También podría gustarte
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Bitacora de Mantenimiento Si KafeDocumento6 páginasBitacora de Mantenimiento Si KafeRicardo Ramos100% (4)
- Preguntas Sobre Indicadores de GestionDocumento2 páginasPreguntas Sobre Indicadores de Gestionyublian orozcoAún no hay calificaciones
- Hoja de Vida Dana HerreraDocumento8 páginasHoja de Vida Dana Herrerayublian orozcoAún no hay calificaciones
- Código de Falla CM871Documento29 páginasCódigo de Falla CM871MaGjAún no hay calificaciones
- Cambio de NeumaticoDocumento2 páginasCambio de NeumaticoYobany Alvarez VelasquezAún no hay calificaciones
- 3126 DualDocumento65 páginas3126 DualARMANDO HERNANDEZAún no hay calificaciones
- Curso Propulsores III - HelicesDocumento51 páginasCurso Propulsores III - HelicesMichael Encalada Benites100% (5)
- Practica Dirigida AdministraciónDocumento6 páginasPractica Dirigida AdministraciónFarley Mendoza TiconaAún no hay calificaciones
- Casos Control Estadistico de ProcesosDocumento3 páginasCasos Control Estadistico de ProcesosCrisley Avalos0% (1)
- Taller de TermodinamicaDocumento3 páginasTaller de Termodinamicayublian orozcoAún no hay calificaciones
- Ejercicio Graficas de ControlDocumento6 páginasEjercicio Graficas de ControlCARLOS BARROSO50% (2)
- Ejerc Graficos Atributos MontgomeryDocumento7 páginasEjerc Graficos Atributos MontgomeryYeslin Aguiar50% (2)
- Guía de Ejercicios de Tiempo EstándarDocumento5 páginasGuía de Ejercicios de Tiempo EstándarManualidades CeliaAún no hay calificaciones
- Actividad 22 Plan Soluciones Cuello de BotellaDocumento10 páginasActividad 22 Plan Soluciones Cuello de Botellaesneyder torrijosAún no hay calificaciones
- Taller Cartas de Control Por Atributos - 12020Documento5 páginasTaller Cartas de Control Por Atributos - 12020David Gonzalez SalinasAún no hay calificaciones
- Modelos de Asignación.Documento24 páginasModelos de Asignación.tatiana sanchezAún no hay calificaciones
- 3 Ejercicios Carta de Atributos CEC 5II11 2022-2Documento11 páginas3 Ejercicios Carta de Atributos CEC 5II11 2022-2Mayte Peralta BuendíaAún no hay calificaciones
- CASO 2 Murphy Trucking (1pp)Documento3 páginasCASO 2 Murphy Trucking (1pp)Erica PonceAún no hay calificaciones
- A02 Trabajo 2 (Programación y Secuenciación) 2023-1Documento2 páginasA02 Trabajo 2 (Programación y Secuenciación) 2023-1Stiven Alexander Bachiller ForeroAún no hay calificaciones
- Segundo Examen CC. Tipo 2 Nov.2021Documento3 páginasSegundo Examen CC. Tipo 2 Nov.2021korina landaAún no hay calificaciones
- Trabajo Final de Process SimulationDocumento6 páginasTrabajo Final de Process SimulationAlejandra SalazarAún no hay calificaciones
- Evaluación T1Documento10 páginasEvaluación T1Fiorela Pajares ChávezAún no hay calificaciones
- Taller Cartas de Control Por Atributos - 12016Documento3 páginasTaller Cartas de Control Por Atributos - 12016Carolina Orrego0% (1)
- Taller 1Documento128 páginasTaller 1JEISON FERNANDO PERLAZA MURIELAún no hay calificaciones
- Caso Industrial Gel - TIEMPO LSSGBDocumento5 páginasCaso Industrial Gel - TIEMPO LSSGBTalo TaloAún no hay calificaciones
- ExtraDocumento3 páginasExtraRikardo VergaraAún no hay calificaciones
- Universidad Tecnológica Del Valle de TolucaDocumento7 páginasUniversidad Tecnológica Del Valle de TolucaCalderón Rojas Flor EstefaniaAún no hay calificaciones
- Investigacion de Proyectos-2Documento5 páginasInvestigacion de Proyectos-2olverajonathan76Aún no hay calificaciones
- Taller 2 Grupo 35Documento23 páginasTaller 2 Grupo 35Klaudia HasselbrinkAún no hay calificaciones
- Presentacion Cerro VerdeDocumento52 páginasPresentacion Cerro VerdeMarcia Esparza CancinoAún no hay calificaciones
- GRUPO 9 Diagrama de DispersionDocumento9 páginasGRUPO 9 Diagrama de DispersionelizabethAún no hay calificaciones
- GRUPO 9 Diagrama de DispersionDocumento9 páginasGRUPO 9 Diagrama de DispersionelizabethAún no hay calificaciones
- Practica3 Colas 12017Documento6 páginasPractica3 Colas 12017Juan Jose Vaquera Vargas0% (1)
