También podría gustarte
- Discipulado de ParejasDocumento54 páginasDiscipulado de ParejasOscar Andres100% (1)
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Trazado y CorteDocumento6 páginasTrazado y CorteAnita Fernandez C.100% (2)
- Valvula de Compuerta #150Documento3 páginasValvula de Compuerta #150Fa ChAún no hay calificaciones
- Trabajo Final - Normas y Codigos de Soldadura Estructural - YadiraDocumento12 páginasTrabajo Final - Normas y Codigos de Soldadura Estructural - YadiraAna FernándezAún no hay calificaciones
- Calificacion 3GDocumento2 páginasCalificacion 3GAsd100% (1)
- Desmontaje y Montaje de CañeriasDocumento34 páginasDesmontaje y Montaje de Cañeriasjaime anibal navarrete aburtoAún no hay calificaciones
- Informe R&RDocumento6 páginasInforme R&RYolanda BaileyAún no hay calificaciones
- TEMA 1: Soldadura Por Arco Sumergido.: 1. IntroducciónDocumento9 páginasTEMA 1: Soldadura Por Arco Sumergido.: 1. IntroducciónFernando LopezAún no hay calificaciones
- Tesis Manual Mantto de Molino VerticalDocumento106 páginasTesis Manual Mantto de Molino VerticalFreddy SucuytanaAún no hay calificaciones
- Arenado y Pintado PDFDocumento14 páginasArenado y Pintado PDFShirley Alvarado PomayayAún no hay calificaciones
- El Dios Geométrico de Baruch SpinozaDocumento12 páginasEl Dios Geométrico de Baruch SpinozaGeryAún no hay calificaciones
- QC-M-013 Inspeccion Visual de Soldadura 008Documento1 páginaQC-M-013 Inspeccion Visual de Soldadura 008jorge villaAún no hay calificaciones
- Faringitis ExpoDocumento39 páginasFaringitis ExpoKorinnParragaAún no hay calificaciones
- Perfil de Proyecto Cuyes 2015Documento65 páginasPerfil de Proyecto Cuyes 2015Maximo Alberto Parhuana Paredes100% (1)
- Manual Mantenimiento de Equipo de OficinaDocumento56 páginasManual Mantenimiento de Equipo de OficinaRodrigo SaucedoAún no hay calificaciones
- 04 COM Tertiary XRT Circuit Diagram 1142 N F 4 PDFDocumento130 páginas04 COM Tertiary XRT Circuit Diagram 1142 N F 4 PDFRAUL ROJASAún no hay calificaciones
- TR 2 SenatiDocumento5 páginasTR 2 SenatiMilka ARAún no hay calificaciones
- Lectura de PlanosDocumento39 páginasLectura de PlanosTony SctAún no hay calificaciones
- Cuestionario de CaldereriaDocumento43 páginasCuestionario de Caldereriaanabelguadalupe50% (2)
- Pintura ElectrostaticaDocumento4 páginasPintura ElectrostaticaMaría Paula Zamora AcostaAún no hay calificaciones
- Tr1 de Normas y Codigos Estructurales - AcostaDocumento10 páginasTr1 de Normas y Codigos Estructurales - AcostabocanegraculquitantealexanderjAún no hay calificaciones
- Cortado Industrial de Confeccion TextilDocumento6 páginasCortado Industrial de Confeccion TextilNito PesántezAún no hay calificaciones
- Práctica de Laboratorio II Soldadura Por Arco Protegido GmawDocumento8 páginasPráctica de Laboratorio II Soldadura Por Arco Protegido GmawKevin CruzAún no hay calificaciones
- 9na CLASE ENSAYO-JOMINYDocumento41 páginas9na CLASE ENSAYO-JOMINYYeimi Ochoa QuintanaAún no hay calificaciones
- Defectos de La FundicionDocumento5 páginasDefectos de La FundicionAshley ZambranoAún no hay calificaciones
- Cuaderno de Informes Semana 5 SenatiDocumento6 páginasCuaderno de Informes Semana 5 SenatiJoselin Mogollon LastraAún no hay calificaciones
- Rectificado Reporte 1Documento47 páginasRectificado Reporte 1Ana ElianAún no hay calificaciones
- Inspeccion y MonitoreoDocumento4 páginasInspeccion y Monitoreojorgeantonia3101Aún no hay calificaciones
