También podría gustarte
- Practicas 1,2 y 3 ERGONOMIADocumento12 páginasPracticas 1,2 y 3 ERGONOMIAMadelin Paniagua SantanaAún no hay calificaciones
- Practica Tiempo Estandar 1Documento1 páginaPractica Tiempo Estandar 1Frans RodriguezAún no hay calificaciones
- Fabricacion de SillaDocumento16 páginasFabricacion de Sillawxv17% (6)
- Fabricacion de Silla PDFDocumento16 páginasFabricacion de Silla PDFValentina Cadena PadillaAún no hay calificaciones
- Fabricacion de Silla PDFDocumento16 páginasFabricacion de Silla PDFFelipe Félix Arias GutiérrezAún no hay calificaciones
- Gars S1a1Documento8 páginasGars S1a1Gabriel Rodriguez SantyagoAún no hay calificaciones
- Fabricacion PupitreDocumento4 páginasFabricacion PupitreAndrew Socha100% (1)
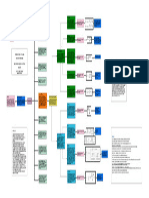
- Diagrama de Procesos de Una SillaDocumento2 páginasDiagrama de Procesos de Una SillaPaula CastroAún no hay calificaciones
- Distribución de Planta-Equipo 1Documento29 páginasDistribución de Planta-Equipo 1mariana143Aún no hay calificaciones
- Enero Junio 2016Documento40 páginasEnero Junio 2016glodovichiAún no hay calificaciones
- Programacion LinealDocumento3 páginasProgramacion LinealEsthela VillanuevaAún no hay calificaciones
- Brayan Jose Barrios MRPDocumento11 páginasBrayan Jose Barrios MRPbrayan jose barrios medranoAún no hay calificaciones
- TP Mesa Aula MagnaDocumento8 páginasTP Mesa Aula MagnaFranco Ivan IorioAún no hay calificaciones
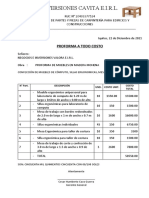
- Proforma CarpinteroDocumento1 páginaProforma CarpinteroJose FerreyraAún no hay calificaciones
- Examen Final Planta 2021 0 Verano CompressDocumento13 páginasExamen Final Planta 2021 0 Verano CompressTeofila SalasAún no hay calificaciones
- Flujograma de SofaDocumento2 páginasFlujograma de SofaJuan Carlos Puma CcahuanaAún no hay calificaciones
- Descripcion Del Producto FinalDocumento11 páginasDescripcion Del Producto Finalcesar cañedoAún no hay calificaciones
- Organigrama His ViachaDocumento4 páginasOrganigrama His ViachaVeronica SaenzAún no hay calificaciones
- Manual Tecnico Quality y SprintDocumento34 páginasManual Tecnico Quality y Sprintjamerson100% (2)
- Banco M Car PinteroDocumento20 páginasBanco M Car PinteroDamian QoheletAún no hay calificaciones
- CASO Grupo1 - Industrial Metálicas Del OccidenteDocumento3 páginasCASO Grupo1 - Industrial Metálicas Del OccidenteHebert Nelson Quiñonez OrtizAún no hay calificaciones
- Proy - de Tesis de Fabricacion de Mueblesde MaderaDocumento35 páginasProy - de Tesis de Fabricacion de Mueblesde MaderaJose Zapata Roque100% (1)
- AdministracionDocumento5 páginasAdministracionVicky Arias StückAún no hay calificaciones
- Cuello de BotellaDocumento1 páginaCuello de BotellaRobert WilliamsAún no hay calificaciones
- Materiales AmaybambaDocumento15 páginasMateriales AmaybambaJheol VelasqeAún no hay calificaciones
- MRP MesaDocumento11 páginasMRP Mesaased hamingAún no hay calificaciones
- ZONIFICACION DE LAS AREAS DE PLANTA (Matilde)Documento8 páginasZONIFICACION DE LAS AREAS DE PLANTA (Matilde)Kricia de los angeles Flores ascamaAún no hay calificaciones
- Avance 1 PROYECTO MESABANCODocumento26 páginasAvance 1 PROYECTO MESABANCOFatima Solorzano PerezAún no hay calificaciones
- Simulación Del Proceso de Fabricaciòn de Sillas en PromodelDocumento14 páginasSimulación Del Proceso de Fabricaciòn de Sillas en PromodelPaula ArroyaveAún no hay calificaciones
- MAE TesisDocumento83 páginasMAE TesisCarlos Fredy EcheverríaAún no hay calificaciones
- Investigacion Operativa - Sesion 04Documento23 páginasInvestigacion Operativa - Sesion 04Daniel Patricio IngaAún no hay calificaciones
