También podría gustarte
- Fluidos OleohidraulicosDocumento48 páginasFluidos Oleohidraulicosjeyjo_64Aún no hay calificaciones
- El Uso de La Nanotecnologia en Sistemas ComputacionalesDocumento7 páginasEl Uso de La Nanotecnologia en Sistemas ComputacionalesMichelle DíazAún no hay calificaciones
- Ciencia y TecnologíaDocumento3 páginasCiencia y TecnologíaAixa Paola martínez LópezAún no hay calificaciones
- Sistemas OleohidraulicosDocumento111 páginasSistemas OleohidraulicosPablo CisternasAún no hay calificaciones
- 62 ValvulasDocumento6 páginas62 ValvulasquienpagaestoAún no hay calificaciones
- Resistencia Uniones SoldadasDocumento7 páginasResistencia Uniones SoldadasEduardCoriaFigueroaAún no hay calificaciones
- Introducción a la nanotecnología y sus aplicacionesDocumento3 páginasIntroducción a la nanotecnología y sus aplicacionesYiovanny PeñaAún no hay calificaciones
- EXTRUSIONDocumento16 páginasEXTRUSIONVictor Perez100% (1)
- Viaje alucinante a la nanotecnología médicaDocumento5 páginasViaje alucinante a la nanotecnología médicaKennyiCanoAún no hay calificaciones
- Módulo V - Propiedades y usos de los polímerosDocumento45 páginasMódulo V - Propiedades y usos de los polímerosChristopher A Castillo100% (1)
- Nanomateriales PPTDocumento27 páginasNanomateriales PPTHAROLD PADILLAAún no hay calificaciones
- Lectura de PlanosDocumento17 páginasLectura de PlanosMitchell Liñan NizamaAún no hay calificaciones
- Aislamientos de Conductores EléctricosDocumento27 páginasAislamientos de Conductores EléctricosAlberto Sánchez GonzálezAún no hay calificaciones
- RoscasDocumento83 páginasRoscasDennis Rodman100% (1)
- Guía de productos de acero para construcción, agricultura y ferreteríaDocumento32 páginasGuía de productos de acero para construcción, agricultura y ferreteríaElva Nelly Cuencar GarzaAún no hay calificaciones
- Práctica de InyecciónDocumento28 páginasPráctica de InyecciónDavid DonaldsonAún no hay calificaciones
- Uniones SoldadasDocumento16 páginasUniones SoldadasAlice NightmaresAún no hay calificaciones
- Tema 1-2a - TMM - Conformado de MaterialesDocumento90 páginasTema 1-2a - TMM - Conformado de MaterialesOscar OcañoAún no hay calificaciones
- Rotomoldeo 2006Documento27 páginasRotomoldeo 2006Gyöngyi Anna SchveblAún no hay calificaciones
- TERMOPLASTICOSDocumento8 páginasTERMOPLASTICOSluisito091Aún no hay calificaciones
- Aditivos en El PVC PDFDocumento8 páginasAditivos en El PVC PDFpabloAún no hay calificaciones
- La Nanotecnología - OdontologíaDocumento49 páginasLa Nanotecnología - OdontologíaCalebAún no hay calificaciones
- Taller Bombas PDFDocumento4 páginasTaller Bombas PDFAndrés OrtegaAún no hay calificaciones
- Dibujo MecanicoDocumento5 páginasDibujo MecanicoCristian Najar OcharanAún no hay calificaciones
- Problemas Diagramas de EquilibrioDocumento4 páginasProblemas Diagramas de Equilibrioninoghg50% (2)
- Bombas CentrifugasDocumento5 páginasBombas CentrifugasreneAún no hay calificaciones
- Teorias de Falla para Materiales Fragiles y DuctilesDocumento7 páginasTeorias de Falla para Materiales Fragiles y DuctilesUlises Perez CandiaAún no hay calificaciones
- Moldeo por inyección: Características y cálculo de fuerza de cierreDocumento31 páginasMoldeo por inyección: Características y cálculo de fuerza de cierreMoisés Vázquez ToledoAún no hay calificaciones
- Diccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFDocumento20 páginasDiccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFjcastillo666Aún no hay calificaciones
- TEMA 01 Fatiga - Factores Que Afectan La ResistenciaDocumento32 páginasTEMA 01 Fatiga - Factores Que Afectan La ResistenciaDiana Alfeiran50% (2)
- Preformas PetDocumento4 páginasPreformas PetFernando CuautleAún no hay calificaciones
- Recomendaciones aceites hidráulicosDocumento53 páginasRecomendaciones aceites hidráulicosGuillermo Reyes Villarruel100% (1)
- Guia Practica KAIZENDocumento4 páginasGuia Practica KAIZENhanteroxAún no hay calificaciones
- Proceso de ExtrusiónDocumento9 páginasProceso de ExtrusiónWilson's Ivan Ve UrAún no hay calificaciones
