También podría gustarte
- Rethane HS 700 Certificado de CalidadDocumento1 páginaRethane HS 700 Certificado de CalidadFreddy Taipe CruAún no hay calificaciones
- InstructivoDocumento39 páginasInstructivoAlejandraAún no hay calificaciones
- 1 Ficha Técnica - Mortero Celular LD-CLSM PacasmayoDocumento2 páginas1 Ficha Técnica - Mortero Celular LD-CLSM PacasmayoFernando GastañaduíAún no hay calificaciones
- Ensaye a compresión de cilindros de concreto normal y con aditivosDocumento13 páginasEnsaye a compresión de cilindros de concreto normal y con aditivosSonia Arellano TreviñoAún no hay calificaciones
- Pruebas en Concreto: Moldes Cuadrados Vs Paneles CircularesDocumento5 páginasPruebas en Concreto: Moldes Cuadrados Vs Paneles CircularescesarvelezAún no hay calificaciones
- NASH 2BE4 P2620 LargePumps EsDocumento4 páginasNASH 2BE4 P2620 LargePumps EsagrovadoAún no hay calificaciones
- Molienda CementoDocumento293 páginasMolienda CementoDavid Valdivia HumerezAún no hay calificaciones
- Monografia Admi FinalDocumento38 páginasMonografia Admi FinalAlbert Denilson David RengifoAún no hay calificaciones
- Guía completa sobre tolerancias y ajustes mecánicosDocumento80 páginasGuía completa sobre tolerancias y ajustes mecánicosJss11Aún no hay calificaciones
- TA1 MaterialesDocumento3 páginasTA1 Materialesmateriales ta1Aún no hay calificaciones
- Playa de Azkorri PDFDocumento16 páginasPlaya de Azkorri PDFRoberto Nuñez MontalvoAún no hay calificaciones
- Planos técnicos mecánicos: tipos y normasDocumento10 páginasPlanos técnicos mecánicos: tipos y normasAnderson JaimesAún no hay calificaciones
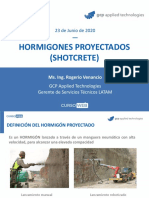
- Webinar SHOTCRETEDocumento42 páginasWebinar SHOTCRETEmatias tenichAún no hay calificaciones
- Catalogo HabasitDocumento2 páginasCatalogo HabasitYuLiet Suarez MAún no hay calificaciones
- Tesis Molino Analisis de DatosDocumento373 páginasTesis Molino Analisis de DatosEleazar Zirena100% (1)
- Cabrestante hidráulico 60kN manualDocumento10 páginasCabrestante hidráulico 60kN manualPeluso GarciaAún no hay calificaciones
- Manual de Proheat MillerDocumento80 páginasManual de Proheat MillerWilmer QuiullaAún no hay calificaciones
- Clase de AcerosDocumento82 páginasClase de AcerosJose PattiAún no hay calificaciones
- Poliuretano PDFDocumento4 páginasPoliuretano PDFNil Gonzalez DunkleyAún no hay calificaciones
- Mantenimiento de Reductores CoaxialDocumento4 páginasMantenimiento de Reductores Coaxialluis alfredo mejia rodriguezAún no hay calificaciones
- Pruebas Cemento PDFDocumento27 páginasPruebas Cemento PDFhectorgodoylaraAún no hay calificaciones
- Ensayo de Cementos y MorterosDocumento27 páginasEnsayo de Cementos y MorterosJesus CalleAún no hay calificaciones
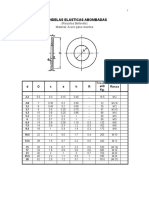
- Arandelas elásticas abombadas y tornillosDocumento30 páginasArandelas elásticas abombadas y tornillosgabAún no hay calificaciones
- Mortero 20Documento36 páginasMortero 20AdelfoGonzalezAún no hay calificaciones
- Pauta Rep Balde Bucyrus 495 HR-3 Opción BDocumento6 páginasPauta Rep Balde Bucyrus 495 HR-3 Opción BRichard Luis Rojo Rivera100% (1)
- Polietileno de Alta Densidad PEADDocumento22 páginasPolietileno de Alta Densidad PEADMaría Camila100% (1)
- Molienda Del CementoDocumento35 páginasMolienda Del Cementojorge_acosta_112Aún no hay calificaciones
- Doblado de CabillasDocumento308 páginasDoblado de CabillascristmarAún no hay calificaciones
- Spa 16Documento102 páginasSpa 16Raul Alarcon BermudezAún no hay calificaciones
- Cap 10. Modos de Falla Comunes en EngranajesDocumento15 páginasCap 10. Modos de Falla Comunes en EngranajesAidee Leon Almeida100% (1)
- Astm E11 22Documento7 páginasAstm E11 22gerson del castillo espinozaAún no hay calificaciones
- Simología de Soldadura AWSDocumento15 páginasSimología de Soldadura AWSGlicerio ALAún no hay calificaciones