- Actividad 2 Diagramación y Descripción de Procesos ProductivosDocumento4 páginasActividad 2 Diagramación y Descripción de Procesos Productivosm43624427Aún no hay calificaciones
- TDR MoviliarioDocumento4 páginasTDR Moviliariousuario usuarioAún no hay calificaciones
- Declaracion Jurada MobiliarioDocumento3 páginasDeclaracion Jurada MobiliarioFreddy Nuñez TantajulcaAún no hay calificaciones
- 5 Ejemplo de DiseñoDocumento23 páginas5 Ejemplo de DiseñoTito AzziAún no hay calificaciones
- Elaboración de Una Silla de MaderaDocumento18 páginasElaboración de Una Silla de MaderaMaria Manrique Rosales100% (3)
- Costos-2 Ejercicio Costo PromedioDocumento43 páginasCostos-2 Ejercicio Costo PromedioNicole BarraganAún no hay calificaciones
- SillaDocumento4 páginasSillaPaula CastroAún no hay calificaciones
- Hoja de ProcesosDocumento2 páginasHoja de ProcesosCaleb ArroyoAún no hay calificaciones
- Ejercicios Tema 5Documento22 páginasEjercicios Tema 5Beli Palomo MarinAún no hay calificaciones
- Practica 3 EstudioDocumento12 páginasPractica 3 EstudioFernando TorresAún no hay calificaciones
- Ingeniería de LA ProducciónDocumento46 páginasIngeniería de LA ProducciónSTALIN ARIEL SACOTO CORTEZAún no hay calificaciones
- Informe SillaDocumento6 páginasInforme SillaGleitze RamosAún no hay calificaciones
- PC3 HerramientasDocumento7 páginasPC3 HerramientasCATHYA SHESSIRA BANCES FACHO0% (1)
- GPLN U2 Ea Altr.Documento8 páginasGPLN U2 Ea Altr.almaAún no hay calificaciones
- Excel Marcelino-1 Sayeli Yaire González CidDocumento28 páginasExcel Marcelino-1 Sayeli Yaire González CidYaire GonzalezAún no hay calificaciones
- Catalogo de RendimientosDocumento89 páginasCatalogo de RendimientosMari AnAún no hay calificaciones
- Andamio Diagrama de ProcesodocxDocumento7 páginasAndamio Diagrama de ProcesodocxJUAN DAVID VARGAS FOREROAún no hay calificaciones
- GPLN U2 A2 RorfDocumento6 páginasGPLN U2 A2 RorfHector100% (3)
- Informe 1 - DOPDocumento5 páginasInforme 1 - DOPMarisol Diana Mamani Amanqui100% (1)
- Diagrama Hombre-MaquinaDocumento3 páginasDiagrama Hombre-MaquinaMauricoAún no hay calificaciones
- DOP-Diseño de ProductoDocumento14 páginasDOP-Diseño de ProductoJozelyn M. Segura Barreto100% (1)
- Trabajo DPT y Ergonomia - Moreno Villagomez. Frank AnthonyDocumento7 páginasTrabajo DPT y Ergonomia - Moreno Villagomez. Frank AnthonyFrank Anthony Moreno VillagomezAún no hay calificaciones
- Planteo de EcuacionesDocumento22 páginasPlanteo de EcuacionesJHEFFERSON JESUS LOPEZ QUISPE100% (1)
- PROBLEMA 1 SinopticoDocumento4 páginasPROBLEMA 1 SinopticoAbraham QuiriogaAún no hay calificaciones
- Como Hacer Un Respaldo de CamaDocumento5 páginasComo Hacer Un Respaldo de CamaWashingtonAún no hay calificaciones
- Clinica CalicantoDocumento2 páginasClinica Calicantomariela medinaAún no hay calificaciones
- Aca 3 Admon Producc YOper Cesar MoralesDocumento5 páginasAca 3 Admon Producc YOper Cesar Moralescesar moralesAún no hay calificaciones
- Producción de tapones y discos de corcho natural y tapones multipieza. MAMA0109De EverandProducción de tapones y discos de corcho natural y tapones multipieza. MAMA0109Aún no hay calificaciones
- Integrador Odp SegundamuestraDocumento6 páginasIntegrador Odp SegundamuestraCamila BonaccorsoAún no hay calificaciones
- 5 CrreccionDocumento17 páginas5 CrreccionCamila BonaccorsoAún no hay calificaciones
- 5 CrreccionDocumento17 páginas5 CrreccionCamila BonaccorsoAún no hay calificaciones
- Integrador Bonaccorso CamilaDocumento10 páginasIntegrador Bonaccorso CamilaCamila BonaccorsoAún no hay calificaciones
