También podría gustarte
- Practica InventariosDocumento20 páginasPractica InventariosSTEPHANI MARYNEL GUTIERREZ GUZMANAún no hay calificaciones
- Foro P&G 2 BimesteDocumento2 páginasForo P&G 2 BimesteGarcía Alejo100% (3)
- MarceloProyecto Final Procesos Extactivos, Químicos y de La ConstrucciónDocumento17 páginasMarceloProyecto Final Procesos Extactivos, Químicos y de La ConstrucciónAnonymous rRQnszsxAún no hay calificaciones
- Tarea Semana 5 MetrologiaDocumento10 páginasTarea Semana 5 MetrologiaArnoldo Eyzaguirre Soto100% (3)
- Tarea2 - Silvoagricultura y ServiciosDocumento5 páginasTarea2 - Silvoagricultura y ServiciosPablo UrraAún no hay calificaciones
- Patricia - Pilar - Semana 8 - T8Documento7 páginasPatricia - Pilar - Semana 8 - T8Patty PilarAún no hay calificaciones
- S2RM - Tarea1 - Resistencia de Los Materiales.Documento6 páginasS2RM - Tarea1 - Resistencia de Los Materiales.Fabian GonzalezAún no hay calificaciones
- Jayson Santis Tarea3Documento6 páginasJayson Santis Tarea3Jayson SantisAún no hay calificaciones
- S6 GestionDocumento3 páginasS6 GestionGuillermo ZapataAún no hay calificaciones
- Blanca FlorDocumento12 páginasBlanca FlorMIA BARRANTES CALERO50% (2)
- S6 GestionDocumento3 páginasS6 GestionGuillermo ZapataAún no hay calificaciones
- Alexis Pérez Semana7 Resist - Delos Materiales.Documento3 páginasAlexis Pérez Semana7 Resist - Delos Materiales.alexis perez diazAún no hay calificaciones
- Proyecto Final MetrologíaDocumento19 páginasProyecto Final Metrologíaao_kinghton100% (4)
- Alvaro Oyarzo Semana2 MetrologiaDocumento4 páginasAlvaro Oyarzo Semana2 Metrologiaalvaro oyarzo sotoAún no hay calificaciones
- Corrida Ganadero 2014Documento24 páginasCorrida Ganadero 2014VidaConIngenioVinpafeAún no hay calificaciones
- Procesos Extractivos Semana 3Documento4 páginasProcesos Extractivos Semana 3Alex GioAún no hay calificaciones
- Tarea 8 Esteban Seguel F MetrologiaDocumento6 páginasTarea 8 Esteban Seguel F Metrologiaesteban seguelAún no hay calificaciones
- Alexis Espinoza Control7 Proc - EstracDocumento7 páginasAlexis Espinoza Control7 Proc - EstracAlexis Espinoza GrezAún no hay calificaciones
- Alexis Espinoza Control7 Proc - EstracDocumento7 páginasAlexis Espinoza Control7 Proc - EstracAlexis Espinoza GrezAún no hay calificaciones
- Miguel Gallardo Semana6Documento3 páginasMiguel Gallardo Semana6Miguel GallardoAún no hay calificaciones
- Proyecto Final de Resistencia de Los MaterialesDocumento7 páginasProyecto Final de Resistencia de Los MaterialesAlex Monje100% (1)
- Daniel Herrera Tarea 6Documento3 páginasDaniel Herrera Tarea 6Daniel Herrera Muñoz100% (1)
- Proyecto Final Metrologia Patricio ZepedaDocumento10 páginasProyecto Final Metrologia Patricio ZepedaPatricio ZepedaAún no hay calificaciones
- Pablo Castro Tarea6Documento4 páginasPablo Castro Tarea6Pablo CastroAún no hay calificaciones
- S2 - Procesos Silvoagropecuarios - John LuceroDocumento9 páginasS2 - Procesos Silvoagropecuarios - John Lucerojohn anthony lucero mirandaAún no hay calificaciones
- Alexis - Espinoza - Control5 - Restencia MaterialesDocumento9 páginasAlexis - Espinoza - Control5 - Restencia MaterialesAlexis Espinoza GrezAún no hay calificaciones
- Camilo Sáez Tarea7Documento7 páginasCamilo Sáez Tarea7Camilo Saez CastilloAún no hay calificaciones
- Tarea Metrologia S4Documento5 páginasTarea Metrologia S4Cristian RoaAún no hay calificaciones
- Pablo Castro Tarea4Documento3 páginasPablo Castro Tarea4Pablo CastroAún no hay calificaciones
- Maderas Chucao variables Sistema InglésDocumento4 páginasMaderas Chucao variables Sistema InglésAlexis Espinoza Grez50% (2)
- Semana 7 Producción Limpia e Impacto Ambiental IaccDocumento3 páginasSemana 7 Producción Limpia e Impacto Ambiental IaccSūsana PradoAún no hay calificaciones
- Marcelo - Sanhueza Tarea 1Documento8 páginasMarcelo - Sanhueza Tarea 1Lilian Austral WoodAún no hay calificaciones
- Maria Bruna Tarea6Documento5 páginasMaria Bruna Tarea6Maria BrunaAún no hay calificaciones
