También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Geometría Computacional: Explorando conocimientos geométricos para la visión por computadoraDe EverandGeometría Computacional: Explorando conocimientos geométricos para la visión por computadoraAún no hay calificaciones
- Proyecto 2-Grupo 10, Version FinalDocumento19 páginasProyecto 2-Grupo 10, Version FinalFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Actividad#3 GAACDocumento18 páginasActividad#3 GAACGerardo ArizpeAún no hay calificaciones
- A#3JFMMDocumento17 páginasA#3JFMMfrancisco de mateoAún no hay calificaciones
- Unidad IV Metodos Cuanticos....Documento13 páginasUnidad IV Metodos Cuanticos....MARIELYSAún no hay calificaciones
- A3 - Analisis Del CasoDocumento14 páginasA3 - Analisis Del CasoEstephania TorresAún no hay calificaciones
- RESUMEN ACT4 U3 MV3 Garcia VLJDocumento16 páginasRESUMEN ACT4 U3 MV3 Garcia VLJLimberth VidalAún no hay calificaciones
- A3 AnalisisdeCasoDocumento19 páginasA3 AnalisisdeCasoAdriana Villagómez MartínezAún no hay calificaciones
- Asignacion CuadraticaDocumento55 páginasAsignacion CuadraticaSarai Alfaro Linares67% (9)
- A3 AnalisisCasoDocumento16 páginasA3 AnalisisCasoAlexis Yahir Reyes J.Aún no hay calificaciones
- Actividad 3 Distribución de PlantaDocumento19 páginasActividad 3 Distribución de PlantaErick Alvarado TenorioAún no hay calificaciones
- Craft, Aldep, CorelapDocumento12 páginasCraft, Aldep, CorelapYDM.1367% (3)
- Qap. Asignacion CuadraticaDocumento42 páginasQap. Asignacion CuadraticaUlises Eli Sanchez Diaz100% (3)
- A3 FaarDocumento18 páginasA3 FaarArmando AlonsoAún no hay calificaciones
- A3 AnalisisCasoDocumento18 páginasA3 AnalisisCasoArmando AlonsoAún no hay calificaciones
- Tipos Distribución - Tema 3 - Tipo2Documento33 páginasTipos Distribución - Tema 3 - Tipo2Vlad ToledoAún no hay calificaciones
- A3 AnalisisCasoDocumento15 páginasA3 AnalisisCasoLuis VazquezAún no hay calificaciones
- Configuracion de Planta Algoritmo GenéticoDocumento14 páginasConfiguracion de Planta Algoritmo GenéticoPatricio CañizaresAún no hay calificaciones
- A3 EagsDocumento17 páginasA3 EagsAlexis Yahir Reyes J.Aún no hay calificaciones
- Metodo HungaroDocumento22 páginasMetodo HungaroRoxiThali100% (1)
- Problemas de AsignaciónDocumento11 páginasProblemas de AsignaciónMiguelA.MoraLunaAún no hay calificaciones
- Avance Del Proyecto - Celima - LayoutDocumento8 páginasAvance Del Proyecto - Celima - LayoutAngelica Cueva FuentesAún no hay calificaciones
- Distribución de PlantasDocumento4 páginasDistribución de Plantasluisa gonzalez hernandezAún no hay calificaciones
- Asignacion CuadraticaDocumento65 páginasAsignacion CuadraticaJavier GinezAún no hay calificaciones
- Trabajo UNIDAD 4Documento9 páginasTrabajo UNIDAD 4musical caracasAún no hay calificaciones
- Asignacion CuadraticaDocumento55 páginasAsignacion CuadraticaMiguel Angel Ramirez ReyesAún no hay calificaciones
- Actividad 3. Programacion Lineal y Sistemas de Balanceo de Costo YENNI TULENEDocumento15 páginasActividad 3. Programacion Lineal y Sistemas de Balanceo de Costo YENNI TULENEYenny Tulene50% (2)
- Tipos de Solución para Modelos Matematicos de Programacion LinealDocumento12 páginasTipos de Solución para Modelos Matematicos de Programacion LinealLeo VazquezAún no hay calificaciones
- 2do Trabajo Encargado - JOSE LOPEZDocumento8 páginas2do Trabajo Encargado - JOSE LOPEZJose Rupert LopezAún no hay calificaciones
- Modelo de Asignacion de RecursosDocumento15 páginasModelo de Asignacion de RecursosYessenia Achahue PongoAún no hay calificaciones
- Resumen y Ejercicios. Capitulo 2 y 3 Reyna GonzalezDocumento13 páginasResumen y Ejercicios. Capitulo 2 y 3 Reyna GonzalezReyna Alejandra Gonzalez HuertaAún no hay calificaciones
- ConeimeraDocumento16 páginasConeimeraVictor TerronesAún no hay calificaciones
- Distribución de Planta Mediante Algoritmos GenéticosDocumento3 páginasDistribución de Planta Mediante Algoritmos GenéticosLuis Felipe CardonaAún no hay calificaciones
