También podría gustarte
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- 玻利维亚穆通钢厂培训《轧钢基础知识》授课课件-13(轧制过程中的宽展、前滑与后滑) 31张-宽屏版Documento31 páginas玻利维亚穆通钢厂培训《轧钢基础知识》授课课件-13(轧制过程中的宽展、前滑与后滑) 31张-宽屏版Ramirez DelgadoAún no hay calificaciones
- Sesión 5Documento48 páginasSesión 5angelo ramirezAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
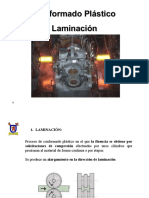
- A3 LaminaciónDocumento123 páginasA3 LaminaciónPabloAlbertoPuenteAlfaroAún no hay calificaciones
- 1a Proce y Equip de LaminaciónDocumento82 páginas1a Proce y Equip de LaminaciónErly Brayan Cervantes TéllezAún no hay calificaciones
- 4ta PROCE, EQUIPOS D LAMINACIÓN 2020Documento90 páginas4ta PROCE, EQUIPOS D LAMINACIÓN 2020Juan Carlos CcasaAún no hay calificaciones
- Grupo 4 ProCesos de DeformacionDocumento71 páginasGrupo 4 ProCesos de DeformacionAngel CartagenaAún no hay calificaciones
- Proceso de LaminadoDocumento8 páginasProceso de LaminadoJonathan CastilloAún no hay calificaciones
- 6a Proce, Equipos D Laminación 2020Documento90 páginas6a Proce, Equipos D Laminación 2020luisAún no hay calificaciones
- 5.laminacion de Los MetalesDocumento38 páginas5.laminacion de Los MetalesJurgen RamírezAún no hay calificaciones
- Qué Es El Proceso de RoladoDocumento4 páginasQué Es El Proceso de RoladoDiego PatarroyoAún no hay calificaciones
- Laminación de Metales: Proceso, Fuerzas y AplicacionesDocumento103 páginasLaminación de Metales: Proceso, Fuerzas y AplicacionesKevin RodriguezAún no hay calificaciones
- Procesos de Deformación Volumétrica en El Trabajo deDocumento34 páginasProcesos de Deformación Volumétrica en El Trabajo deadrianAún no hay calificaciones
- 05 LaminaciónDocumento55 páginas05 LaminaciónEduardo HidalgoAún no hay calificaciones
- VENTAJAS y Desventajas de Un PFRDocumento14 páginasVENTAJAS y Desventajas de Un PFRMaria Choque PacoriAún no hay calificaciones
- Trabajo Metálico de LáminasDocumento11 páginasTrabajo Metálico de LáminasKarensita G Vidaurre TAún no hay calificaciones
- Laminación de productos planos enDocumento9 páginasLaminación de productos planos enAlexAún no hay calificaciones
- LAMINACIONDocumento26 páginasLAMINACIONAlexAún no hay calificaciones
- Laminación - EXPOSICION DE PROSESOS IIDocumento13 páginasLaminación - EXPOSICION DE PROSESOS IIesmeralda diaz ibañezAún no hay calificaciones
- Análisis de esfuerzos en rodillo laminadorDocumento13 páginasAnálisis de esfuerzos en rodillo laminadorKenneth SmithAún no hay calificaciones
- Procesos de Conformación MecánicaDocumento8 páginasProcesos de Conformación Mecánicajaqueline_luque_1Aún no hay calificaciones
- LaminadoDocumento8 páginasLaminadoCarlos Perez RhenalsAún no hay calificaciones
- Conformado de Metales IIDocumento52 páginasConformado de Metales IIJulio César Murgueytio100% (1)
- Clase 2 Diseño Por EsfuerzosDocumento21 páginasClase 2 Diseño Por EsfuerzosJuan Carlos Neuta niñoAún no hay calificaciones
- Triptico Del LaminadoDocumento3 páginasTriptico Del Laminadowladimir ruizAún no hay calificaciones
- Principios Del LaminadoDocumento4 páginasPrincipios Del LaminadoJorge GalvanAún no hay calificaciones
- Capitulo 13Documento5 páginasCapitulo 13luciaAún no hay calificaciones
- El LaminadoDocumento26 páginasEl LaminadodavidpenaherreraAún no hay calificaciones
- LaminacionDocumento56 páginasLaminacionvitor1334Aún no hay calificaciones
- TRABAJO DE Laminación 3Documento13 páginasTRABAJO DE Laminación 3mayolissAún no hay calificaciones
- Clase 07-Deformación Volumetrica (Masiva) Trabajo de MetalesDocumento35 páginasClase 07-Deformación Volumetrica (Masiva) Trabajo de Metalesrquinchia1100% (1)
- Forja PDFDocumento57 páginasForja PDFLulu Muñoz RossiAún no hay calificaciones
