También podría gustarte
- OEE Ejercicios cálculo efectividad líneas producciónDocumento7 páginasOEE Ejercicios cálculo efectividad líneas producciónBrayan RojasAún no hay calificaciones
- Ejercicios Oee Gestion de La Produccion 1Documento13 páginasEjercicios Oee Gestion de La Produccion 1Carlos RuizAún no hay calificaciones
- Guia de Ejercicios Oee - DosDocumento3 páginasGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Fábrica de Envases de AceiteDocumento2 páginasFábrica de Envases de AceiteMiguel Angel Serrano100% (5)
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoDocumento5 páginasCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de EquiposantonioAún no hay calificaciones
- Ejercicios Ing Instrial 2Documento8 páginasEjercicios Ing Instrial 2Facu DoriaAún no hay calificaciones
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Ejercicios Oee Gestion de La Produccion 1Documento12 páginasEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (2)
- Ejercicio OeeDocumento2 páginasEjercicio Oeecarolina sanchezAún no hay calificaciones
- Oee Ejercicios de AplicaciónDocumento3 páginasOee Ejercicios de AplicaciónJorgeCannavaro100% (2)
- Gestión de Activos Físicos Otoño/2013 EjerciciosDocumento6 páginasGestión de Activos Físicos Otoño/2013 EjerciciosRaúl Reaño Villalobos0% (1)
- 01 - Caso de Aplicación 1Documento2 páginas01 - Caso de Aplicación 1Milagros AyméAún no hay calificaciones
- Gestion Takt TimeDocumento4 páginasGestion Takt TimeStefy VillarrealAún no hay calificaciones
- Ergonomía y Estudio del Trabajo: Ejercicios de Tiempos y MuestreoDocumento14 páginasErgonomía y Estudio del Trabajo: Ejercicios de Tiempos y MuestreoMaribel TelloAún no hay calificaciones
- Problema de Clase (Solución)Documento4 páginasProblema de Clase (Solución)JlAguirreAún no hay calificaciones
- Practica 7 OEEDocumento6 páginasPractica 7 OEEGALOXAún no hay calificaciones
- Ejercicio Oee Planta de Botellas PlasticaspdfDocumento3 páginasEjercicio Oee Planta de Botellas PlasticaspdfLuz María OjedaAún no hay calificaciones
- Ejemplos-Ejercicios OEEDocumento3 páginasEjemplos-Ejercicios OEEElmer VásquezAún no hay calificaciones
- Ejercicios de TMP Equipo 3Documento15 páginasEjercicios de TMP Equipo 3Diana Puescas OjedaAún no hay calificaciones
- Ejercicio de OeeDocumento21 páginasEjercicio de OeeDexsy AndradeAún no hay calificaciones
- Ejercicio de ClaseDocumento2 páginasEjercicio de ClaseNoemi Thalia Martinez Riveros67% (3)
- Guia de Ejercicios N°1Documento28 páginasGuia de Ejercicios N°1Tony Piza FerAún no hay calificaciones
- Ejercicios OEEDocumento4 páginasEjercicios OEEAzael Roldan100% (1)
- Mant OEE CalidadDocumento6 páginasMant OEE CalidadEstefania Salazar ArenasAún no hay calificaciones
- Ejercicios Takt TimeDocumento3 páginasEjercicios Takt TimeEnrique MoctezumaAún no hay calificaciones
- Fabrica de CalzadoDocumento2 páginasFabrica de CalzadoFelix Mendoza60% (5)
- OEEDocumento2 páginasOEERobles Mateus60% (5)
- Problemas de H-MDocumento3 páginasProblemas de H-MDilmer RodriguezAún no hay calificaciones
- OEE Ejercicios cálculo OEE líneas producciónDocumento3 páginasOEE Ejercicios cálculo OEE líneas producciónjuan salazar50% (2)
- Gestion de Mantenimiento - Guía de Problemas 2Documento6 páginasGestion de Mantenimiento - Guía de Problemas 2fran vela0% (1)
- Trabajo de Campo2Documento6 páginasTrabajo de Campo2Luis Palomino100% (1)
- Taller - Medicion OEE 2Documento1 páginaTaller - Medicion OEE 2Amigo FielAún no hay calificaciones