- Trazado MecanicoDocumento5 páginasTrazado MecanicoDanny TipantaAún no hay calificaciones
- Guia 5Documento6 páginasGuia 5tutidqq Duran100% (1)
- Diagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Documento9 páginasDiagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Larissa Alegre PeñalozaAún no hay calificaciones
- MicrometrosDocumento10 páginasMicrometrosMonnie CastilloAún no hay calificaciones
- Conejo Proyecto de TitulacionDocumento30 páginasConejo Proyecto de TitulacionJose Ernesto Pillajo CabezasAún no hay calificaciones
- Esmerilado 1 PDFDocumento15 páginasEsmerilado 1 PDFJuan Cho50% (2)
- Wps 1-2Documento2 páginasWps 1-2Christian GramAún no hay calificaciones
- Diseño de PlantaDocumento6 páginasDiseño de PlantaBryanBrandichAún no hay calificaciones
- Formatos InstrumentosDocumento59 páginasFormatos InstrumentosroberthAún no hay calificaciones
- Dap DopDocumento8 páginasDap DopDarlingManuelRamosValle100% (1)
- 4to Informe - AutomatizacionDocumento15 páginas4to Informe - AutomatizacionMarianoArguedasAún no hay calificaciones
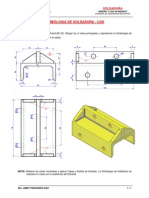
- Soldadura - CadDocumento1 páginaSoldadura - CadRoberto PuAún no hay calificaciones
- Cuestionario MecanicaDocumento5 páginasCuestionario MecanicaFernando Pasten FernandezAún no hay calificaciones
- Cuaderno de InformesDocumento9 páginasCuaderno de InformesSylar Nakamura OtachiAún no hay calificaciones
- TALLER #4 Fabricacion de Un Codo de 90°Documento20 páginasTALLER #4 Fabricacion de Un Codo de 90°einer menor altamirano100% (3)
- Hoja de Procesos Punta TripoideDocumento13 páginasHoja de Procesos Punta TripoideCelso MosqueraAún no hay calificaciones
- S 103 CitofonteDocumento2 páginasS 103 CitofonteAnthony PozoAún no hay calificaciones
- Presentacion - La Importancia de La Inspeccion de SoldadurasDocumento44 páginasPresentacion - La Importancia de La Inspeccion de SoldadurasRamiro Pinto100% (1)
- Cálculos de Engranaje (Fabricación en El Taller)Documento5 páginasCálculos de Engranaje (Fabricación en El Taller)mariacmantillabAún no hay calificaciones
- Informe Laboratorio MecanizadoDocumento14 páginasInforme Laboratorio MecanizadoOrtega Alvarado WildeAún no hay calificaciones
- Unidad 25, 33, 41Documento12 páginasUnidad 25, 33, 41Alexandra Galdos0% (1)
- Cepillos IndustrialesDocumento12 páginasCepillos Industrialespalaurell100% (4)
- Trabajo (Informe de Soldadura Gmaw)Documento16 páginasTrabajo (Informe de Soldadura Gmaw)PamelaAún no hay calificaciones
- Roscado Simple TriangularDocumento7 páginasRoscado Simple TriangularLuIsSamaniegoAún no hay calificaciones
- Procesos de Manufactura - LimadoraDocumento5 páginasProcesos de Manufactura - LimadoraAlvaroGustavoRamónCasasAún no hay calificaciones
- Zuncho Plástico Negro X 0.8mm 5-8Documento1 páginaZuncho Plástico Negro X 0.8mm 5-8Carolina Vertiz Del AguilaAún no hay calificaciones
- Procedimiento de Soldaduras SanitariasDocumento6 páginasProcedimiento de Soldaduras SanitariasAdrianEstrada100% (1)
- Diseño, Construccion y Diseno de TolvaDocumento20 páginasDiseño, Construccion y Diseno de TolvaFaby Saucedo0% (1)
- Informe 4Documento35 páginasInforme 4Carmen MinayaAún no hay calificaciones
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Documento8 páginasSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaAún no hay calificaciones
- Prueba de Entrada ITC IO 2012 2Documento2 páginasPrueba de Entrada ITC IO 2012 2Cristian CustodioAún no hay calificaciones
