También podría gustarte
- Carlos Santibañez - Tarea 3Documento11 páginasCarlos Santibañez - Tarea 3Carsanfar SanFar50% (2)
- Producción limpia en fabricación de zapatosDocumento7 páginasProducción limpia en fabricación de zapatosvíctor andrades100% (3)
- Tarea 5 - Jaime AgradaDocumento6 páginasTarea 5 - Jaime AgradaJaime AgradaAún no hay calificaciones
- Cecilia Ramírez Névez Semana 5Documento7 páginasCecilia Ramírez Névez Semana 5CECILIA RAMIREZ NEVEZAún no hay calificaciones
- Gestión calidad aumenta ventasDocumento9 páginasGestión calidad aumenta ventasHector HernandezAún no hay calificaciones
- Innovación disruptiva de IKEADocumento4 páginasInnovación disruptiva de IKEALuis MelladoAún no hay calificaciones
- Administracion Tarea 1Documento4 páginasAdministracion Tarea 1Jennifer DuranAún no hay calificaciones
- Tarea Semana 5Documento6 páginasTarea Semana 5Andres FuentesAún no hay calificaciones
- Control de procesos: Análisis de datos de producciónDocumento5 páginasControl de procesos: Análisis de datos de producciónHeberth PEÑA MORALESAún no hay calificaciones
- Francisco Cardenas Control8Documento7 páginasFrancisco Cardenas Control8Fernando Cardenas FuentesAún no hay calificaciones
- Felipe Lopez s3Documento10 páginasFelipe Lopez s3Felipe SkaAún no hay calificaciones
- Felipe - Jorquera Tarea2Documento6 páginasFelipe - Jorquera Tarea2Felipe JorqueraAún no hay calificaciones
- S8 Tarea V.3Documento2 páginasS8 Tarea V.3Victor Juica AstudilloAún no hay calificaciones
- Tarea Semana 3Documento9 páginasTarea Semana 3FranciscoAún no hay calificaciones
- Cristian Alfaro Control 1Documento9 páginasCristian Alfaro Control 1cristian alfaroAún no hay calificaciones
- Vanesa Carcamo Tarea7Documento6 páginasVanesa Carcamo Tarea7Fernando Cardenas FuentesAún no hay calificaciones
- Proyecto FinalDocumento19 páginasProyecto FinalevelynAún no hay calificaciones
- Tarea 3 Logística de Distribución y Transporte - IACCDocumento7 páginasTarea 3 Logística de Distribución y Transporte - IACCSebastián GuzmánAún no hay calificaciones
- Semana 5, Iacc, Control de La Calidad. Maria VasquezDocumento6 páginasSemana 5, Iacc, Control de La Calidad. Maria VasquezDivina ComidaAún no hay calificaciones
- Tarea Semana # 7, Auditoria Interna de CalidadDocumento6 páginasTarea Semana # 7, Auditoria Interna de CalidadrodoAún no hay calificaciones
- Tarea Semana 5 Sergio YañezDocumento4 páginasTarea Semana 5 Sergio YañezSergio David Yañez AbbottAún no hay calificaciones
- Gustavo Sepúlveda Tarea5Documento14 páginasGustavo Sepúlveda Tarea5adolfsepulvedaAún no hay calificaciones
- Juan Maureira Tarea Semana 6Documento8 páginasJuan Maureira Tarea Semana 6Juan MaureiraAún no hay calificaciones
- Montserrat Rodriguez Tarea5Documento5 páginasMontserrat Rodriguez Tarea5Montserrat RodriguezAún no hay calificaciones
- Cecilia Ibañez Semana2Documento7 páginasCecilia Ibañez Semana2CeciliaAún no hay calificaciones
- Impactos ambientales de las mineras en ChileDocumento2 páginasImpactos ambientales de las mineras en ChileJonathan Canton AvendañoAún no hay calificaciones