- GRUPO 9 Diagrama de DispersionDocumento9 páginasGRUPO 9 Diagrama de DispersionElizabethPomaAún no hay calificaciones
- Guía #9 - Herramientas de Mejoramiento de ProcesosDocumento2 páginasGuía #9 - Herramientas de Mejoramiento de ProcesosDanny Javier Lindao Ramos0% (1)
- Practica Control de CalidadDocumento3 páginasPractica Control de Calidadcarlos polo alzaAún no hay calificaciones
- Actividad Práctica Aplicada ProfundizaciónDocumento9 páginasActividad Práctica Aplicada ProfundizaciónDebbie Gisell Lee BeltranAún no hay calificaciones
- Ejercicios Ep 2019Documento1 páginaEjercicios Ep 2019Peter DíazAún no hay calificaciones
- Práctica Individual para AlumnosDocumento499 páginasPráctica Individual para AlumnosManuel MendozaAún no hay calificaciones
- Cartas PDocumento4 páginasCartas PseariestrellaAún no hay calificaciones
- Caso Practico Exposiccion Miss Zoraida PDFDocumento25 páginasCaso Practico Exposiccion Miss Zoraida PDFJhercy OjedaAún no hay calificaciones
- Plantilla para Desarrollo Del ProyectoDocumento24 páginasPlantilla para Desarrollo Del ProyectoAdriana GarcíaAún no hay calificaciones
- Taller Hrtas SGCDocumento4 páginasTaller Hrtas SGCBRAYAN AURELIO GUTIERREZ DELGADOAún no hay calificaciones
- Laboratorio 5 2023 Control Estadistico Del ProcesoDocumento4 páginasLaboratorio 5 2023 Control Estadistico Del ProcesoDaniela Silva YumanAún no hay calificaciones
- Taller02 HtasEstMejoraCalidadDocumento5 páginasTaller02 HtasEstMejoraCalidadDahianna MartínezAún no hay calificaciones
- Estan DaresDocumento22 páginasEstan DaresGustavo LimetaAún no hay calificaciones
- Prob U4 2022Documento3 páginasProb U4 2022GERMAN RAMIREZ LOPEZAún no hay calificaciones
- Ejercicios de Adm de Calidad Parte 1Documento2 páginasEjercicios de Adm de Calidad Parte 1Kevin Cordova HidalgoAún no hay calificaciones
- Cep TP#3 2020Documento5 páginasCep TP#3 2020Marisa GrippiAún no hay calificaciones
- Tarea 4Documento3 páginasTarea 4darioAún no hay calificaciones
- Soluciones A Cuello de BotellaDocumento4 páginasSoluciones A Cuello de BotellaJossi AcostaAún no hay calificaciones
- Taller Clase 3Documento3 páginasTaller Clase 3Alejandra VillamilAún no hay calificaciones
- Taller 2 Analisis de DatosDocumento1 páginaTaller 2 Analisis de DatosTivisay MuñozAún no hay calificaciones
- GC Practica 6Documento2 páginasGC Practica 6JofepzAún no hay calificaciones
- Taller 2 Modelos y SimulaciónDocumento24 páginasTaller 2 Modelos y Simulaciónosmar estrada50% (2)
- Informe de Ingenieria de TraficoDocumento20 páginasInforme de Ingenieria de TraficoMiguel JoseAún no hay calificaciones
- Cuellos de BotellaDocumento2 páginasCuellos de Botellazully100% (1)
- Modelos de Asignación.Documento33 páginasModelos de Asignación.tatiana sanchezAún no hay calificaciones
- Problemario Resuelto de Dispercion Regrecion Lineal y MultipleDocumento26 páginasProblemario Resuelto de Dispercion Regrecion Lineal y MultipleJosé Carlos Rosano SuárezAún no hay calificaciones
- UntitledDocumento2 páginasUntitledKatherin Requejo VeraAún no hay calificaciones
- EjerciciosDocumento6 páginasEjerciciosBelÉn Ignacia Poblete LastraAún no hay calificaciones
- Trabajo de Estadistica 1er TemaDocumento3 páginasTrabajo de Estadistica 1er TemaAlvin GomezAún no hay calificaciones
- Caso Industrial Mesas - COSTO LSSGBDocumento5 páginasCaso Industrial Mesas - COSTO LSSGBTalo TaloAún no hay calificaciones
- Econometría I Ejercicio 1Documento1 páginaEconometría I Ejercicio 1Ezequiel ZalduaAún no hay calificaciones
- Taller4 Angie ClementeDocumento18 páginasTaller4 Angie ClementeAngy ClementeAún no hay calificaciones
- Ejercicios PARA CLASE MinitabDocumento12 páginasEjercicios PARA CLASE MinitabSarai Valencia PinedaAún no hay calificaciones
- Problemas: Organización y AdministraciónDocumento2 páginasProblemas: Organización y AdministraciónCarlos Richar0% (1)
- Evaluacion Final de Educacion Fisica 4º Profe Edwin AlmagroDocumento2 páginasEvaluacion Final de Educacion Fisica 4º Profe Edwin Almagroyublian orozcoAún no hay calificaciones