- Foro Semana 5Documento5 páginasForo Semana 5Eduardo candiaAún no hay calificaciones
- S4RM Tarea1 Nestor GonzalezDocumento8 páginasS4RM Tarea1 Nestor GonzalezFabian GonzalezAún no hay calificaciones
- Resistencia de Los Materiales Semana 4Documento8 páginasResistencia de Los Materiales Semana 4DolaAún no hay calificaciones
- Trabajo 2Documento3 páginasTrabajo 2JUAN ANDRES CORTEZAún no hay calificaciones
- S4 Tarea Semana 4 - Resistencia A Los Materiales V2020 PDFDocumento2 páginasS4 Tarea Semana 4 - Resistencia A Los Materiales V2020 PDFCesar GarridoAún no hay calificaciones
- Instrumentos metrologíaDocumento4 páginasInstrumentos metrologíafranciscoAún no hay calificaciones
- Tarea 8Documento7 páginasTarea 8clafequisa100% (1)
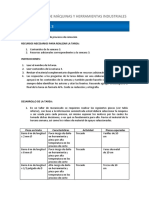
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDocumento2 páginasS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFJohn VasquezAún no hay calificaciones
- Tarea 1Documento7 páginasTarea 1clafequisaAún no hay calificaciones
- Tarea Semana 4 MetrologiaDocumento5 páginasTarea Semana 4 MetrologiaAntonio Soto AvendañoAún no hay calificaciones
- Camilo Sáez Tarea7Documento3 páginasCamilo Sáez Tarea7Camilo Saez CastilloAún no hay calificaciones
- IACC FUNDAMENTOS DE MAQUINAS Y HERRAMIENTAS Proyecto - FinalDocumento20 páginasIACC FUNDAMENTOS DE MAQUINAS Y HERRAMIENTAS Proyecto - FinalRoberto HurtadoAún no hay calificaciones
- Juan Leiva Tarea S3Documento7 páginasJuan Leiva Tarea S3juanAún no hay calificaciones
- Tarea 2Documento10 páginasTarea 2pablo_mtb100% (1)
- S9 - Metrologìa - Proyecto Final V1Documento6 páginasS9 - Metrologìa - Proyecto Final V1César TorresAún no hay calificaciones
- Tarea Semana 2 Procesos Silvoagropecuario y ServicioDocumento7 páginasTarea Semana 2 Procesos Silvoagropecuario y ServicioMario Cristian Burgos MoyaAún no hay calificaciones
- Francisco Yevenes Semana 6Documento5 páginasFrancisco Yevenes Semana 6franciscoAún no hay calificaciones
- Gestión calidad producción innerlainerDocumento5 páginasGestión calidad producción innerlainerDavid Antonio Olivares OlivaresAún no hay calificaciones
- NYC3Documento5 páginasNYC3milton ramos seguelAún no hay calificaciones
- S6 TareaDocumento9 páginasS6 TareaJose Eduardo Pailamilla RojasAún no hay calificaciones
- Metrología S9 Proyecto Final ADocumento5 páginasMetrología S9 Proyecto Final AMaykoll Ortiz CastilloAún no hay calificaciones
- Patricio Zubicueta Tarea7Documento6 páginasPatricio Zubicueta Tarea7Alberto TabaresAún no hay calificaciones
- Cesar Garrido Tarea4 PDFDocumento6 páginasCesar Garrido Tarea4 PDFCesar GarridoAún no hay calificaciones
- Gestión calidad deshieloDocumento8 páginasGestión calidad deshieloPhilip SaavedraAún no hay calificaciones
- S6 - Metrología - Tarea V1Documento4 páginasS6 - Metrología - Tarea V1erwinAún no hay calificaciones
- Conversión de Unidades para Presentación a Holding NorteamericanoDocumento7 páginasConversión de Unidades para Presentación a Holding NorteamericanoAlexis Espinoza GrezAún no hay calificaciones
- Retroalimentación Proyecto FinalDocumento16 páginasRetroalimentación Proyecto Finalwladimir0009100% (1)
- Trabajo Metrologia Semana 4Documento8 páginasTrabajo Metrologia Semana 4jorgeelmasricoAún no hay calificaciones
- Principales procesos silvícolasDocumento9 páginasPrincipales procesos silvícolasDanielaVarasVegaAún no hay calificaciones
- Pablo Urra S2 TareaDocumento9 páginasPablo Urra S2 TareaPablo UrraAún no hay calificaciones
- Construcción sustentable y beneficios de las viviendas socialesDocumento7 páginasConstrucción sustentable y beneficios de las viviendas socialespaula lizanaAún no hay calificaciones
- Plantilla - Tarea 8 MetrologiaDocumento6 páginasPlantilla - Tarea 8 MetrologiajuanAún no hay calificaciones
- Tarea Semana 1Documento5 páginasTarea Semana 1jorge elguetaAún no hay calificaciones
- Producción piezas metalúrgicas AntofagastaDocumento9 páginasProducción piezas metalúrgicas AntofagastaEduardo100% (1)
