También podría gustarte
- Solucion Parcial I6anDocumento2 páginasSolucion Parcial I6anRaul Castro67% (3)
- 6.2 Ejercicios - OEE (TPM)Documento13 páginas6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- Urday AA1S7Documento6 páginasUrday AA1S7BequerUrdayApazaAún no hay calificaciones
- Disponibilidad 88.10%: Paradas PlaneadasDocumento14 páginasDisponibilidad 88.10%: Paradas PlaneadasRome AluAún no hay calificaciones
- Guia de Ejercicios Oee - DosDocumento3 páginasGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Fábrica de Envases de AceiteDocumento2 páginasFábrica de Envases de AceiteMiguel Angel Serrano100% (5)
- Fábrica de Baldosas Cerámicas PDFDocumento2 páginasFábrica de Baldosas Cerámicas PDFAle Correa86% (14)
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoDocumento5 páginasCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Ejercicio 2 Calculo Del OEEDocumento2 páginasEjercicio 2 Calculo Del OEEPerla Cervantes25% (4)
- Fabrica de CalzadoDocumento2 páginasFabrica de CalzadoFelix Mendoza60% (5)
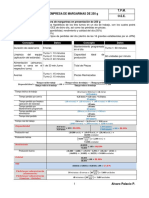
- Empresa de Margarinas de 250 G - Ejercicio OEEDocumento2 páginasEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- 2016-04-08 Primer Parcial (Solución)Documento2 páginas2016-04-08 Primer Parcial (Solución)Diego Herrera80% (5)
- Ejercicio Oee Planta de Botellas Plasticas PDFDocumento3 páginasEjercicio Oee Planta de Botellas Plasticas PDFRaul Castro67% (3)
- Fábrica de Cajas de EmpaqueDocumento2 páginasFábrica de Cajas de EmpaqueJacqueline Calvillo86% (7)
- Ejercicio PDFDocumento1 páginaEjercicio PDFBereysi Cabrera100% (1)
- Problema de Clase (Solución)Documento4 páginasProblema de Clase (Solución)JlAguirreAún no hay calificaciones
- Fábrica de EjesDocumento2 páginasFábrica de EjesDiego Fernando Torres Gualan71% (21)
- Ejercicios OEEDocumento4 páginasEjercicios OEEAzael Roldan100% (1)
- Ejercicio de OeeDocumento21 páginasEjercicio de OeeDexsy AndradeAún no hay calificaciones
- Ejemplos-Ejercicios OEEDocumento3 páginasEjemplos-Ejercicios OEEElmer VásquezAún no hay calificaciones
- Practica 7 OEEDocumento6 páginasPractica 7 OEEGALOXAún no hay calificaciones
- Ejercicios Oee Gestion de La Produccion 1Documento12 páginasEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (3)
- Ejercicios OEEDocumento6 páginasEjercicios OEEDomenica Coral100% (2)
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Ejercicios Ing Instrial 2Documento8 páginasEjercicios Ing Instrial 2Facu DoriaAún no hay calificaciones
- OEEDocumento6 páginasOEERaúl Reaño Villalobos0% (1)
- Ejercicio OeeDocumento2 páginasEjercicio Oeecarolina sanchezAún no hay calificaciones
- Gestión de MantenimientoDocumento3 páginasGestión de MantenimientoMeira Fontalvo50% (2)
- Final - Gesma Fila B A 2017-2-5300 - SolucionDocumento4 páginasFinal - Gesma Fila B A 2017-2-5300 - SolucionGorki Whitman Aguila Huaman0% (1)
- Ejercicios Oee Gestion de La Produccion 1Documento13 páginasEjercicios Oee Gestion de La Produccion 1Carlos RuizAún no hay calificaciones
- Examen Grupo 4Documento12 páginasExamen Grupo 4GALOX100% (1)
- Gestion de Mantenimiento IndustrialDocumento7 páginasGestion de Mantenimiento IndustrialDiego Leonardo González100% (2)
- Ejercicio de ClaseDocumento2 páginasEjercicio de ClaseNoemi Thalia Martinez Riveros67% (3)
- Sem12 - Ejemplos A Desarrollar OEEDocumento7 páginasSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- Ejercicios Propuestos de Oee TresDocumento9 páginasEjercicios Propuestos de Oee TresIprsttlang SegundoAún no hay calificaciones