- Tema8 PlasticosDocumento10 páginasTema8 PlasticosAndreita GmAún no hay calificaciones
- Propiedades Mecánicas y Físicas de Loas MaterialesDocumento5 páginasPropiedades Mecánicas y Físicas de Loas Materialesivanzuki50% (6)
- El Proceso de Moldeo Por InyecciónDocumento13 páginasEl Proceso de Moldeo Por Inyeccióncesar salles lozanoAún no hay calificaciones
- Camaras Frigorificas y EquiposDocumento35 páginasCamaras Frigorificas y EquiposLucero Ramirez BenavidesAún no hay calificaciones
- Proceso de extrusión enDocumento92 páginasProceso de extrusión enAngelo AragonAún no hay calificaciones
- RotomoldeoDocumento15 páginasRotomoldeoPedro Cuamani CahntesAún no hay calificaciones
- Tablas y Graficos de CojinetesDocumento51 páginasTablas y Graficos de CojinetesVictor Gimenez100% (2)
- Moldeo Por InyecciónDocumento13 páginasMoldeo Por Inyecciónlduran_63Aún no hay calificaciones
- Envases PlasticosDocumento195 páginasEnvases Plasticosdiegosaro23100% (1)
- Materiales SintéticosDocumento28 páginasMateriales SintéticosJose HernandezAún no hay calificaciones
- Seguridad en Soldadura PDFDocumento13 páginasSeguridad en Soldadura PDFSergio CandiottiAún no hay calificaciones
- EspumantesDocumento29 páginasEspumantesLuis PaterninaAún no hay calificaciones
- Timken Rodamientos Bolas DGBB E10857 ESDocumento16 páginasTimken Rodamientos Bolas DGBB E10857 ESJoséAlbertoPiñangoMonterreyAún no hay calificaciones
- Calidad TotalDocumento7 páginasCalidad TotalanalyAún no hay calificaciones
- SopladoDocumento26 páginasSopladoAlissLokithaEmoxithaAún no hay calificaciones
- 6.1 Procesos de Conformado de Plásticos y HulesDocumento26 páginas6.1 Procesos de Conformado de Plásticos y HulesIradier Castro YeeAún no hay calificaciones
- Moldeo Por Inyeccion Examen OposicionDocumento10 páginasMoldeo Por Inyeccion Examen OposicionLuis Mendoza PintoAún no hay calificaciones
- Reporte Química Feria Ciencias IPN UPIITA Fuego ColoresDocumento8 páginasReporte Química Feria Ciencias IPN UPIITA Fuego ColoresJose Alberto Barrios MéndezAún no hay calificaciones
- Moldeo Por InyecciónDocumento29 páginasMoldeo Por InyecciónGerardo Zenteno RomanAún no hay calificaciones
- Polimetros Que Se Utilizan en La Construccion-1Documento10 páginasPolimetros Que Se Utilizan en La Construccion-1Mayra Esmeralda Sánchez AranaAún no hay calificaciones
- APUNTES - MATERIALES DE USO TÉCNICODocumento13 páginasAPUNTES - MATERIALES DE USO TÉCNICOclaudia.robles822Aún no hay calificaciones
- Examen Final Rsum (Mat II)Documento9 páginasExamen Final Rsum (Mat II)Jennifer Karen Trujillo MarcosAún no hay calificaciones
- Materiales PlasticosDocumento23 páginasMateriales PlasticosDulce Mares BecerraAún no hay calificaciones
- Martires de 1907Documento21 páginasMartires de 1907TANIA LIZBET CERONIO VAZQUEZAún no hay calificaciones
- Revision Bibliografica EnvasesDocumento17 páginasRevision Bibliografica EnvasesMax Lewiss Mafaldo DavilaAún no hay calificaciones
- Clase 2. PolímerosDocumento39 páginasClase 2. PolímerosChristian Diaz Enriquez100% (1)
- Calendario 2014-2015Documento2 páginasCalendario 2014-2015ángela liseth cuervo botinaAún no hay calificaciones
- Materiales CerámicosDocumento11 páginasMateriales Cerámicosángela liseth cuervo botinaAún no hay calificaciones
- EnsayonnVersionn0 475f47d42ea15c6Documento2 páginasEnsayonnVersionn0 475f47d42ea15c6ángela liseth cuervo botinaAún no hay calificaciones
- MTMDocumento8 páginasMTMEmmanuel UribeAún no hay calificaciones
- 3nnEstudiondenCronometronnVersionn0 715f47d3e493b4dDocumento2 páginas3nnEstudiondenCronometronnVersionn0 715f47d3e493b4dángela liseth cuervo botinaAún no hay calificaciones
- DiagramandenFlujonnVersionn0 965eed898d996c0Documento3 páginasDiagramandenFlujonnVersionn0 965eed898d996c0NEDIL BARRIOS MARTINEZAún no hay calificaciones
- GuianAprendizajenAA1 PDFDocumento8 páginasGuianAprendizajenAA1 PDFOscar AlexanderAún no hay calificaciones
- Estudio de Métodos y Tiempos en La Planta de Producción de La EmpresaDocumento54 páginasEstudio de Métodos y Tiempos en La Planta de Producción de La EmpresaJohan ValeraAún no hay calificaciones
