También podría gustarte
- OEEDocumento2 páginasOEERobles Mateus60% (5)
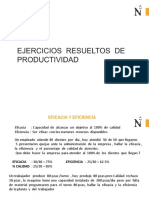
- Ejercicios Resueltos de ProductividadDocumento8 páginasEjercicios Resueltos de Productividadjulio67% (3)
- Capacidad de ProducciónDocumento28 páginasCapacidad de ProducciónJoaquin AguirreAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- OEE Lean ManufacturingDocumento6 páginasOEE Lean ManufacturingJavier Bamac100% (1)
- PRACTICA Grupo 4 - X SolDocumento23 páginasPRACTICA Grupo 4 - X SolJESUS ALBERTO BARRETO ALVARADOAún no hay calificaciones
- Ejercicios Número de Máquinas PropuestoDocumento5 páginasEjercicios Número de Máquinas Propuestoandres david ortiz silva100% (1)
- Taller OEEDocumento5 páginasTaller OEEDaniel AndresAún no hay calificaciones
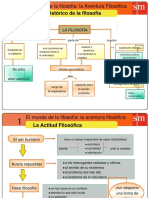
- Origen Histórico de La FilosofíaDocumento29 páginasOrigen Histórico de La FilosofíaSamir Hinostroza TolentinoAún no hay calificaciones
- Evaluación Psicotécnica UsmpDocumento9 páginasEvaluación Psicotécnica UsmpMartín HermesAún no hay calificaciones
- 11 Problema de Gestión Del MantenimientoDocumento48 páginas11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- 4068 Dictamen Estructural Anuncio Espectacular Ba Agua PrietaDocumento29 páginas4068 Dictamen Estructural Anuncio Espectacular Ba Agua PrietaRoz RamosAún no hay calificaciones
- Trabajo OEEDocumento5 páginasTrabajo OEEjose diaz100% (1)
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208De EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Calificación: 3 de 5 estrellas3/5 (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Manual Esoterico Celia Blanco PDF - CompressedDocumento263 páginasManual Esoterico Celia Blanco PDF - CompressedJuank Garcia50% (2)
- Ejercicios de Capacidad de Producción 1Documento7 páginasEjercicios de Capacidad de Producción 1Gustavo Argote DehezaAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Efectividad de PlantaDocumento4 páginasEfectividad de PlantarparedesrosarioAún no hay calificaciones
- El Modelo EcologicoDocumento4 páginasEl Modelo EcologicoMiguel Montero100% (1)
- Tema VII Productividad en Mantenimiento (Ejercicio de Aplicacion)Documento16 páginasTema VII Productividad en Mantenimiento (Ejercicio de Aplicacion)RYMPROCAAún no hay calificaciones
- Tabla OpDocumento1 páginaTabla OpMontserrat Gomez GonzalesAún no hay calificaciones
- Final 1aDocumento15 páginasFinal 1aOscar CalaguaAún no hay calificaciones
- ALARMARDocumento8 páginasALARMARIrani Franco ZabaletaAún no hay calificaciones
- Guía Ejercicios 2Documento17 páginasGuía Ejercicios 2fabian fuentesAún no hay calificaciones
- Cap3 CapacidadDocumento22 páginasCap3 CapacidadLuis Angel Chilo SoncoAún no hay calificaciones
- G.mantenimeinto Informe 9Documento27 páginasG.mantenimeinto Informe 9Brenda AsencioAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento10 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelAún no hay calificaciones
- Trefiladora Hecho FinalDocumento15 páginasTrefiladora Hecho FinalDavid Andrés Arroyo SáezAún no hay calificaciones