- Calculando El OEEDocumento6 páginasCalculando El OEEHector Martinez Rubin Celis0% (1)
- EJERCICIOS UNIDADES 6 Y 7 (Corregido)Documento13 páginasEJERCICIOS UNIDADES 6 Y 7 (Corregido)junior100% (4)
- Copia de Ejercicios Propuestos de OeeDocumento7 páginasCopia de Ejercicios Propuestos de OeeBrayan RojasAún no hay calificaciones
- Gestion de Mantenimiento - Guía de Problemas 2Documento6 páginasGestion de Mantenimiento - Guía de Problemas 2fran vela0% (2)
- Ejercicio Calculo Del OEEDocumento2 páginasEjercicio Calculo Del OEEPerla CervantesAún no hay calificaciones
- Clase 05 PlaneacionAgregadaDocumento46 páginasClase 05 PlaneacionAgregadaJean100% (1)
- Gestion Takt TimeDocumento4 páginasGestion Takt TimeStefy VillarrealAún no hay calificaciones
- Ejercicios MTBF MTTR 2020 2Documento5 páginasEjercicios MTBF MTTR 2020 2ALexander Reyes100% (2)
- Apuntes de Clase Efectividad de Planta OEEDocumento8 páginasApuntes de Clase Efectividad de Planta OEEjorge cabreraAún no hay calificaciones
- Ejercicios ManttoDocumento4 páginasEjercicios ManttoestehefaniAún no hay calificaciones
- TAREADocumento6 páginasTAREAalexa50% (2)
- Ejercicio de OEEDocumento1 páginaEjercicio de OEEfcarlostorres100% (2)
- EcuacionesDocumento2 páginasEcuacionesAnonymous AEEX5jW4100% (1)
- Tarea 4Documento2 páginasTarea 4Alejandro Martinez Perez100% (8)
- FalloDocumento2 páginasFalloEduardoAún no hay calificaciones
- PLANTILLA OEE + EjemplosDocumento17 páginasPLANTILLA OEE + EjemplosproduccionAún no hay calificaciones
- TareaDocumento4 páginasTareaJose Aquino LopezAún no hay calificaciones
- Final 1aDocumento15 páginasFinal 1aOscar CalaguaAún no hay calificaciones
- Capacidad de ProducciónDocumento20 páginasCapacidad de ProducciónAlvaro Emiro HernandezAún no hay calificaciones
- Ejercicio de OEE 2Documento6 páginasEjercicio de OEE 2AYRTON URIBE MARTINEZAún no hay calificaciones
- Ef-Morera Quiroz Cindy NicollDocumento16 páginasEf-Morera Quiroz Cindy NicollPaula JimenezAún no hay calificaciones
- Taller 14 MDocumento9 páginasTaller 14 Mneko ødeplayAún no hay calificaciones
- Ejercicio Clase OEE2Documento9 páginasEjercicio Clase OEE2Gabyy GabyyAún no hay calificaciones
- Apaza Churaira Cristhian Rodrigo - Ejercicios de Ingeniería de MantenimientoDocumento4 páginasApaza Churaira Cristhian Rodrigo - Ejercicios de Ingeniería de MantenimientoRuben Eros Taipe JimenezAún no hay calificaciones
- 2.-Realiza Correctamente de Calculo de La Efectividad Global Del Equipo: Disponibilidad, Desempeño, Calidad y OEEDocumento3 páginas2.-Realiza Correctamente de Calculo de La Efectividad Global Del Equipo: Disponibilidad, Desempeño, Calidad y OEElandin0798Aún no hay calificaciones
- Practica 3 - Fracciones - 2018Documento3 páginasPractica 3 - Fracciones - 2018Robles MateusAún no hay calificaciones
- 2 Ses Teorías Del Aprendizaje 1Documento11 páginas2 Ses Teorías Del Aprendizaje 1Robles MateusAún no hay calificaciones
- Influencia de La Temperatura A La Salida Del Turbo Compresor en La Eficiencia Volumétrica de Un MotorDocumento3 páginasInfluencia de La Temperatura A La Salida Del Turbo Compresor en La Eficiencia Volumétrica de Un MotorRobles MateusAún no hay calificaciones
- Introducción y Objetivos Del MantenimientoDocumento92 páginasIntroducción y Objetivos Del MantenimientoRobles MateusAún no hay calificaciones
- Capitulo 4 - EconomiaDocumento4 páginasCapitulo 4 - EconomiaHomero PesinaAún no hay calificaciones
- Tarjeta KardexDocumento6 páginasTarjeta Kardexdiana sanchez ruizAún no hay calificaciones