- Programación Lineal Con Solver de ExcelDocumento20 páginasProgramación Lineal Con Solver de ExcelIsmael Aguilar87% (15)
- 3.4.metodos Automotizados para Generar AlternativasDocumento15 páginas3.4.metodos Automotizados para Generar AlternativasChucho Carvajal100% (1)
- Técnica de Distribución ComputarizadaDocumento10 páginasTécnica de Distribución ComputarizadaVladmeira JaureguiAún no hay calificaciones
- Trabajo Administracion de La ProduccionDocumento18 páginasTrabajo Administracion de La ProduccionSolimar SilveiraAún no hay calificaciones
- Sesión 3 - Programación LinealDocumento26 páginasSesión 3 - Programación LinealinesAún no hay calificaciones
- Distribución de Planta Por ProcesosDocumento42 páginasDistribución de Planta Por ProcesosAngel Miguel Delgado Tapahuasco75% (4)
- Pis IoDocumento8 páginasPis IoWagner Alexan RamosAún no hay calificaciones
- Tarea 1 - U3 - InvestigacionDocumento14 páginasTarea 1 - U3 - InvestigacionVicente100% (1)
- Aplicaciones de Algoritmos Geneticos para La Programacacion de Tareas en Una Celda de ManufacturaDocumento8 páginasAplicaciones de Algoritmos Geneticos para La Programacacion de Tareas en Una Celda de Manufacturaandredy avila riveraAún no hay calificaciones
- T1 - U3 - 18300196 - Maria Dolores Botello LastraDocumento16 páginasT1 - U3 - 18300196 - Maria Dolores Botello LastraVicenteAún no hay calificaciones
- Método Cuantitativo de VogelDocumento6 páginasMétodo Cuantitativo de Vogelalex_araiz100% (4)
- Taller (Brenda)Documento6 páginasTaller (Brenda)Juan Carlos AgudeloAún no hay calificaciones
- Resumen de Metodos de Lange Escalacion yDocumento8 páginasResumen de Metodos de Lange Escalacion yAdrien OchoaAún no hay calificaciones
- Tutorial Diagrama Hombre-MáquinaDocumento11 páginasTutorial Diagrama Hombre-MáquinaJosue_Molina1Aún no hay calificaciones
- Programacion de Paradas de Equipos Utilizando ProgramacionDocumento14 páginasProgramacion de Paradas de Equipos Utilizando ProgramacionMaria Jose Martinez SuratyAún no hay calificaciones
- 3a Clase Métodos (Maestría) - LTDocumento35 páginas3a Clase Métodos (Maestría) - LTJosue AvilaAún no hay calificaciones
- S6-Tarea 1Documento14 páginasS6-Tarea 1MelAún no hay calificaciones
- Articulo de Balance de LineasDocumento4 páginasArticulo de Balance de LineasMelissa Palma PortugalAún no hay calificaciones
- Tipos de ModelosDocumento9 páginasTipos de ModelosMaximiliano RiosAún no hay calificaciones
- Método CORELAPDocumento14 páginasMétodo CORELAPMabe solanaAún no hay calificaciones
- Metodos de Distribución de PlantaDocumento14 páginasMetodos de Distribución de PlantaDulce Perez SanchezAún no hay calificaciones
- Programación de La Producción-Métodos AnalíticosDocumento8 páginasProgramación de La Producción-Métodos AnalíticosRonald Haro SanchezAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualISRAELHERNANDEZAún no hay calificaciones
- Determinación Del Espacio EstáticoDocumento2 páginasDeterminación Del Espacio EstáticoCharlix hdzAún no hay calificaciones
- Determinación Del Espacio EstáticoDocumento2 páginasDeterminación Del Espacio EstáticoCharlix hdzAún no hay calificaciones
- Métodos numéricos para el modelado unidimensional del proceso de renovación de la cargaDe EverandMétodos numéricos para el modelado unidimensional del proceso de renovación de la cargaAún no hay calificaciones
- Grupo13 Tarea1E4 PIGOPDocumento17 páginasGrupo13 Tarea1E4 PIGOPFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Proyecto 2 Distribución de Máquinas en PlantaDocumento2 páginasProyecto 2 Distribución de Máquinas en PlantaFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Certamen 1 Comercio ExteriorDocumento5 páginasCertamen 1 Comercio ExteriorFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Informe Final PI 20 - Revidado HvaldesDocumento26 páginasInforme Final PI 20 - Revidado HvaldesFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Tarea 1 Grupo 1Documento18 páginasTarea 1 Grupo 1Francisco Javier Rivera AcuÑaAún no hay calificaciones