- Tarea 2Documento7 páginasTarea 2clafequisaAún no hay calificaciones
- Conversión de Unidades para Presentación a Holding NorteamericanoDocumento7 páginasConversión de Unidades para Presentación a Holding NorteamericanoAlexis Espinoza GrezAún no hay calificaciones
- Alexis Espinoza Control7 MetrologiaDocumento7 páginasAlexis Espinoza Control7 MetrologiaAlexis Espinoza GrezAún no hay calificaciones
- Alexis Espinoza Control2 ResistenciaDocumento4 páginasAlexis Espinoza Control2 ResistenciaAlexis Espinoza GrezAún no hay calificaciones
- Alexis Espinoza Control1 ResistenciaDocumento4 páginasAlexis Espinoza Control1 ResistenciaAlexis Espinoza GrezAún no hay calificaciones
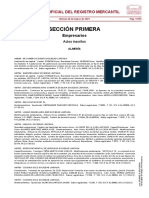
- Borme A 2021 58 04Documento5 páginasBorme A 2021 58 04Mysha KhalAún no hay calificaciones
- Trabajo Derecho ComercialDocumento7 páginasTrabajo Derecho ComercialGabriela Rodriguez100% (1)
- Tarea 3 Orlando HornaDocumento17 páginasTarea 3 Orlando HornaOrlando Horna ChavezAún no hay calificaciones
- FORODocumento3 páginasFOROmiguel olivos100% (1)
- AP1 AA2 EV7 Presentacion Brief Cliente 1Documento6 páginasAP1 AA2 EV7 Presentacion Brief Cliente 1Jeffrey ManzanoAún no hay calificaciones
- Modulo 5. VerificadoDocumento13 páginasModulo 5. VerificadoSindy EstradaAún no hay calificaciones
- Clase 1. Conceptos, Clasificaci+ N de CostosDocumento51 páginasClase 1. Conceptos, Clasificaci+ N de CostosCarlos Andres Canizares SolizAún no hay calificaciones
- Gastos Adicionales de Rentas Del TrabajoDocumento3 páginasGastos Adicionales de Rentas Del TrabajoIndomable WaliAún no hay calificaciones
- Finanzas I ApalancamientoDocumento3 páginasFinanzas I ApalancamientoElena RiveraAún no hay calificaciones
- Características de La Teoría NeoclásicaDocumento30 páginasCaracterísticas de La Teoría NeoclásicaLaura LopezAún no hay calificaciones
- Guia Unidad Iv - Inventarios (Manejo Contable Del Inventario)Documento10 páginasGuia Unidad Iv - Inventarios (Manejo Contable Del Inventario)FRANCISMAR REYESAún no hay calificaciones
- Instalación paneles solaresDocumento16 páginasInstalación paneles solaresEdy GómezAún no hay calificaciones
- Cobra Marketing de Servicios Cap16Documento16 páginasCobra Marketing de Servicios Cap16Juan MirettiAún no hay calificaciones
- Brochure ContructionDocumento17 páginasBrochure ContructionJorge Luis Adrian EstradaAún no hay calificaciones
- Practica 01 - Politica AmbientalDocumento3 páginasPractica 01 - Politica AmbientalBennyi PuicanAún no hay calificaciones
- Horarios Trujillo Contabilidad y Finanzas 2022-IiDocumento14 páginasHorarios Trujillo Contabilidad y Finanzas 2022-IiSharon Yuvicsa MarquinaAún no hay calificaciones
- Actividad comercial y el comercianteDocumento12 páginasActividad comercial y el comercianteisela cossio rodriguezAún no hay calificaciones
- CUADRO SINÓPTICO Y ANÁLISIS DE LA PUBLICIDADDocumento3 páginasCUADRO SINÓPTICO Y ANÁLISIS DE LA PUBLICIDADErick del CidAún no hay calificaciones
- Tarea N°01Documento5 páginasTarea N°01Nilson Salinas100% (1)
- Proceso de Negocio - Sistema de Ventas T3 (Miguel)Documento9 páginasProceso de Negocio - Sistema de Ventas T3 (Miguel)Gambrinus230278Aún no hay calificaciones
- Modelo de AuditoriaDocumento22 páginasModelo de AuditoriaOmi Garage OmiAún no hay calificaciones
- TSA06 Grupo3 Medina Joseph.Documento61 páginasTSA06 Grupo3 Medina Joseph.Anabelen Vera ZavaletaAún no hay calificaciones
- Ensayo Final - Guadalupe OvalleDocumento4 páginasEnsayo Final - Guadalupe OvalleGuadalupe OvalleAún no hay calificaciones
- Manjando El Disenso PDFDocumento2 páginasManjando El Disenso PDFRocío GutierrezAún no hay calificaciones
- Lista de Cotejo Segundo A Ceba La Libertad Diciembre 2021 IiDocumento3 páginasLista de Cotejo Segundo A Ceba La Libertad Diciembre 2021 Iieleazar chavez oliveraAún no hay calificaciones
- Formulario 710 Renta Anual 2020 Tercera CategoríaDocumento6 páginasFormulario 710 Renta Anual 2020 Tercera CategoríaIsmael VMAún no hay calificaciones