- Optimizar costos de armado y almacenamiento de computadoresDocumento7 páginasOptimizar costos de armado y almacenamiento de computadoresMay ReyesAún no hay calificaciones
- Tarea 2 Auditoria Jennifer DuranDocumento4 páginasTarea 2 Auditoria Jennifer DuranJennifer DuranAún no hay calificaciones
- Trigo procesos limpiosDocumento1 páginaTrigo procesos limpiosJohn Jordan Alcayaga GarridoAún no hay calificaciones
- Sebastián - Pérez - Proyecto Final Control Estadistico de ProcesosDocumento11 páginasSebastián - Pérez - Proyecto Final Control Estadistico de ProcesosSebastián Pérez PérezAún no hay calificaciones
- Aldo Avila Tarea5Documento7 páginasAldo Avila Tarea5Aldo Avila MirandaAún no hay calificaciones
- Luis - Mellado Tareas2Documento8 páginasLuis - Mellado Tareas2luis melladoAún no hay calificaciones
- Producción limpia UndurragaDocumento7 páginasProducción limpia Undurraganacho ortizAún no hay calificaciones
- Control Semana 7 Impacto Ambiental Gimena - MezaDocumento5 páginasControl Semana 7 Impacto Ambiental Gimena - Mezajose muñoz44% (9)
- Auditoria SGC avícola proveedora supermercadosDocumento8 páginasAuditoria SGC avícola proveedora supermercadosFernando Cardenas FuentesAún no hay calificaciones
- Yessenia Pérez Tareas3Documento4 páginasYessenia Pérez Tareas3Yessii SiAún no hay calificaciones
- Cecilia - Ibanez - Semana 7Documento5 páginasCecilia - Ibanez - Semana 7CeciliaAún no hay calificaciones
- S3 Tarea V.3Documento2 páginasS3 Tarea V.3Mario Rodrigo Nuñez PuellesAún no hay calificaciones
- Luis - Calderon - Tarea Semana 1 Log Distribucion y TransporteDocumento5 páginasLuis - Calderon - Tarea Semana 1 Log Distribucion y Transporteluis calderon rojoAún no hay calificaciones
- Gestion Ambiental Proyecto Final Semana 9Documento16 páginasGestion Ambiental Proyecto Final Semana 9cristian alfredo campos norambuenaAún no hay calificaciones
- Tarea Semana 3 (Mario Toledo M.)Documento7 páginasTarea Semana 3 (Mario Toledo M.)MarioAún no hay calificaciones
- Control de Calidad-6Documento4 páginasControl de Calidad-6jose muñozAún no hay calificaciones
- Ingrid - Oyarzo - Tarea 1Documento7 páginasIngrid - Oyarzo - Tarea 1ingrid oyarzo garcesAún no hay calificaciones
- Tarea Semana 6Documento8 páginasTarea Semana 6yasAún no hay calificaciones
- Producción limpia semana 2Documento5 páginasProducción limpia semana 2camila valdés huertaAún no hay calificaciones
- F Tarea 8 Control Estadistico.Documento6 páginasF Tarea 8 Control Estadistico.Totalproyecto SAAún no hay calificaciones
- Proyecto Final Comportamiento OrganizacionalDocumento3 páginasProyecto Final Comportamiento OrganizacionalAlejandra FerradaAún no hay calificaciones
- Yessenia Pérez Tareas2Documento4 páginasYessenia Pérez Tareas2Yessii SiAún no hay calificaciones
- Tarea Semana 4 For y Evaluacion de ProyectosDocumento8 páginasTarea Semana 4 For y Evaluacion de Proyectoscristian alfredo campos norambuenaAún no hay calificaciones
- Tarea Semana 8 Calidad TotalDocumento7 páginasTarea Semana 8 Calidad TotalFernando Berrios VargasAún no hay calificaciones
- Tarea Semana 2 ADMDocumento6 páginasTarea Semana 2 ADMNancy ChávezAún no hay calificaciones
- Tarea semana 2 contabilidad de costosDocumento5 páginasTarea semana 2 contabilidad de costosJose LuisAún no hay calificaciones