- Semana8 QuimDocumento4 páginasSemana8 QuimAnonymous nyAKmeDLAún no hay calificaciones
- S2 PPT Etapas Del Ciclo de Vida EmpresarialDocumento5 páginasS2 PPT Etapas Del Ciclo de Vida Empresarialevilsoulxx100% (1)
- Grupo 8 Rentabilidad de Banecuador B.P.Documento25 páginasGrupo 8 Rentabilidad de Banecuador B.P.DanelCamposanoGarcíaAún no hay calificaciones
- Clasificación de Las Obligaciones en El Derecho RomanoDocumento6 páginasClasificación de Las Obligaciones en El Derecho RomanoPatricio GonzalezAún no hay calificaciones
- Foda Cruzado LezamaDocumento7 páginasFoda Cruzado LezamaKatheryn Lezama GuerraAún no hay calificaciones
- Quiz Diseño de Plantas UNADDocumento10 páginasQuiz Diseño de Plantas UNADValeryAún no hay calificaciones
- Plan de Mantenimiento PreventivoDocumento16 páginasPlan de Mantenimiento PreventivoHadri Yam LunacAún no hay calificaciones
- Proyecto de Lanzamiento y Posicionamiento de Un Nuevo Ponche en Republica DominicanaDocumento13 páginasProyecto de Lanzamiento y Posicionamiento de Un Nuevo Ponche en Republica DominicanaShanelAún no hay calificaciones
- OEE y DesperdiciosDocumento25 páginasOEE y DesperdiciosEfrain M. Galvan DzAún no hay calificaciones
- Diagrama de Llaves - Portafolio de EvidenciasDocumento2 páginasDiagrama de Llaves - Portafolio de EvidenciasDhamper Dhe AngkAún no hay calificaciones
- Indice Formatos y AnexosDocumento7 páginasIndice Formatos y AnexosandahuylinoAún no hay calificaciones
- Economía MonopolioDocumento2 páginasEconomía MonopolioAlejandro PadraAún no hay calificaciones
- Entrevista de Adolfo Sugai para El ComercioDocumento1 páginaEntrevista de Adolfo Sugai para El ComercioZegel ipaeAún no hay calificaciones
- Syllabus de Gestión de Agronegocios (Ene-Jun 2014) PDFDocumento6 páginasSyllabus de Gestión de Agronegocios (Ene-Jun 2014) PDFSergio Cristóbal Suárez LópezAún no hay calificaciones
- Apu Suministro Parque BiosaludablesDocumento1 páginaApu Suministro Parque BiosaludablesFRANCES BARNESAún no hay calificaciones
- Auditoría de Riesgo A PapeleraDocumento20 páginasAuditoría de Riesgo A PapeleraVictor Herrera100% (1)
- Las Cuentas y El Puc PDFDocumento10 páginasLas Cuentas y El Puc PDFCarlitos AcostaAún no hay calificaciones
- Análisis Financiero PromigasDocumento4 páginasAnálisis Financiero PromigasHelton P. MoralesAún no hay calificaciones
- PU EstructurasDocumento26 páginasPU EstructurasKike ChirinosAún no hay calificaciones
- Foda Alpina Espe2018 KCDocumento3 páginasFoda Alpina Espe2018 KCKevin JavierAún no hay calificaciones
- Trabajos Preliminares y Provisionales en Carreteras PDFDocumento3 páginasTrabajos Preliminares y Provisionales en Carreteras PDFluisAún no hay calificaciones
- Alquilación Directa Del Amonio y Las AminasDocumento4 páginasAlquilación Directa Del Amonio y Las AminasGledimar Arape SanchezAún no hay calificaciones
- Contrato Crédito IndividualDocumento10 páginasContrato Crédito IndividualheylinkenAún no hay calificaciones
- Manual de Cobranza ExtrajudicialDocumento106 páginasManual de Cobranza ExtrajudicialSergio Sandoval R100% (1)
- Resumen - Theda Skocpol - Margaret Weir (1993)Documento3 páginasResumen - Theda Skocpol - Margaret Weir (1993)ReySalmon100% (1)
- Defensa Comercial PDFDocumento77 páginasDefensa Comercial PDFAnonymous Ufh98jC5Aún no hay calificaciones
- Contabilidad General para Docentes y Est PDFDocumento143 páginasContabilidad General para Docentes y Est PDFCarolina Ulloa Pérez100% (1)
- ChartismoDocumento4 páginasChartismowilfredo lopez80% (5)