- Problemas de Productividad Clase en VivoDocumento3 páginasProblemas de Productividad Clase en VivoYoan NadAún no hay calificaciones
- Ejercicios 3 de Capacidad y Medidas de Rendimiento.Documento3 páginasEjercicios 3 de Capacidad y Medidas de Rendimiento.Marisamh27Aún no hay calificaciones
- Ejercicios OEEDocumento6 páginasEjercicios OEEDomenica Coral100% (2)
- Ejercicios Resueltos de Capacidad de La PlantaDocumento8 páginasEjercicios Resueltos de Capacidad de La PlantafonsecaismaelAún no hay calificaciones
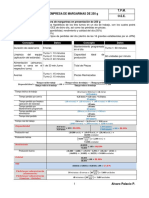
- Empresa de Margarinas de 250 G - Ejercicio OEEDocumento2 páginasEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Urday AA1S7Documento6 páginasUrday AA1S7BequerUrdayApazaAún no hay calificaciones
- 6.2 Ejercicios - OEE (TPM)Documento13 páginas6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- Solucion Parcial I6anDocumento2 páginasSolucion Parcial I6anRaul Castro67% (3)
- EET S07.s1 - Estudio de Tiempos - Parte 2Documento33 páginasEET S07.s1 - Estudio de Tiempos - Parte 2Maribel TelloAún no hay calificaciones
- Kanban ProblemsDocumento3 páginasKanban ProblemsArturo Navarro González100% (1)
- OEE: Cómo medir la eficiencia de maquinaria industrialDocumento5 páginasOEE: Cómo medir la eficiencia de maquinaria industrialbohormitaAún no hay calificaciones
- Examen de Planeación Agregada de Administración de OperacionesDocumento3 páginasExamen de Planeación Agregada de Administración de OperacionesABRAHAM PATIÑO MARTINEZAún no hay calificaciones
- Ejercicio de OEEDocumento1 páginaEjercicio de OEEfcarlostorres100% (1)
- Guía de Práctica 3Documento24 páginasGuía de Práctica 3FernandoTorricoUrbano0% (1)
- 2 Problemas de BalanceDocumento6 páginas2 Problemas de Balancejose luis Rodriguez Pumayauri100% (1)
- Resolución Ejercicio de Balance de LineaDocumento5 páginasResolución Ejercicio de Balance de LineaJUANAún no hay calificaciones
- Balance de Una Línea de EnsambleDocumento13 páginasBalance de Una Línea de EnsambleISIDORO FAJARDO CARLOS100% (1)
- Ingenieria de La Productividad 1203301837245322 2 PDFDocumento109 páginasIngenieria de La Productividad 1203301837245322 2 PDFCarlos PerezAún no hay calificaciones
- Ejercicio PDFDocumento1 páginaEjercicio PDFBereysi Cabrera100% (1)
- Ejercicios de Calculo O.E.M.Documento9 páginasEjercicios de Calculo O.E.M.SERGIO BAILONAún no hay calificaciones
- 2012-04-27 Ejercicios de OEEDocumento6 páginas2012-04-27 Ejercicios de OEECHEPE82Aún no hay calificaciones
- Problemas de MTPDocumento6 páginasProblemas de MTPHéctor LafargaAún no hay calificaciones
- Ejercicios de Indicadores 2Documento4 páginasEjercicios de Indicadores 2Frank Silva SaldañaAún no hay calificaciones
- Practica.2 (Mec 3300) PDFDocumento3 páginasPractica.2 (Mec 3300) PDFAilec GuarayoAún no hay calificaciones
- Cálculo CDM máquinas inyectorasDocumento1 páginaCálculo CDM máquinas inyectorasLUISAún no hay calificaciones
- Taller Recuperación PDFDocumento1 páginaTaller Recuperación PDFDocumentador Del AlbaAún no hay calificaciones
- Ejercicios para Resolver Unidades 6 y 7 2021Documento32 páginasEjercicios para Resolver Unidades 6 y 7 2021yeksimar rosalesAún no hay calificaciones
- Factorizacion FDocumento1 páginaFactorizacion FIprsttlang SegundoAún no hay calificaciones
- Factorizacion HDocumento1 páginaFactorizacion HIprsttlang SegundoAún no hay calificaciones
- Factorizacion GDocumento1 páginaFactorizacion GIprsttlang SegundoAún no hay calificaciones