- Marcelo Martinez Tarea 5 Control Estadisticos de Proceso 2019Documento6 páginasMarcelo Martinez Tarea 5 Control Estadisticos de Proceso 2019Anonymous IKqC8gH100% (1)
- Ignacio Rojo Tarea 1Documento8 páginasIgnacio Rojo Tarea 1BLANCA SEPULVEDAAún no hay calificaciones
- Autoria Sem 7Documento5 páginasAutoria Sem 7Anonymous UWVYHTBQs3100% (1)
- Semana 8 Luis Salazar VieiraDocumento7 páginasSemana 8 Luis Salazar VieiraSherity Maffet GonzálezAún no hay calificaciones
- Tarea 3 Control EstadisticoDocumento4 páginasTarea 3 Control EstadisticoevelynAún no hay calificaciones
- Jorge San Martin Tarea6Documento6 páginasJorge San Martin Tarea6mateoAún no hay calificaciones
- Control 4Documento9 páginasControl 4Barbara Nicole Vega CerdaAún no hay calificaciones
- Tarea 5 y 6Documento10 páginasTarea 5 y 6Victor Mendoza100% (1)
- Libro Compendio Normas AmbientalesDocumento181 páginasLibro Compendio Normas AmbientalesvalentinaandreaarayaAún no hay calificaciones
- 1 - Apoyo A La Fiscalización Ambiental en Materias Competencia DgaDocumento152 páginas1 - Apoyo A La Fiscalización Ambiental en Materias Competencia Dgaalejandra ortizAún no hay calificaciones
- CONTROL DE CALIDAD Control6Documento3 páginasCONTROL DE CALIDAD Control6alejandra ortizAún no hay calificaciones
- Proceso YogurtDocumento1 páginaProceso Yogurtalejandra ortizAún no hay calificaciones
- CONTABILIDAD DE COSTOS Tarea 1Documento5 páginasCONTABILIDAD DE COSTOS Tarea 1alejandra ortizAún no hay calificaciones
- Diagrama de FlujosDocumento1 páginaDiagrama de Flujosalejandra ortizAún no hay calificaciones
- CALIDAD Tarea5Documento5 páginasCALIDAD Tarea5alejandra ortizAún no hay calificaciones
- CALIDAD Control1Documento4 páginasCALIDAD Control1alejandra ortizAún no hay calificaciones
- Tarea 7Documento6 páginasTarea 7alejandra ortizAún no hay calificaciones
- S6 - Tarea SET ADocumento2 páginasS6 - Tarea SET Aalejandra ortiz0% (2)
- Cadena de valor y áreas funcionales de valorDocumento5 páginasCadena de valor y áreas funcionales de valoralejandra ortiz100% (1)
- Control 1Documento4 páginasControl 1alejandra ortiz100% (3)
- Tarea 3Documento5 páginasTarea 3alejandra ortiz67% (3)
- Antena Yagi de 12 ElementosDocumento13 páginasAntena Yagi de 12 Elementosnjrnjr_19Aún no hay calificaciones
- Universidad Mariano Galvez de Guatemala: Ingenieria Industrial Diario Vespertina Acta 35-17 9.04 2017-05-24Documento2 páginasUniversidad Mariano Galvez de Guatemala: Ingenieria Industrial Diario Vespertina Acta 35-17 9.04 2017-05-24Alejandro GarciaAún no hay calificaciones
- Caso Practico - Reduccion de Costos - Rojas Mendoza Alexander JesusDocumento6 páginasCaso Practico - Reduccion de Costos - Rojas Mendoza Alexander JesusALEXANDER JESUS ROJAS MENDOZAAún no hay calificaciones
- Historia de La GastronomiaDocumento4 páginasHistoria de La GastronomiagabysaavedraAún no hay calificaciones
- Reabastecimiento de combustible por gravedad DC-9Documento10 páginasReabastecimiento de combustible por gravedad DC-9Andrés SuarezAún no hay calificaciones
- Tesis Sobre GrassDocumento69 páginasTesis Sobre GrassAJGH5050Aún no hay calificaciones