- Descripción de Las Evidencias Pertenecientes A Cada Actividad de AprendizajeDocumento4 páginasDescripción de Las Evidencias Pertenecientes A Cada Actividad de Aprendizajeángela liseth cuervo botinaAún no hay calificaciones
- 01.TallernApropiandonConceptosnnVersionn0 895f354bf4ac1f1Documento2 páginas01.TallernApropiandonConceptosnnVersionn0 895f354bf4ac1f1ángela liseth cuervo botinaAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa Conceptualángela liseth cuervo botinaAún no hay calificaciones
- OVA1Documento24 páginasOVA1Yasleys RujanoAún no hay calificaciones
- Tratamientos térmicos acerosDocumento10 páginasTratamientos térmicos acerosMichael Sernaque CordovaAún no hay calificaciones
- El ConcretoDocumento23 páginasEl ConcretoMilagrosLorenzoMendozaAún no hay calificaciones
- Criterio Instalación EléctricaDocumento2 páginasCriterio Instalación EléctricaManu VettrianoAún no hay calificaciones
- Informe PolleríaDocumento11 páginasInforme PolleríaCristian Lopez RoslesAún no hay calificaciones
- AQUAFIN IC ADMIX - Espanol PDFDocumento2 páginasAQUAFIN IC ADMIX - Espanol PDFjuancarloshqAún no hay calificaciones
- Recubrimientos InorganicosDocumento15 páginasRecubrimientos InorganicosMarti caradagianAún no hay calificaciones
- P3 y P4Documento3 páginasP3 y P4Nstra Virgen de GuadalupeAún no hay calificaciones
- CorrosionDocumento4 páginasCorrosionmauricio tapia itoAún no hay calificaciones
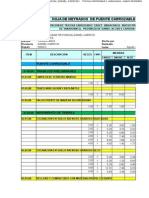
- Metrado de Puente CarrozableDocumento16 páginasMetrado de Puente CarrozableAdenAinalaAún no hay calificaciones
- Bloques y MosaicosDocumento22 páginasBloques y MosaicosCarla Maria Morrison EstradaAún no hay calificaciones
- Memoria de Calculo Instalaciones Sanitarias ViviendaDocumento8 páginasMemoria de Calculo Instalaciones Sanitarias ViviendaHoower MaloAún no hay calificaciones
- Concreto CiclópeoDocumento5 páginasConcreto CiclópeoEdward Terrazas Rodríguez100% (1)
- Trab. Prác. Unid. VII (Final)Documento2 páginasTrab. Prác. Unid. VII (Final)William Jose GonzalezAún no hay calificaciones
- Valvula Atex Serie 131 JoucomaticDocumento4 páginasValvula Atex Serie 131 JoucomaticBase SistemasAún no hay calificaciones
- Vivienda Capresca 49m2Documento17 páginasVivienda Capresca 49m2Alejandro Alvez QuirogaAún no hay calificaciones
- Diapositiva - AceroDocumento72 páginasDiapositiva - AceroerikAún no hay calificaciones
- Electrodo BasicoDocumento4 páginasElectrodo BasicoAlix RivasAún no hay calificaciones
- Formado de metales: procesos y comportamiento del materialDocumento39 páginasFormado de metales: procesos y comportamiento del materialAlexisAún no hay calificaciones
- Qdoc - Tips - Leccion 162 Resistencia de Materiales II UcsmDocumento70 páginasQdoc - Tips - Leccion 162 Resistencia de Materiales II UcsmKaren Cuadros LopezAún no hay calificaciones
- TROQUELADODocumento22 páginasTROQUELADOFer MartínezAún no hay calificaciones
- Clase 19. NormalizadoDocumento16 páginasClase 19. NormalizadobaparedesrAún no hay calificaciones
- Construcción de alcantarillasDocumento6 páginasConstrucción de alcantarillasJaime Nieto CernaAún no hay calificaciones
- Formula Bogue - Mecanismo de Hidratacion Del CementoDocumento18 páginasFormula Bogue - Mecanismo de Hidratacion Del CementoBrian Herrera Travezaño0% (1)
- 7.6 Cobertura de Losa-Am Arquitectura (A0)Documento1 página7.6 Cobertura de Losa-Am Arquitectura (A0)Edinson CastroAún no hay calificaciones
- Analisis de Precios Unitarios - DocenteDocumento31 páginasAnalisis de Precios Unitarios - DocenteJanquiAún no hay calificaciones
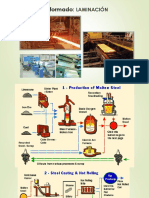
- 5a. Conformado - LAMINACIÓNDocumento64 páginas5a. Conformado - LAMINACIÓNluisAún no hay calificaciones
- Metrados y Presupuesto - Torre OccidenteDocumento20 páginasMetrados y Presupuesto - Torre OccidenteAlex Davila LlanosAún no hay calificaciones
- Catalago Actualizado AbrilDocumento220 páginasCatalago Actualizado Abriljose moraAún no hay calificaciones
- Fundicion GrisDocumento29 páginasFundicion GrisLucas LamasAún no hay calificaciones
- Revoques y EnlucidosDocumento19 páginasRevoques y EnlucidosKatherinFloresCh0% (1)