- Proyecto 1 Gestión de Vehículos (Actualizado)Documento2 páginasProyecto 1 Gestión de Vehículos (Actualizado)Francisco Javier Rivera AcuÑaAún no hay calificaciones
- Certamen 1 Legislación Empresarial F.R.A.Documento5 páginasCertamen 1 Legislación Empresarial F.R.A.Francisco Javier Rivera AcuÑaAún no hay calificaciones
- TAREA 3 Rev2Documento18 páginasTAREA 3 Rev2Francisco Javier Rivera AcuÑaAún no hay calificaciones
- Informe 3 Estudio Técnico V1Documento14 páginasInforme 3 Estudio Técnico V1Francisco Javier Rivera AcuÑaAún no hay calificaciones
- Estructura General de Un InformeDocumento2 páginasEstructura General de Un InformeFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- Respuestas Laboratorio 4 F.R.ADocumento4 páginasRespuestas Laboratorio 4 F.R.AFrancisco Javier Rivera AcuÑaAún no hay calificaciones
- TEMA 15.intervención D.MOTORADocumento12 páginasTEMA 15.intervención D.MOTORAAlba ÁlvarezAún no hay calificaciones
- Examen1 Redesdecomputadorasii 2019a AhDocumento11 páginasExamen1 Redesdecomputadorasii 2019a AhAlfonsoHerediaAún no hay calificaciones
- GUIA 05 - Formatos de DatosDocumento16 páginasGUIA 05 - Formatos de DatosCarla RN DNAún no hay calificaciones
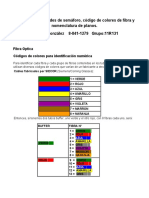
- Fibra Semaforo NomenclaturaDocumento3 páginasFibra Semaforo Nomenclaturaquiel166Aún no hay calificaciones
- ACPIDocumento130 páginasACPIJavier TapiaAún no hay calificaciones
- Entregable 1comunicacion EnsayoDocumento5 páginasEntregable 1comunicacion EnsayoChabe GaonaAún no hay calificaciones
- AlgoritmosDocumento14 páginasAlgoritmosChristopher JuarezAún no hay calificaciones
- 07 Estructura Iterativa Mientras PDFDocumento4 páginas07 Estructura Iterativa Mientras PDFReLAún no hay calificaciones
- Concepto de SucesiónDocumento4 páginasConcepto de Sucesiónjuan cepedaAún no hay calificaciones
- Informatica 1Documento6 páginasInformatica 1Azucena MontesAún no hay calificaciones
- Marco TeoricoDocumento4 páginasMarco TeoricoAlejoCarreraAún no hay calificaciones
- TopografiaDocumento3 páginasTopografiaPam RoseAún no hay calificaciones
- Propuesta de Gestión de Redes SocialesDocumento2 páginasPropuesta de Gestión de Redes SocialesOxkar Medrano Perez100% (1)
- Cap 2Documento15 páginasCap 2LUIS ALBERTO MOSQUERA HERNANDEZAún no hay calificaciones
- Peparación de Olimpiadas de MatemáticasDocumento1 páginaPeparación de Olimpiadas de Matemáticaseleuterioromerope100% (1)
- Cgtm7UmdQL659KZyoFBeEw - Course 6 Glossary 2Documento7 páginasCgtm7UmdQL659KZyoFBeEw - Course 6 Glossary 2Gah BomAún no hay calificaciones
- Pract. - 3. - SQL (Alexander Quispe)Documento6 páginasPract. - 3. - SQL (Alexander Quispe)Yeltsin Quispe Quispe100% (1)
- 7.1.2.8 Lab - Research Docking Stations and Port ReplicatorsDocumento2 páginas7.1.2.8 Lab - Research Docking Stations and Port ReplicatorsJoaquin RAún no hay calificaciones
- Generaciones ComputadorasDocumento11 páginasGeneraciones ComputadorasFelipe MonterAún no hay calificaciones
- Introduccion A RationalDeveloperIDocumento80 páginasIntroduccion A RationalDeveloperINico Menna100% (1)
- Perfil de La Organización - OxxoDocumento19 páginasPerfil de La Organización - OxxoJENYSJAún no hay calificaciones
- Plan de AuditoríaDocumento3 páginasPlan de AuditoríaKeberAún no hay calificaciones
- Manual Estadisticas Descriptivas MINITABDocumento56 páginasManual Estadisticas Descriptivas MINITABJose DiazAún no hay calificaciones
- Sqa InicialDocumento14 páginasSqa InicialSamAún no hay calificaciones
- 11.0.1.2 Conceptual NAT InstructionsDocumento2 páginas11.0.1.2 Conceptual NAT InstructionsJohn RodriguezAún no hay calificaciones
- TeleprocesoDocumento48 páginasTeleprocesoJose MederoAún no hay calificaciones
- Fu K Practica 11 Columnas Wordart eDocumento1 páginaFu K Practica 11 Columnas Wordart ekmrfromAún no hay calificaciones
- Tecnicas de Resolucion de Problemas DDHDPLDocumento12 páginasTecnicas de Resolucion de Problemas DDHDPLLiah1209100% (1)
- Informatica WordDocumento10 páginasInformatica WordArturo R5Aún no hay calificaciones
- Manual de Uso de AulesDocumento14 páginasManual de Uso de Aulesongi500Aún no hay calificaciones