- Doblado de chapa metálica: proceso, cálculos y aplicacionesDocumento18 páginasDoblado de chapa metálica: proceso, cálculos y aplicacionesBryam MorochoAún no hay calificaciones
- Ensayo de CompresionDocumento8 páginasEnsayo de CompresionIvonneAún no hay calificaciones
- Ensayo de Compresion - CDM IIDocumento7 páginasEnsayo de Compresion - CDM IIIvonneAún no hay calificaciones
- Proceso de Conformado MetálicoDocumento43 páginasProceso de Conformado MetálicoAlan CaizaAún no hay calificaciones
- Proceso de EmbutidoDocumento6 páginasProceso de EmbutidoJosmary A Méndez A50% (2)
- Tema 5. Laminación de MetalesDocumento108 páginasTema 5. Laminación de MetalesBel CoroAún no hay calificaciones
- Informe de Rodillos para Laminacion en FrioDocumento3 páginasInforme de Rodillos para Laminacion en FrioJulio CalleAún no hay calificaciones
- ROLADODocumento4 páginasROLADOdianaAún no hay calificaciones
- Operaciones de DobladoDocumento35 páginasOperaciones de DobladoEdgar Reynaga EspinozaAún no hay calificaciones
- DOBLADODocumento11 páginasDOBLADONelson IsacAún no hay calificaciones
- Laminacion de Metales - PowerPointDocumento32 páginasLaminacion de Metales - PowerPointAndres AnguloAún no hay calificaciones
- Doblado y CurvadoDocumento24 páginasDoblado y CurvadoDante CordAún no hay calificaciones
- LAMINADO TROQUELADO - Copia 1Documento17 páginasLAMINADO TROQUELADO - Copia 1Javier Gregorio Rodrigues BelloAún no hay calificaciones
- Procesos de MecanizadoDocumento14 páginasProcesos de MecanizadoManuel VasquezAún no hay calificaciones
- Laminacion y RoladoDocumento49 páginasLaminacion y RoladoDiego PatarroyoAún no hay calificaciones
- Dislocaciones y Endurecimiento en Materiales MetálicosDocumento100 páginasDislocaciones y Endurecimiento en Materiales MetálicosAndres GuechaAún no hay calificaciones
- Analisis de Esfuerzo para Un Rodillo de PDFDocumento13 páginasAnalisis de Esfuerzo para Un Rodillo de PDFmarioAún no hay calificaciones
- Procesos de Modelado MasivoDocumento55 páginasProcesos de Modelado Masivodamian llanasAún no hay calificaciones
- Proceso de Doblado (Completo Final)Documento7 páginasProceso de Doblado (Completo Final)Capavi CapabaAún no hay calificaciones
- Calculos de LaminacionDocumento23 páginasCalculos de Laminacionjuliomotta2460% (5)
- Deformacion Volumetrica en Metales PDFDocumento18 páginasDeformacion Volumetrica en Metales PDFIngridAún no hay calificaciones
- Tema3 TeoriaDislocaciones MecanismosEndurecimiento PDFDocumento107 páginasTema3 TeoriaDislocaciones MecanismosEndurecimiento PDFBryanHinojosaAnchayaAún no hay calificaciones
- Laminado 20192 PDFDocumento33 páginasLaminado 20192 PDFCristian Daniel Coral SánchezAún no hay calificaciones
- Proceso de EmbutidoDocumento56 páginasProceso de Embutidoadriftt200975% (4)
- MEDIDASDocumento4 páginasMEDIDASKiara SvcAún no hay calificaciones
- Procesos de conformado de metales: Laminación y forjaDocumento35 páginasProcesos de conformado de metales: Laminación y forjaAshby NarvaezAún no hay calificaciones
- 07a.procesos de SoldaduraDocumento100 páginas07a.procesos de SoldaduraluisAún no hay calificaciones
- Presentacicon Soldadura Uap 12Documento77 páginasPresentacicon Soldadura Uap 12JOHN SANTOSAún no hay calificaciones
- Proceso Gtaw - Tig.Documento11 páginasProceso Gtaw - Tig.luisAún no hay calificaciones
- Informe N°01 Seguridad y Reconocimientos de Equipos de LaboratorioDocumento18 páginasInforme N°01 Seguridad y Reconocimientos de Equipos de LaboratorioluisAún no hay calificaciones
- Tablas de valencias químicasDocumento1 páginaTablas de valencias químicasFederico H. CalabresiAún no hay calificaciones
- Beta VulgarisDocumento8 páginasBeta VulgarisPetronilo SuarezAún no hay calificaciones