- Análisis de Armaduras Por El Método de Los NodosDocumento25 páginasAnálisis de Armaduras Por El Método de Los NodosJuanManuelMarquezAún no hay calificaciones
- Rines TotalDocumento30 páginasRines TotalDeybi LópezAún no hay calificaciones
- Grasa y LubricantesDocumento30 páginasGrasa y LubricantesangelaAún no hay calificaciones
- Archivos Fichastecnicas ESPBANDADEPVCDocumento6 páginasArchivos Fichastecnicas ESPBANDADEPVCmodulor3dAún no hay calificaciones
- Viscosidad de los fluidosDocumento37 páginasViscosidad de los fluidosAlexis Ene MAún no hay calificaciones
- Molino Eje VerticalDocumento1 páginaMolino Eje VerticalOliver Pardo Del PinoAún no hay calificaciones
- 301 01 3ES Molinos PendularDocumento13 páginas301 01 3ES Molinos Pendularmanuel0317Aún no hay calificaciones
- Bandas y EmpujadoresDocumento12 páginasBandas y EmpujadoresEnrique Castrejon100% (1)
- Proceso barita SnamDocumento5 páginasProceso barita Snamsan martinAún no hay calificaciones
- Análisis de Falla de Un Eje de PiñónDocumento20 páginasAnálisis de Falla de Un Eje de PiñónVerónica MartínezAún no hay calificaciones
- Propiedades y Aditivos de Los CementosDocumento11 páginasPropiedades y Aditivos de Los CementosKarina Giselle Castellon Fernandez LA MonitaAún no hay calificaciones
- Clase Ajustes y ToleranciasDocumento25 páginasClase Ajustes y ToleranciaskarlambAún no hay calificaciones
- 02 Bases TecnicasDocumento16 páginas02 Bases TecnicasWaldo Adones OlidenAún no hay calificaciones
- Presentacion SNF Chile S.A. WEBINAR RELAVESDocumento24 páginasPresentacion SNF Chile S.A. WEBINAR RELAVESDavid AndrésAún no hay calificaciones
- Sellos MecánicosDocumento168 páginasSellos MecánicosVictor BacilioAún no hay calificaciones
- Basf Masterrheobuild 1000Documento3 páginasBasf Masterrheobuild 1000Carlos Eduardo Ccaulla GomezAún no hay calificaciones
- EPDMDocumento57 páginasEPDMSolid works ArgentinaAún no hay calificaciones
- HT SolikreteDocumento3 páginasHT Solikretesniper2807Aún no hay calificaciones
- Equipos de LubricacionDocumento84 páginasEquipos de LubricacionmarcosAún no hay calificaciones
- Catálogo DIN (Web), Rev. 1Documento69 páginasCatálogo DIN (Web), Rev. 1ivalsaAún no hay calificaciones
- EngranajesDocumento19 páginasEngranajesmarinaAún no hay calificaciones
- NTC 799 NTC 799Documento7 páginasNTC 799 NTC 799juherrerareunalmedAún no hay calificaciones
- Analisis Falla FatigaDocumento104 páginasAnalisis Falla FatigaChino100% (1)
- Tolerancias y AjusteDocumento30 páginasTolerancias y AjusteRODOLFO DANIEL CRUZ CABRERAAún no hay calificaciones
- Tipo de Máquina Herramienta Errores ( M)Documento7 páginasTipo de Máquina Herramienta Errores ( M)Angel Padilla AcarapiAún no hay calificaciones
- Tutorial Nº 19Documento40 páginasTutorial Nº 19julio aliaga villegasAún no hay calificaciones
- Nociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Documento37 páginasNociones Básicas Sobre Sobre Ajustes Y Tolerancias Mecanicas (Tolerancias Dimensionales y Geométricas)Raul MedinaAún no hay calificaciones
- Ajustes y Tolerancias en Procesos MecDocumento29 páginasAjustes y Tolerancias en Procesos MecJuan LopezAún no hay calificaciones
- Planificación y Programación Del MttoDocumento17 páginasPlanificación y Programación Del MttoLuis Alberto Blas RiveraAún no hay calificaciones
- Avance Laboratorio 2 - Máquinas TérmicasDocumento17 páginasAvance Laboratorio 2 - Máquinas TérmicasLuis Alberto Blas RiveraAún no hay calificaciones
- C10 - Evaluación EFSRTDocumento1 páginaC10 - Evaluación EFSRTLuis Alberto Blas RiveraAún no hay calificaciones
- 2da Practica Calificada de SoldaduraDocumento4 páginas2da Practica Calificada de SoldaduraSegundo Walter Valdivia SanchezAún no hay calificaciones
- CT11 Cataleg 60Hz 2017 COLOMBIA PDFDocumento452 páginasCT11 Cataleg 60Hz 2017 COLOMBIA PDFLuis Alberto Mora DiazAún no hay calificaciones