- Tutorial Alta Lead The WayDocumento52 páginasTutorial Alta Lead The WayMónica Benito LeónAún no hay calificaciones
- Introduccion A Los Procesos ProductivosDocumento12 páginasIntroduccion A Los Procesos Productivosdaniel80% (5)
- Ejercicios Distribución BinomialDocumento3 páginasEjercicios Distribución BinomialsofiaAún no hay calificaciones
- Cultivo de BeterragaDocumento16 páginasCultivo de BeterragaFlavio Lagos GutierrezAún no hay calificaciones
- Solución Examen Parcial PCP 2020-2Documento2 páginasSolución Examen Parcial PCP 2020-2Edith Ingles MAún no hay calificaciones
- PROYECTOPROPUESTOPARATESISCENTROCULTURALDEARTEENMORELIAMICHDocumento80 páginasPROYECTOPROPUESTOPARATESISCENTROCULTURALDEARTEENMORELIAMICHFrank Urrutia LagonesAún no hay calificaciones
- Capitulo 4Documento6 páginasCapitulo 4Luis LeyvaAún no hay calificaciones
- Plástica Dialéctico - Subversiva / David Alfaro SiqueirosDocumento2 páginasPlástica Dialéctico - Subversiva / David Alfaro SiqueirosmpincoyaAún no hay calificaciones
- 2 TallerDocumento4 páginas2 TallerFredy SierraAún no hay calificaciones
- Panel Sandwich FrigorificoDocumento3 páginasPanel Sandwich FrigorificoSergio Canovas GuillemAún no hay calificaciones
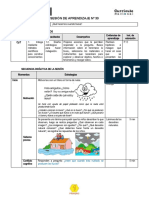
- Sesion de Aprendizaje N°30Documento10 páginasSesion de Aprendizaje N°30Nelly Dionicia Romero Rodriguez100% (4)
- Construcción de IdeaDocumento2 páginasConstrucción de Ideaoswull100% (1)
- Las Ciencias SocialesDocumento10 páginasLas Ciencias SocialesAngela MayelaAún no hay calificaciones
- Cómo Descargar Una Web Completa en Chrome y FirefoxDocumento17 páginasCómo Descargar Una Web Completa en Chrome y FirefoxVeronica RodriguezAún no hay calificaciones
- TrabColb3 - Cristian Andres Ibañez RodriguezDocumento5 páginasTrabColb3 - Cristian Andres Ibañez RodriguezAndresAún no hay calificaciones
- Contrato Servicio de Mantencion CBRE 20191212 141009Documento19 páginasContrato Servicio de Mantencion CBRE 20191212 141009Magdiel AlexandroAún no hay calificaciones
- Cómo Está Conformada Una EcuDocumento2 páginasCómo Está Conformada Una Ecuisrael machicado calleAún no hay calificaciones
- Entrevista A Los Padres de FamiliaDocumento7 páginasEntrevista A Los Padres de FamiliaKss SalasAún no hay calificaciones
- Manuel Administracion FinancieraDocumento8 páginasManuel Administracion FinancieraManuel MurciaAún no hay calificaciones
- Equipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaDocumento7 páginasEquipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaAryday SanchezAún no hay calificaciones
- 551398-Quintero-GuarínML-y-551385-Sánchez PeñaL-TdGDocumento49 páginas551398-Quintero-GuarínML-y-551385-Sánchez PeñaL-TdGEiner Felipe Mosquera RobledoAún no hay calificaciones
- Práctica Final Modulo Analisis ForenseDocumento7 páginasPráctica Final Modulo Analisis ForenseAngel Dario Morón Feliz100% (1)
- CyD UP7 2022 1Documento93 páginasCyD UP7 2022 1Gabriela Delgado CastilloAún no hay calificaciones
- Alteraciones de La Pigmentacion Dermatologia EsteticaDocumento31 páginasAlteraciones de La Pigmentacion Dermatologia EsteticaAmerico I. Ramos MartinezAún no hay calificaciones