- Proyecto Final ForjaDocumento24 páginasProyecto Final ForjaDayron Martinez RodriguezAún no hay calificaciones
- PE707 Frabicación de EstructurasDocumento6 páginasPE707 Frabicación de Estructurasjorgeantonia3101Aún no hay calificaciones
- Procedimiento de Ingeniería-Fabricación y Reparación de Piezas ModificadoDocumento2 páginasProcedimiento de Ingeniería-Fabricación y Reparación de Piezas ModificadoGuillermo RodriguezAún no hay calificaciones
- 7.00 ESPECIFICACIONES TÉCNICAS Maria Parado de BellidoDocumento19 páginas7.00 ESPECIFICACIONES TÉCNICAS Maria Parado de BellidoneryAún no hay calificaciones
- Especificaciones - Tecnicas ModifiDocumento8 páginasEspecificaciones - Tecnicas Modifirufino zuluagaAún no hay calificaciones
- Analisis QuímicoDocumento1 páginaAnalisis QuímicoRaul SuarezAún no hay calificaciones
- Informe de Fundamentos 2Documento2 páginasInforme de Fundamentos 2MiguelrAún no hay calificaciones
- Clasificacion de Compuestos Organicos de Acuerdo Con Su Solubilidad 2Documento5 páginasClasificacion de Compuestos Organicos de Acuerdo Con Su Solubilidad 2LuisFierroGiraldo50% (2)
- Historia de La ComputadoraDocumento18 páginasHistoria de La ComputadoramarielacascozAún no hay calificaciones
- 4.2.1 Aditivo Impermeabilizante (11842)Documento2 páginas4.2.1 Aditivo Impermeabilizante (11842)Alexis Giovanni Illescas MoraAún no hay calificaciones
- CV Esteban Retamal - Ing AmbientalDocumento2 páginasCV Esteban Retamal - Ing AmbientalEsteban RetamalAún no hay calificaciones
- Que Es El Neoestructuralismo PDFDocumento3 páginasQue Es El Neoestructuralismo PDFItalo Chipana RoccaAún no hay calificaciones
- Reporte de LaboratorioDocumento3 páginasReporte de LaboratorioRaul SánchezAún no hay calificaciones
- Práctica 9 FIDocumento6 páginasPráctica 9 FIedinson madridAún no hay calificaciones
- Ejercicios ABAUAcidoBaseT5Documento51 páginasEjercicios ABAUAcidoBaseT5Mr ADCAún no hay calificaciones
- Alcantarilla SDocumento26 páginasAlcantarilla SMIGUELAún no hay calificaciones
- DIPOA-PG-003-IN-001 (B) v04Documento74 páginasDIPOA-PG-003-IN-001 (B) v04Katherine Rodríguez PérezAún no hay calificaciones
- Mision, Vision y ValoresDocumento12 páginasMision, Vision y Valoresgeovanni ramirez junesAún no hay calificaciones
- Marco Teorico MarcosDocumento11 páginasMarco Teorico MarcosMarcos Dante Pinedo VilchezAún no hay calificaciones
- CapacitaciónDocumento5 páginasCapacitaciónjohelysAún no hay calificaciones
- Yaris PDFDocumento3 páginasYaris PDFLuoana CalderonAún no hay calificaciones
- Autovalores y AutovectoresDocumento11 páginasAutovalores y AutovectoresEli Ramos100% (1)
- Calculo MentalDocumento33 páginasCalculo MentalscalzadayenniAún no hay calificaciones
- Inventario CraDocumento116 páginasInventario CraMaximiliano Alonso Fuentealba MoralesAún no hay calificaciones
- Artesia IntestinalDocumento12 páginasArtesia Intestinaljhoracios836318Aún no hay calificaciones
- Sílabo Por Competencias - TOPOGRAFIA IIDocumento5 páginasSílabo Por Competencias - TOPOGRAFIA IIcarlos eduardo seminario enriquezAún no hay calificaciones
- Triptico - Comida SaludableDocumento2 páginasTriptico - Comida Saludablediana lópezAún no hay calificaciones
- Brochure Serpic PDFDocumento18 páginasBrochure Serpic PDFluisedonossaAún no hay calificaciones
- CASO CLÍNICO Paciente 2 y 3 FinalDocumento16 páginasCASO CLÍNICO Paciente 2 y 3 FinalAndreina ramirezAún no hay calificaciones
- Memoria 2014 EnamiDocumento62 páginasMemoria 2014 EnamiAngela JeldesAún no hay calificaciones