- Hoja de Vida Yublian Orozco.Documento11 páginasHoja de Vida Yublian Orozco.yublian orozcoAún no hay calificaciones
- Evaluacion de Educacion Fisica Profe Edwin AlmagroDocumento4 páginasEvaluacion de Educacion Fisica Profe Edwin Almagroyublian orozcoAún no hay calificaciones
- Mapa Conceptual - Servicio Al ClienteDocumento1 páginaMapa Conceptual - Servicio Al Clienteyublian orozcoAún no hay calificaciones
- Taller Ternodinamica TERMINADODocumento11 páginasTaller Ternodinamica TERMINADOyublian orozcoAún no hay calificaciones
- Primer Taller de TermodinamicaDocumento10 páginasPrimer Taller de Termodinamicayublian orozcoAún no hay calificaciones
- Ejemplo 1 CaracterizaciónDocumento3 páginasEjemplo 1 Caracterizaciónyublian orozcoAún no hay calificaciones
- Importancia Del Servicio Al ClienteDocumento8 páginasImportancia Del Servicio Al Clienteyublian orozcoAún no hay calificaciones
- Mapa Conceptual - Servicio Al ClienteDocumento1 páginaMapa Conceptual - Servicio Al Clienteyublian orozcoAún no hay calificaciones
- Seminario de TitulaciónDocumento4 páginasSeminario de TitulaciónMauricio CortezAún no hay calificaciones
- Examen Teórico Mixer CAMCDocumento5 páginasExamen Teórico Mixer CAMCCristhian Guerrero AsmadAún no hay calificaciones
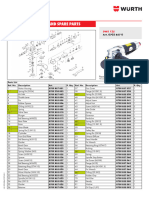
- Despiece Amoladora WurthDocumento1 páginaDespiece Amoladora WurthAri AlbAún no hay calificaciones
- Instituto Tecnlogico Simon BolivarDocumento13 páginasInstituto Tecnlogico Simon BolivarEmanuel GarciaAún no hay calificaciones
- Practica #4 - Secuencia de MotoresDocumento5 páginasPractica #4 - Secuencia de MotoresMateo Moscoso VintimillaAún no hay calificaciones
- Cartas y Diagramas de ProcesoDocumento27 páginasCartas y Diagramas de ProcesoNeverr Alberto UruetaAún no hay calificaciones
- Partsbk 17Documento1032 páginasPartsbk 17reman partsAún no hay calificaciones
- Grupo 3 S10 - Proyecto I. Informe Final Sobre El Análisis MicroeconómicoDocumento25 páginasGrupo 3 S10 - Proyecto I. Informe Final Sobre El Análisis MicroeconómicoSandor AlAún no hay calificaciones
- FICHA MANTENIMIENTO (Autoguardado)Documento3 páginasFICHA MANTENIMIENTO (Autoguardado)Jonathan Stiven Mejia PinedaAún no hay calificaciones
- Impuesto VehicularDocumento14 páginasImpuesto VehicularCatalina BulaAún no hay calificaciones
- Hidrocarburos 110705081337 Phpapp02 PDFDocumento29 páginasHidrocarburos 110705081337 Phpapp02 PDFAndrea ZapanaAún no hay calificaciones
- Actividad 2 Manufactura EsbeltaDocumento5 páginasActividad 2 Manufactura EsbeltaGustavo AldereteAún no hay calificaciones
- Placa Del Motor ElectricoDocumento10 páginasPlaca Del Motor ElectricoJohan RodriguezAún no hay calificaciones
- RC-35 Check-List - CompresorDocumento1 páginaRC-35 Check-List - CompresorCarolina Marín CornejoAún no hay calificaciones
- Guia de Trabajo 2 SCDocumento4 páginasGuia de Trabajo 2 SCGabriela AyalaAún no hay calificaciones
- G3 ELIT Máquinasdeproducción V3Documento11 páginasG3 ELIT Máquinasdeproducción V3Ricardo TórrezAún no hay calificaciones
- Conjuntos de Frenos PDFDocumento5 páginasConjuntos de Frenos PDFEfrsin Gasca VázquezAún no hay calificaciones
- Blaze and The Monster MachinesDocumento6 páginasBlaze and The Monster MachinesmiguelAún no hay calificaciones
- Ejercicio 1 EstadisticaDocumento4 páginasEjercicio 1 EstadisticaDaily CamachoAún no hay calificaciones
- Toberas, Difusores EyectoresDocumento16 páginasToberas, Difusores EyectoresBrandon LambisAún no hay calificaciones
- Aceros AcerosDocumento31 páginasAceros AcerosVictor PalmaAún no hay calificaciones
- Highline 4X4 TMDocumento2 páginasHighline 4X4 TMblack_whhiteAún no hay calificaciones
- Catalogo Id4Documento15 páginasCatalogo Id4delfoneAún no hay calificaciones
- Proyecto Final de PLCDocumento3 páginasProyecto Final de PLCMariamn ShiprrittAún no hay calificaciones
- 14.1.5 Motores de Turbina Turboejes y TurbohélicesDocumento19 páginas14.1.5 Motores de Turbina Turboejes y Turbohélicesibaki ibakiAún no hay calificaciones