- Unidad Iii AntenimientoDocumento6 páginasUnidad Iii AntenimientoMariel Moscoso sequeirosAún no hay calificaciones
- Ing MétodosDocumento37 páginasIng Métodoskory HLAún no hay calificaciones
- PA1 - Gestion Integral MantenimientoDocumento5 páginasPA1 - Gestion Integral MantenimientoEnrique100% (1)
- Problemas de Ingeniería de MantenimientoDocumento6 páginasProblemas de Ingeniería de MantenimientosaraAún no hay calificaciones
- Josue Olverat4t1Documento19 páginasJosue Olverat4t1Carlos CadenaAún no hay calificaciones
- Lean Mfg. 5Documento28 páginasLean Mfg. 5Fam Cerrato LopezAún no hay calificaciones
- Maq Min 21 9 Vida Económica, Útil yDocumento19 páginasMaq Min 21 9 Vida Económica, Útil yJhonatan Franz Jurado TravezañoAún no hay calificaciones
- Trabajo Practico N 7 Analisis Estructural 1C2020Documento8 páginasTrabajo Practico N 7 Analisis Estructural 1C2020DamianAún no hay calificaciones
- Taller 14 MDocumento9 páginasTaller 14 Mneko ødeplayAún no hay calificaciones
- Gestion de Mantenimiento-Guia de Probleamas 4Documento6 páginasGestion de Mantenimiento-Guia de Probleamas 4Ellen VerásteguiAún no hay calificaciones
- Gestión de Mantenimiento Sem 11 - 2022Documento36 páginasGestión de Mantenimiento Sem 11 - 2022Luis SantiagoAún no hay calificaciones
- FGSSFDGFGHFHJDocumento5 páginasFGSSFDGFGHFHJdiego hernan castro guerreroAún no hay calificaciones
- Ef-Morera Quiroz Cindy NicollDocumento16 páginasEf-Morera Quiroz Cindy NicollPaula JimenezAún no hay calificaciones
- EXamen FinalDocumento3 páginasEXamen FinalAntonio Choqque poloAún no hay calificaciones
- OEE Efectividad Global Del EquipoDocumento9 páginasOEE Efectividad Global Del EquipoAntonio HernandezAún no hay calificaciones
- Ejercicios de Productividad y Taller #1 CORTE 1 (M Y S)Documento15 páginasEjercicios de Productividad y Taller #1 CORTE 1 (M Y S)Susana Ortiz RestrepoAún no hay calificaciones
- Administracion de Produccion Eje 2Documento6 páginasAdministracion de Produccion Eje 2Maira Bautista RodriguezAún no hay calificaciones
- 6 Grandes Desperdicios - Jiménez ArreolaDocumento13 páginas6 Grandes Desperdicios - Jiménez ArreolaDiana JiménezAún no hay calificaciones
- Ejercicio 3 CorregidoDocumento4 páginasEjercicio 3 CorregidoCristhian BañalesAún no hay calificaciones
- Capacidad InstaladaDocumento4 páginasCapacidad InstaladaEdith Po Ba100% (1)
- Oee Paper PDFDocumento5 páginasOee Paper PDFbohormitaAún no hay calificaciones
- T1 - Sol - Metodos 1Documento5 páginasT1 - Sol - Metodos 1Dafne Lázaro AquinoAún no hay calificaciones
- Tarea #01, Ge502u, 21-2, Guillermo Del RioDocumento7 páginasTarea #01, Ge502u, 21-2, Guillermo Del RioWALTER ANTONIO GUILLERMO DEL RIOAún no hay calificaciones
- Planear El Sistema Productivo Eje 2Documento7 páginasPlanear El Sistema Productivo Eje 2Angelica vargas mosqueraAún no hay calificaciones
- 10 ArticuloDocumento8 páginas10 ArticuloOver ManriqueAún no hay calificaciones
- Indices Kpi TMPDocumento20 páginasIndices Kpi TMPherediasanAún no hay calificaciones
- Tarea M6 Administracion de La ProduccionDocumento4 páginasTarea M6 Administracion de La ProduccionNorma CruzAún no hay calificaciones