- 3-Worldwide Analyses of Maxillary First Molar Second Mesiobuccal Prevalence - A Multicenter Cone-Beam Computed Tomographic Study Martins2018.en - EsDocumento10 páginas3-Worldwide Analyses of Maxillary First Molar Second Mesiobuccal Prevalence - A Multicenter Cone-Beam Computed Tomographic Study Martins2018.en - EsKatherin GuajalaAún no hay calificaciones
- Historia de La Construcción A Través de Las Diferentes Etapas de La HumanidadDocumento2 páginasHistoria de La Construcción A Través de Las Diferentes Etapas de La HumanidadPedro M.Aún no hay calificaciones
- La DietaDocumento20 páginasLa DietaCUARTO BAún no hay calificaciones
- Gestion Del Talento Humano Por CompetenciasDocumento8 páginasGestion Del Talento Humano Por CompetenciasSirleyOspinaAún no hay calificaciones
- Ensayo Derecho Procesal LaboralDocumento5 páginasEnsayo Derecho Procesal Laboralkatherin sofia sanchez ballesterosAún no hay calificaciones
- Biología Celular y MolecularDocumento24 páginasBiología Celular y MolecularEiffer CarreñoAún no hay calificaciones
- Portada - Tarea de Servicio Al ClienteDocumento5 páginasPortada - Tarea de Servicio Al ClienteMichel alejandra Pineda caballeroAún no hay calificaciones
- Ejercicios Pensamiento MatemáticoDocumento11 páginasEjercicios Pensamiento MatemáticoJuanAún no hay calificaciones
- HABITODocumento4 páginasHABITOLuz Vasquez PayeAún no hay calificaciones
- Usos de AminasDocumento4 páginasUsos de AminasMaria Jose Hernandez100% (1)
- MitologíaDocumento13 páginasMitologíaPaular polAún no hay calificaciones
- Mapa Conceptual Pruebas Estadisticas-1Documento1 páginaMapa Conceptual Pruebas Estadisticas-1Ivan FarfanAún no hay calificaciones
- A15 Mamr PDFDocumento19 páginasA15 Mamr PDFJose ContrerasAún no hay calificaciones
- Ejercicios N3Documento2 páginasEjercicios N3Anthony PerezAún no hay calificaciones
- Técnicas de BúsquedaDocumento7 páginasTécnicas de BúsquedaJoseDaniel Navarrete VillonAún no hay calificaciones
- EstequiometríaDocumento12 páginasEstequiometríaMinyodaAún no hay calificaciones
- Producots Con Leche ReconstituidaDocumento7 páginasProducots Con Leche ReconstituidaJERSON DARIO LEYTON MONTA�OAún no hay calificaciones
- Tiempos QuirúrgicosDocumento14 páginasTiempos QuirúrgicosDani Slayer IriarteAún no hay calificaciones
- FORMATO Visa USA BorradorDocumento4 páginasFORMATO Visa USA BorradorjonathanAún no hay calificaciones
- Thermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónDocumento4 páginasThermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónFrancisco Alberto Díaz LarrondoAún no hay calificaciones
- Samanta Schweblin MariposasDocumento1 páginaSamanta Schweblin MariposasFlorencia RomanelloAún no hay calificaciones
- Fase de FuncionamientoDocumento3 páginasFase de FuncionamientoMonica Luz Molina Chuquillanqui100% (1)
- Fasciculo 1 Comprension Lectora PDFDocumento52 páginasFasciculo 1 Comprension Lectora PDFkarencita02Aún no hay calificaciones
- Recibo de Pago de Tenencia - DGR, GEMDocumento1 páginaRecibo de Pago de Tenencia - DGR, GEMPedro Rodriguez50% (2)
- Ficha Tecnica C4 MU 3 SpaDocumento244 páginasFicha Tecnica C4 MU 3 SpaChristian Velásquez Salazar100% (1)
- Analisis Economia EeuuDocumento17 páginasAnalisis Economia Eeuuw cardonaAún no hay calificaciones
- Tarea 7 Criminalistica ListaDocumento8 páginasTarea 7 Criminalistica ListarobinsonAún no hay calificaciones
- Araucaria Araucana 1Documento4 páginasAraucaria Araucana 1Christian PerlaAún no hay calificaciones
- Problemas Propuestos Gravitacion UniversalDocumento1 páginaProblemas Propuestos Gravitacion Universallord_minazaval300350% (2)
- Pruebas de Hermeticidad Oaxaca - 2497Documento7 páginasPruebas de Hermeticidad Oaxaca - 2497Jose CardenasAún no hay calificaciones