- Glorario de Términos TécnicosDocumento5 páginasGlorario de Términos TécnicosJuan Pino EcheverríaAún no hay calificaciones
- Factorizacion FDocumento1 páginaFactorizacion FIprsttlang SegundoAún no hay calificaciones
- Catálogo Easypell2018Documento3 páginasCatálogo Easypell2018Iprsttlang SegundoAún no hay calificaciones
- Factorizacion ADocumento1 páginaFactorizacion AIprsttlang SegundoAún no hay calificaciones
- Factorizacion eDocumento1 páginaFactorizacion eIprsttlang SegundoAún no hay calificaciones
- Manual Instalación Caldera EasypellDocumento120 páginasManual Instalación Caldera EasypellIprsttlang SegundoAún no hay calificaciones
- Factorizacion CDocumento1 páginaFactorizacion CIprsttlang SegundoAún no hay calificaciones
- Manual CTPDocumento247 páginasManual CTPRo Urueta Ortiz100% (7)
- 015834Documento128 páginas015834Anonymous KDM8wArgAún no hay calificaciones
- Planilla cálculo dosis ruido NPSeq tiempo exposiciónDocumento10 páginasPlanilla cálculo dosis ruido NPSeq tiempo exposiciónIprsttlang SegundoAún no hay calificaciones
- Factorizacion BDocumento1 páginaFactorizacion BIprsttlang SegundoAún no hay calificaciones
- Tarea Evaluacion RuidoDocumento2 páginasTarea Evaluacion RuidoIprsttlang SegundoAún no hay calificaciones
- Formatos de RuidoDocumento6 páginasFormatos de RuidoDiana Patricia Zamudio MontañaAún no hay calificaciones
- Calculo Leq V02Documento5 páginasCalculo Leq V02valdinhorkk100% (2)
- Prevención Valorización y Buen Manejo de ResiduosDocumento69 páginasPrevención Valorización y Buen Manejo de ResiduossoledadAún no hay calificaciones
- Guía Tecnica para La Evaluación de Los Trabjadores Expuestos A Ruido Ocupacional PDFDocumento25 páginasGuía Tecnica para La Evaluación de Los Trabjadores Expuestos A Ruido Ocupacional PDFFrancesca AndreaAún no hay calificaciones
- Intructivo Aplic DSN°594 Sobre RuidoDocumento9 páginasIntructivo Aplic DSN°594 Sobre Ruidoapi-3704581100% (2)
- Guia Dos PLANEACIÓN DEMANDA OFERTA CADENA SUMINISTRODocumento5 páginasGuia Dos PLANEACIÓN DEMANDA OFERTA CADENA SUMINISTROIprsttlang SegundoAún no hay calificaciones
- Ejercicios Indicadores de Produccion AmpliadoDocumento12 páginasEjercicios Indicadores de Produccion AmpliadoIprsttlang SegundoAún no hay calificaciones
- Guia Biodiversidad Docentes - Web PDFDocumento123 páginasGuia Biodiversidad Docentes - Web PDFLuz Tapia VillarroelAún no hay calificaciones
- Protectores AuditivosDocumento9 páginasProtectores AuditivosIprsttlang SegundoAún no hay calificaciones
- Metodo Sigma PDFDocumento10 páginasMetodo Sigma PDFSergio BoillosAún no hay calificaciones
- Guia Dos PLANEACIÓN DEMANDA OFERTA CADENA SUMINISTRODocumento5 páginasGuia Dos PLANEACIÓN DEMANDA OFERTA CADENA SUMINISTROIprsttlang SegundoAún no hay calificaciones
- Analisis Del ProblemaDocumento18 páginasAnalisis Del ProblemaMilton AguilarAún no hay calificaciones
- ObjetivosdelainvestigacionDocumento13 páginasObjetivosdelainvestigacionmauricio_lavoz3475Aún no hay calificaciones
- Ejercicios Indicadores de Produccion AmpliadoDocumento12 páginasEjercicios Indicadores de Produccion AmpliadoIprsttlang SegundoAún no hay calificaciones
- 2.3.1. - Ejercicios de Datos Bivariados PROPUESTOSDocumento3 páginas2.3.1. - Ejercicios de Datos Bivariados PROPUESTOSMike Rivera yahoo 07 y 201033% (3)
- Resistencia de materiales AISI 1040 laminado en calienteDocumento3 páginasResistencia de materiales AISI 1040 laminado en calienteChristian Ramirez NeyraAún no hay calificaciones
- 1 Cmto EnsayosDocumento49 páginas1 Cmto EnsayosAlex NavaAún no hay calificaciones
