
- Teo 07 17f Toleràncies 33pDocumento33 páginasTeo 07 17f Toleràncies 33pKore MyrthaAún no hay calificaciones
- Guia de Tolerancias DimensionalesDocumento14 páginasGuia de Tolerancias Dimensionalesjesus medinaAún no hay calificaciones
- Ajustes y ToleranciasDocumento71 páginasAjustes y ToleranciasOscar MorenoAún no hay calificaciones
- Ajustes y ToleranciasDocumento38 páginasAjustes y Toleranciasfrancoalzogaray1980Aún no hay calificaciones
- Gestión y Mantenimiento de Maquinaria IndustrialDocumento20 páginasGestión y Mantenimiento de Maquinaria IndustrialAdailton Umasi PilaAún no hay calificaciones
- Presentación Mecánica 16092022Documento17 páginasPresentación Mecánica 16092022luis barbaAún no hay calificaciones
- UNIDAD II - Dimensiones Ajustes y Tolerancias PDFDocumento31 páginasUNIDAD II - Dimensiones Ajustes y Tolerancias PDFDahe RodulfoAún no hay calificaciones
- Ajustes y ToleranciasDocumento15 páginasAjustes y ToleranciasHenry Ramirez TrujilloAún no hay calificaciones
- Guia ToleranciasDocumento21 páginasGuia Toleranciasgrivany godoyAún no hay calificaciones
- Ensayo I. ManufacturaDocumento23 páginasEnsayo I. ManufacturaFelipe SuárezAún no hay calificaciones
- Tolerancias y AjustesDocumento5 páginasTolerancias y AjustesCarlosF010Aún no hay calificaciones
- Ajuste y ToleranciaDocumento52 páginasAjuste y ToleranciaLuisangel NavaAún no hay calificaciones
- Aju y TolDocumento4 páginasAju y TolLucía GonzálezAún no hay calificaciones
- Ajustes y ToleranciasDocumento16 páginasAjustes y ToleranciasAriel Díaz100% (1)
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocumento2 páginasAjustes y Tolerancias en Los Procesos de MecanizadoMiguel Angel100% (1)
- TyCDiasBBVA Sep20Documento10 páginasTyCDiasBBVA Sep20Rigoberto AEAún no hay calificaciones
- Índice de Miller y Defectos en Las Estucturas CristalinasDocumento6 páginasÍndice de Miller y Defectos en Las Estucturas CristalinasRigoberto AEAún no hay calificaciones
- Digrama de Flujo Sociedades CooperativasDocumento1 páginaDigrama de Flujo Sociedades CooperativasRigoberto AEAún no hay calificaciones
- Los NFT y La Nueva Revolución Del BlockchainDocumento3 páginasLos NFT y La Nueva Revolución Del BlockchainJosue Nina CuchilloAún no hay calificaciones
- Presentación de La Activación de Ruta IntersectorialDocumento3 páginasPresentación de La Activación de Ruta Intersectorialleiidy hiidalgoAún no hay calificaciones
- Estrategia ComunicacionalDocumento3 páginasEstrategia ComunicacionalFanny Cerda ArancibiaAún no hay calificaciones
- El Problema y Su DelimitaciónDocumento13 páginasEl Problema y Su DelimitaciónJowhan AlvizuresAún no hay calificaciones
- Unidad 2. Las Sociedades MercantilesDocumento22 páginasUnidad 2. Las Sociedades MercantilesDiana Esmeralda Merino Carrillo0% (1)
- Bloque IV Era Del Capitalismo VigilanciaDocumento13 páginasBloque IV Era Del Capitalismo VigilanciaJoan Andres OsorioAún no hay calificaciones
- Cortazar DobleDocumento5 páginasCortazar DobleNehemías Vega MendietaAún no hay calificaciones
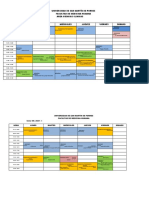
- Horario Semanal Area Clinicas Sincrónico 2021 - IDocumento5 páginasHorario Semanal Area Clinicas Sincrónico 2021 - IMarcelo Riveros PicónAún no hay calificaciones
- La Velocidad de La Oscuridad - Elizabeth Moon PDFDocumento298 páginasLa Velocidad de La Oscuridad - Elizabeth Moon PDFGarcia Tjo100% (1)
- PDC 4°-2Documento26 páginasPDC 4°-2Marisol ApazaAún no hay calificaciones
- 05 Guia LaboralDocumento53 páginas05 Guia LaboralMarina Seoy100% (3)
- Adm FinancieraDocumento12 páginasAdm FinancieraYadira Cantú0% (2)
- Anexo 1 Analisis ConceptualDocumento6 páginasAnexo 1 Analisis Conceptualariel pereiraAún no hay calificaciones
- Cuadernillo Algebra 1 6Documento6 páginasCuadernillo Algebra 1 6Luis Eduardo LlanganateAún no hay calificaciones
- Nociones Teóricas y Fundamentales de La Economía, ExposiciónDocumento6 páginasNociones Teóricas y Fundamentales de La Economía, ExposiciónJose Manuel Geraldo OrtegaAún no hay calificaciones
- Onboarding Test Automation - 261020-0936-342Documento6 páginasOnboarding Test Automation - 261020-0936-342PAULA ANDREA RAMIREZ MORENOAún no hay calificaciones
- Actividad d2Documento6 páginasActividad d2Ayala StivenAún no hay calificaciones
- 5 Fuerzas de PorterDocumento9 páginas5 Fuerzas de PorterBienestar Ins TRAún no hay calificaciones
- NeurofeedbackDocumento2 páginasNeurofeedbackFundacion Humana100% (1)
- Hands Free Culture PDFDocumento23 páginasHands Free Culture PDFJose Luis CastilloAún no hay calificaciones
- Gaceta Del CEGUDocumento16 páginasGaceta Del CEGUFundayacucho AnzoáteguiAún no hay calificaciones
- Ugma Derecho Administrativo OriginalDocumento18 páginasUgma Derecho Administrativo Originalyoniel fariasAún no hay calificaciones
- Foro Tematico Logistica IIDocumento2 páginasForo Tematico Logistica IIClaudia VillarAún no hay calificaciones
- Qué Es La GeografíaDocumento11 páginasQué Es La GeografíaFrew Jesus FlowersAún no hay calificaciones
- Tarea 7 Procesos CognitivosDocumento9 páginasTarea 7 Procesos Cognitivosluzperfina100% (2)
- Misa Virgen de SuyapaDocumento2 páginasMisa Virgen de SuyapaEd LanzaAún no hay calificaciones