- Proyecto de Mantenimiento Final 3452Documento27 páginasProyecto de Mantenimiento Final 3452Brenda AsencioAún no hay calificaciones
- Examen Final 2017-1Documento2 páginasExamen Final 2017-1Cristhian Cordova PonceAún no hay calificaciones
- Administración de La CapacidadDocumento23 páginasAdministración de La CapacidadLazaro MejiaAún no hay calificaciones
- Material - Diapositivas Semana 3Documento44 páginasMaterial - Diapositivas Semana 3Heily VillanuevaAún no hay calificaciones
- Asignación No. 2Documento5 páginasAsignación No. 2DeliaAún no hay calificaciones
- Eficiencia en Una Tejeduria PlanaDocumento10 páginasEficiencia en Una Tejeduria PlanaJosemaria Kelven Mondalgo SalvatierraAún no hay calificaciones
- Caso - OEEDocumento5 páginasCaso - OEEHéctor Collins Mauricio Valdez0% (1)
- Práctica Guiada Herramientas CEC ParetoDocumento4 páginasPráctica Guiada Herramientas CEC ParetoElementrixAún no hay calificaciones
- Preguntas y Respuestas de La Unidad 1Documento6 páginasPreguntas y Respuestas de La Unidad 1Jennifer Martinez JaimesAún no hay calificaciones
- Ejercicios de ProductividadDocumento12 páginasEjercicios de ProductividadJeysonVarelaAún no hay calificaciones
- Tarea s14 FC IIDocumento3 páginasTarea s14 FC IIJose Aquino LopezAún no hay calificaciones
- Test de MarcaDocumento2 páginasTest de MarcaJose Aquino LopezAún no hay calificaciones
- Avance Del Estado Del ArteDocumento5 páginasAvance Del Estado Del ArteJose Aquino LopezAún no hay calificaciones
- En Qué Consiste La Planificación FinancieraDocumento4 páginasEn Qué Consiste La Planificación FinancieraJose Aquino LopezAún no hay calificaciones
- TareaDocumento4 páginasTareaJose Aquino LopezAún no hay calificaciones
- TareaDocumento4 páginasTareaJose Aquino LopezAún no hay calificaciones
- Foda BerrysDocumento7 páginasFoda BerrysJose Aquino LopezAún no hay calificaciones
- Gestión de OperacionesDocumento2 páginasGestión de OperacionesJose Aquino LopezAún no hay calificaciones
- Artículos GestiónDocumento1 páginaArtículos GestiónJose Aquino LopezAún no hay calificaciones
- Proyectos para PerúDocumento1 páginaProyectos para PerúJose Aquino LopezAún no hay calificaciones
- Analisis de SensibilidadDocumento10 páginasAnalisis de SensibilidadJose Aquino LopezAún no hay calificaciones
- The Founder OriginalDocumento2 páginasThe Founder OriginalJose Aquino LopezAún no hay calificaciones
- Foda BerrysDocumento7 páginasFoda BerrysJose Aquino LopezAún no hay calificaciones
- Gestión de OperacionesDocumento2 páginasGestión de OperacionesJose Aquino LopezAún no hay calificaciones
- Gestión de OperacionesDocumento2 páginasGestión de OperacionesJose Aquino LopezAún no hay calificaciones
- Integrador 1 Caso Panes de TrigoDocumento64 páginasIntegrador 1 Caso Panes de TrigoJose Aquino Lopez0% (1)
- Analisis de SensibilidadDocumento10 páginasAnalisis de SensibilidadJose Aquino LopezAún no hay calificaciones
- Analisis de SensibilidadDocumento10 páginasAnalisis de SensibilidadJose Aquino LopezAún no hay calificaciones
- Nike +Documento7 páginasNike +Jose Aquino LopezAún no hay calificaciones