- Garantía compresores herméticos 90 díasDocumento4 páginasGarantía compresores herméticos 90 díasDaniel MarcanoAún no hay calificaciones
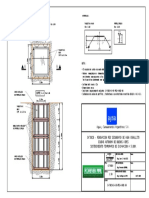
- Plano Entibado Caballito - 5,00mDocumento1 páginaPlano Entibado Caballito - 5,00mdahuallAún no hay calificaciones
- Diseno y Planificacion de PiscinasDocumento56 páginasDiseno y Planificacion de PiscinasJUAN CARLOS SALVADOR TIXEAún no hay calificaciones
- L-217 Revest. para La Protecc. Ext. de TuberiasDocumento8 páginasL-217 Revest. para La Protecc. Ext. de TuberiasRomner Cordova100% (1)
- Guerrero TundraDocumento22 páginasGuerrero TundraFrank Persons100% (1)
- Ind MaquiladoraDocumento75 páginasInd MaquiladoraJose Francisco Aguirre Cortes100% (3)
- Tecnología 3 SemanaDocumento12 páginasTecnología 3 SemanaAnnie Williams100% (1)
- Ppto ACABADOS Edificio Ohio COMPARATIVADocumento114 páginasPpto ACABADOS Edificio Ohio COMPARATIVAOscar Escutia HerAún no hay calificaciones
- Circuitos electrónicos con diodos semiconductoresDocumento20 páginasCircuitos electrónicos con diodos semiconductoresJairo Johan Colonia GuzmanAún no hay calificaciones
- Constitucion S. A.Documento9 páginasConstitucion S. A.Jesus EspinozaAún no hay calificaciones
- Compresor Quincy Qr-25Documento2 páginasCompresor Quincy Qr-25Juan Reynaga CoronadoAún no hay calificaciones
- Materiales: Propiedades y tiposDocumento56 páginasMateriales: Propiedades y tiposJosé MendietaAún no hay calificaciones
- Metales Alcalinotérreos: ConceptoabcDocumento5 páginasMetales Alcalinotérreos: ConceptoabcKeyra Dhana Peralta OlivaAún no hay calificaciones
- Capacitación Extintores PDFDocumento10 páginasCapacitación Extintores PDFignacioAún no hay calificaciones
- Polarizacion y PasividadDocumento5 páginasPolarizacion y PasividadEsteban RiveroAún no hay calificaciones
- Clasificación Abec para RodamientosDocumento2 páginasClasificación Abec para RodamientosFernandoAún no hay calificaciones
- Practica en Clase Tema N°4 Oxidos Dobles o PeroxidosDocumento2 páginasPractica en Clase Tema N°4 Oxidos Dobles o Peroxidosluciana benavides valdiviaAún no hay calificaciones
- Cuadro ComparativoDocumento1 páginaCuadro ComparativoyeseniaAún no hay calificaciones
- Impermeabilizante Acrílico Super Cope Impermeabilizante Acrílico Super CopeDocumento2 páginasImpermeabilizante Acrílico Super Cope Impermeabilizante Acrílico Super CopeGilbertoAún no hay calificaciones
- Man Serv Whirlpool EspDocumento15 páginasMan Serv Whirlpool EspRicardo LunaAún no hay calificaciones
- Plan de Residuos SolidosDocumento30 páginasPlan de Residuos SolidosJorgeMartínLlompartCoronadoAún no hay calificaciones
- Buenas Practicas Lubricación 2012Documento44 páginasBuenas Practicas Lubricación 2012aledneroAún no hay calificaciones
- Acero para Piezas MecánicasDocumento8 páginasAcero para Piezas Mecánicasmaria reyesAún no hay calificaciones
- Manejo Del concreto-GrupoIVDocumento16 páginasManejo Del concreto-GrupoIVANDREA ALMUDENA CAMPOS NUÑEZAún no hay calificaciones
- Administracion 1 Tarea 5Documento10 páginasAdministracion 1 Tarea 5Anonymous dLpwiHAún no hay calificaciones
- Instalaciones Superficiales de ProducciónDocumento7 páginasInstalaciones Superficiales de ProducciónJoseph Dejesus100% (2)
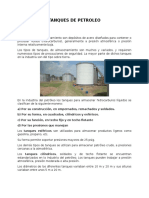
- Clasificacion Tanques de Petroleo PDFDocumento9 páginasClasificacion Tanques de Petroleo PDFMailen YicelaAún no hay calificaciones
- Refrigerante RDocumento30 páginasRefrigerante RRene Ortiz DominguezAún no hay calificaciones