- Innovacion TTTDocumento13 páginasInnovacion TTTLuis Alberto Blas RiveraAún no hay calificaciones
- Sagan, Carl - Ovnis y DragonesDocumento2 páginasSagan, Carl - Ovnis y DragonesDiego ArezzoAún no hay calificaciones
- SucesionesDocumento14 páginasSucesionesValeriaCadena0% (4)
- Tarea de Educacion Fisica 3Documento4 páginasTarea de Educacion Fisica 3Ana KarinaAún no hay calificaciones
- 25 - Felisberto HernándezDocumento16 páginas25 - Felisberto HernándezPablo Daniel SalinasAún no hay calificaciones
- Tarea Unidad1Documento2 páginasTarea Unidad1Jose Gregorio Arevalo CantilloAún no hay calificaciones
- Secuencia - Conocemos Un Poco Más de Pablo PicassoDocumento1 páginaSecuencia - Conocemos Un Poco Más de Pablo PicassoTamy AnyAún no hay calificaciones
- Prueba Como Escribir Realmente MalDocumento2 páginasPrueba Como Escribir Realmente MalAna CarremoraAún no hay calificaciones
- Manual de VernierDocumento29 páginasManual de VernierLupee CruzAún no hay calificaciones
- Planeador Informatica 2021Documento20 páginasPlaneador Informatica 2021CARLOS ANDRESAún no hay calificaciones
- Plan de Muestreo TOQUEPALADocumento27 páginasPlan de Muestreo TOQUEPALAalexitokenny100% (1)
- Ficha Óptica de Lectura 2°Documento2 páginasFicha Óptica de Lectura 2°Angela Agip EstelaAún no hay calificaciones
- Respuestas Evidecia Semana 3 Curso de Excel y Access SenaDocumento6 páginasRespuestas Evidecia Semana 3 Curso de Excel y Access Senahansel hernandezAún no hay calificaciones
- Constanza Nuñez Montecinos Tarea Semana 5 Politicas SocialesDocumento5 páginasConstanza Nuñez Montecinos Tarea Semana 5 Politicas SocialesConstanza belen Nuñez montecinosAún no hay calificaciones
- Catalogo Escaleras Fanes 2019Documento36 páginasCatalogo Escaleras Fanes 2019S&S proteger100% (1)
- Prototipo Vivienda Rural-Dannia O. Guerrero G - Ada P. Fierro G.Documento133 páginasPrototipo Vivienda Rural-Dannia O. Guerrero G - Ada P. Fierro G.Angel RamirezAún no hay calificaciones
- CiudadrepresentadaDocumento13 páginasCiudadrepresentadaJulio Motörhead GuascaAún no hay calificaciones
- Circuitos Eléctricos y Magnéticos - Erico Spinadel - 1ed PDFDocumento332 páginasCircuitos Eléctricos y Magnéticos - Erico Spinadel - 1ed PDFJefferson Perez100% (2)
- Capitulo I, II, III Carlos OrozcoDocumento30 páginasCapitulo I, II, III Carlos OrozcoCarlos OrozcoAún no hay calificaciones
- Canciones de CunaDocumento5 páginasCanciones de CunamariodflllAún no hay calificaciones
- Programa de trabajo seguro en alturasDocumento50 páginasPrograma de trabajo seguro en alturasOmar Montoya33% (3)
- Ind. Aut. Cont. Selector SP (LD)Documento60 páginasInd. Aut. Cont. Selector SP (LD)Juan CarlosAún no hay calificaciones
- Taller #1 Análisis FODADocumento4 páginasTaller #1 Análisis FODAMaría Jesús Gutiérrez Divasto100% (1)
- Partes Del Cuerpo HumanoDocumento6 páginasPartes Del Cuerpo HumanoAprendiendo con la Maestra Lupita MoralesAún no hay calificaciones
- Coordenadas Curvilineas PDFDocumento9 páginasCoordenadas Curvilineas PDFSamuel Vargas BazoaltoAún no hay calificaciones
- Clase3 3 PDFDocumento49 páginasClase3 3 PDFEnzo Carbajal TrujilloAún no hay calificaciones
- Fierreria en La Construccion UltimoDocumento30 páginasFierreria en La Construccion UltimoMelissa Alva LazaroAún no hay calificaciones
- DiagnosticoyclasificacionPsiquiatria PDFDocumento11 páginasDiagnosticoyclasificacionPsiquiatria PDFMariela CespedesAún no hay calificaciones
- Instructivo de la Lotería Tradicional CampechanaDocumento27 páginasInstructivo de la Lotería Tradicional CampechanaReynaldo Herrera100% (4)
- 850B-Implementacion ENS Windows 7 IndependienteDocumento311 páginas850B-Implementacion ENS Windows 7 IndependientejqwiqwAún no hay calificaciones
- Diferencia Entre Grasas y AceitesDocumento5 páginasDiferencia Entre Grasas y AceitesEdgar Peña OrtegaAún no hay calificaciones