- Temple y Rockwell FinalDocumento12 páginasTemple y Rockwell FinalStefanyAún no hay calificaciones
- Introducción Aleaciones y Diagramas de Fase PDFDocumento23 páginasIntroducción Aleaciones y Diagramas de Fase PDFFelipe LedezmaAún no hay calificaciones
- Acero 1095 para cuchillos artesanalesDocumento1 páginaAcero 1095 para cuchillos artesanalesjuan7j7garciaAún no hay calificaciones
- Mod I Gestión MineraDocumento50 páginasMod I Gestión MineraReymOnd BeCerra CabreraAún no hay calificaciones
- Reactivos Mecanizado Por Chorro de Agua AbrasivoDocumento5 páginasReactivos Mecanizado Por Chorro de Agua AbrasivoDANIEL SHIGUANGOAún no hay calificaciones
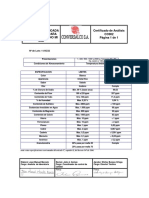
- Certificado de AnalisisDocumento1 páginaCertificado de Analisisgustytortas calidadAún no hay calificaciones
- Endurecimiento aleación Al-Li mediante mecanismos de dispersión y solución sólidaDocumento8 páginasEndurecimiento aleación Al-Li mediante mecanismos de dispersión y solución sólidaMario CabreraAún no hay calificaciones
- Fosfatos, SilicatosDocumento29 páginasFosfatos, Silicatossebastian lopezAún no hay calificaciones
- Proyecto KattaDocumento19 páginasProyecto KattaKatty ElizabethAún no hay calificaciones
- Si LicioDocumento21 páginasSi LicioJhuan Uchasara Sihuayro100% (1)
- 5? Yacimientoí Metalíferos Déla República Argentina E: Victorio AngelelliDocumento310 páginas5? Yacimientoí Metalíferos Déla República Argentina E: Victorio AngelelliforodemineralesAún no hay calificaciones
- Semana 03 - Identificación de Los Metales No FerrososDocumento16 páginasSemana 03 - Identificación de Los Metales No FerrososFreddy Ocon CruzAún no hay calificaciones
- Depositos de Porfido Rico en Oro Sillitoe, 2000 (TRADUCCIÓN)Documento37 páginasDepositos de Porfido Rico en Oro Sillitoe, 2000 (TRADUCCIÓN)Angie ContrerasAún no hay calificaciones
- Tema 7 Rocas IntermediasDocumento32 páginasTema 7 Rocas IntermediasJonas MartinezAún no hay calificaciones
- Enlaces AtomicosDocumento63 páginasEnlaces AtomicosCristian Najar OcharanAún no hay calificaciones
- Plano Mecanico Tablero TG-1 PDFDocumento1 páginaPlano Mecanico Tablero TG-1 PDFELECTROTEL PERU SACAún no hay calificaciones
- Yacimientos MesotermalesDocumento11 páginasYacimientos MesotermalesMiguel Aponte100% (2)
- Estudio Aceros Inoxidables PDFDocumento221 páginasEstudio Aceros Inoxidables PDFhufuentsAún no hay calificaciones
- Yacimientos MineralesDocumento28 páginasYacimientos MineralesErick BalsecaAún no hay calificaciones
- Metalurgia 3Documento7 páginasMetalurgia 3Vivi GomezAún no hay calificaciones
- Examen Procesos de Fabricacion Unidad 1Documento5 páginasExamen Procesos de Fabricacion Unidad 1Educem MaviAún no hay calificaciones
- Yacimientos de Origen Ígneos, Endógenos y MagmasDocumento26 páginasYacimientos de Origen Ígneos, Endógenos y MagmasRonald Pariona QuispeAún no hay calificaciones
- Tin TayaDocumento8 páginasTin TayaSaulAún no hay calificaciones
- Diapositivas Sulfuros Expo MineralogiaDocumento39 páginasDiapositivas Sulfuros Expo MineralogiaIsai Keoma Chirinos Diaz50% (4)
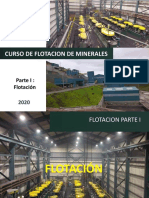
- Flotacion 1 Curso de FlotacionDocumento30 páginasFlotacion 1 Curso de FlotacionGiann Culquitante Moreno100% (2)
- ESTRUCTURA LEY No. 535Documento4 páginasESTRUCTURA LEY No. 535Benjamin GYAún no hay calificaciones
- Laboratorio de Resistencia de Materiales Reporte 1 - FinalDocumento9 páginasLaboratorio de Resistencia de Materiales Reporte 1 - FinalViridiana CruzAún no hay calificaciones
- QUÍMICA GENERAL - TEO - SEM-07 - SESIÓN-13 - 2023-1 - Tabla de Iones - revRMDocumento1 páginaQUÍMICA GENERAL - TEO - SEM-07 - SESIÓN-13 - 2023-1 - Tabla de Iones - revRMCristo daniel menacho herhuayAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)