- Analisis de SensibilidadDocumento10 páginasAnalisis de SensibilidadJose Aquino LopezAún no hay calificaciones
- Nike +Documento7 páginasNike +Jose Aquino LopezAún no hay calificaciones
- Inteligencia Artificial CursosDocumento2 páginasInteligencia Artificial CursosJose Aquino LopezAún no hay calificaciones
- Andragogia en La UnesrDocumento4 páginasAndragogia en La UnesrFrancisco Marin100% (2)
- Practica Calificada 1Documento39 páginasPractica Calificada 1Ricardo De Can Menor XAún no hay calificaciones
- La Poetica. Cultura Oficial en SLDocumento20 páginasLa Poetica. Cultura Oficial en SLJc Aguero100% (1)
- Criterios de InclusiónDocumento2 páginasCriterios de InclusiónSantiago MuñozAún no hay calificaciones
- Guia 6 Espectroscopia UVv - 2020 PDFDocumento1 páginaGuia 6 Espectroscopia UVv - 2020 PDFNico CardenasAún no hay calificaciones
- Area BetDocumento10 páginasArea BetNoemi Rosas MéndezAún no hay calificaciones
- MetodologiaUniversitaria T3Documento5 páginasMetodologiaUniversitaria T3Naya RodríguezAún no hay calificaciones
- Operaciones UNitarias Ejercicios Resueltos Total 4 EjerciosDocumento25 páginasOperaciones UNitarias Ejercicios Resueltos Total 4 EjerciosCristian Anconeyra0% (1)
- Unidad 5 DinamizaciónDocumento39 páginasUnidad 5 Dinamizaciónmarianavillamizar2003Aún no hay calificaciones
- Ejemplos de Sentencia AtipicidadDocumento7 páginasEjemplos de Sentencia Atipicidadbarreto30Aún no hay calificaciones
- Itinerario-Salida-Pedagogica-Parque Amaru 2019Documento8 páginasItinerario-Salida-Pedagogica-Parque Amaru 2019PABLO ANDRES VIRI AVILAAún no hay calificaciones
- Tabla de Requisitos para Un Sga Según Iso 140001Documento12 páginasTabla de Requisitos para Un Sga Según Iso 140001Nathaly AriasAún no hay calificaciones
- UntitledDocumento13 páginasUntitledBelen De los Santos100% (1)
- Conceptos Básicos de Estadística y EjerciciosDocumento12 páginasConceptos Básicos de Estadística y EjerciciosJesus Gabriel Sanchez PaezAún no hay calificaciones
- Fabrica Tu Propio MicroscopioDocumento2 páginasFabrica Tu Propio MicroscopioJose Luis70% (33)
- Ciencia M. Compuestos Exp.Documento21 páginasCiencia M. Compuestos Exp.asddsaAún no hay calificaciones
- Wil Geometria PDFDocumento137 páginasWil Geometria PDFjorge tejeroAún no hay calificaciones
- 991-Texto Del Artículo-2869-1-10-20180329 PDFDocumento12 páginas991-Texto Del Artículo-2869-1-10-20180329 PDFDolores Marina Guerra SilvaAún no hay calificaciones
- Ejercicio Cooperativo - Guía 4 PseInt (ULP) ADocumento5 páginasEjercicio Cooperativo - Guía 4 PseInt (ULP) AS4nt1ag0 Fern4ndezAún no hay calificaciones
- Diseño CanónicoDocumento9 páginasDiseño CanónicoValencia MartinAún no hay calificaciones
- Practica 2 - Cartas IMRDocumento8 páginasPractica 2 - Cartas IMRMel CarAún no hay calificaciones
- Guia Estudio 3 PAES 3M2023Documento2 páginasGuia Estudio 3 PAES 3M2023ellyarayapachecoAún no hay calificaciones
- Política Fiscal MacroeconomíaDocumento2 páginasPolítica Fiscal MacroeconomíaAdriana DiazAún no hay calificaciones
- Normas Legales RCS-113-2021 Osinergmin Unidos - PDFsDocumento63 páginasNormas Legales RCS-113-2021 Osinergmin Unidos - PDFsRaúlAún no hay calificaciones