También podría gustarte
- Fortimax 2016 PDFDocumento1 páginaFortimax 2016 PDFJhonatanHuertaAún no hay calificaciones
- Manual de Plan de Calidad de Obra Del AceroDocumento15 páginasManual de Plan de Calidad de Obra Del Acerohenry martinez mejiaAún no hay calificaciones
- Apu Pintura CostoDocumento15 páginasApu Pintura CostoAlexa BrachoAún no hay calificaciones
- Ground Cover - TPDocumento1 páginaGround Cover - TPAlejandra GomezAún no hay calificaciones
- B66 DTM Acrylic Gloss 2019Documento4 páginasB66 DTM Acrylic Gloss 2019Isbel Pulido100% (1)
- Zanjon de OxidacionDocumento3 páginasZanjon de OxidacionKeiner LuceroAún no hay calificaciones
- Anexo 03 Diseño de Concreto Tipo I - YURADocumento1 páginaAnexo 03 Diseño de Concreto Tipo I - YURARobertAún no hay calificaciones
- CERTIFICADO DE CALIDAD PARA SEPARADOR DE CONCRETODocumento1 páginaCERTIFICADO DE CALIDAD PARA SEPARADOR DE CONCRETOAntony Bermudez ramirezAún no hay calificaciones
- Brochure Guia Instalacion Geomalla EspañolDocumento8 páginasBrochure Guia Instalacion Geomalla EspañolEdna LorenaAún no hay calificaciones
- Log Ensayos de Laboratorio 28.11.2022Documento2 páginasLog Ensayos de Laboratorio 28.11.2022luis100% (1)
- Ficha Tecnica Policarbonato Alveolar PDFDocumento6 páginasFicha Tecnica Policarbonato Alveolar PDFDaniel Orlando Pizarro MirandaAún no hay calificaciones
- GeomantasDocumento11 páginasGeomantasJorge David Apaza DueñasAún no hay calificaciones
- TDS MX Ficha Técnica Macgrid AR20.7Documento1 páginaTDS MX Ficha Técnica Macgrid AR20.7RAUL HANDERAún no hay calificaciones
- Verificación de vaciado de concretoDocumento7 páginasVerificación de vaciado de concretoGuillermo RegisAún no hay calificaciones
- Uni - Precios de Ensayos - Especificaciones de MuestrasDocumento1 páginaUni - Precios de Ensayos - Especificaciones de MuestrasMarko Markini100% (1)
- GAVION CAJA - GALVANIZADO - 8x10 - 2.70 - 3.40mm - 2013 OctDocumento2 páginasGAVION CAJA - GALVANIZADO - 8x10 - 2.70 - 3.40mm - 2013 OctEdgardYL9Aún no hay calificaciones
- FT Tuberia Hdpe Corrugada - Aashto m252 - PXDocumento6 páginasFT Tuberia Hdpe Corrugada - Aashto m252 - PXJenny Lapa RomeroAún no hay calificaciones
- Ensayo de Compresion Obra Colegio Camana 25 Enero 2022Documento7 páginasEnsayo de Compresion Obra Colegio Camana 25 Enero 2022Eduardo VelasquezAún no hay calificaciones
- Ficha Tecnica Perno Anclaje AOlivaDocumento2 páginasFicha Tecnica Perno Anclaje AOlivaMarioMorenoAún no hay calificaciones
- OTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3Documento10 páginasOTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3young bastarding100% (1)
- Presentacion Tecnica TecwebDocumento1 páginaPresentacion Tecnica TecwebCristian Eduardo Rey PalaciosAún no hay calificaciones
- 15 PC em MG 01 Malla GalvanizadaDocumento4 páginas15 PC em MG 01 Malla GalvanizadaRobin FloresAún no hay calificaciones
- SikaColombia-Rehabilitación-Fisuras en El Concreto ReforzadoDocumento20 páginasSikaColombia-Rehabilitación-Fisuras en El Concreto ReforzadoSebastian TorresAún no hay calificaciones
- RFI 1 - Nieve UcroDocumento1 páginaRFI 1 - Nieve Ucrojnu6mnju6njAún no hay calificaciones
- GeoceldasDocumento1 páginaGeoceldasLuis Castro Prieto FarfanAún no hay calificaciones
- Cotizacion Reforzamiento Estructural Puente GruaDocumento1 páginaCotizacion Reforzamiento Estructural Puente GruaJack Meza SánchezAún no hay calificaciones
- Copia de PROTOCOLOS MICROPILOTES DE TUBODocumento22 páginasCopia de PROTOCOLOS MICROPILOTES DE TUBOPatricio Silva OvalleAún no hay calificaciones
- Ficha Tecnica PVC HRDocumento1 páginaFicha Tecnica PVC HRFelix Mamani HuancaAún no hay calificaciones
- Sellador adhesivo elástico multiusosDocumento2 páginasSellador adhesivo elástico multiusosCEs ARAún no hay calificaciones
- Ojo Chino filtro rotatorio AISI 304 4mmDocumento1 páginaOjo Chino filtro rotatorio AISI 304 4mmLucas AAún no hay calificaciones
- Demolicion de Roca o Concreto Con Cemento ExpansivoDocumento11 páginasDemolicion de Roca o Concreto Con Cemento ExpansivoPAOLA ANDREA POSADA RAMIREZAún no hay calificaciones
- Protocolo de Control de Sostenimiento de TaludesDocumento1 páginaProtocolo de Control de Sostenimiento de TaludesAngela CumpaAún no hay calificaciones
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDocumento43 páginasPATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoAún no hay calificaciones
- Geotextil Tejido T2400 MARVDocumento1 páginaGeotextil Tejido T2400 MARVLuis E. Ccama CahuanaAún no hay calificaciones
- Ensayo de calidad vacío soldadura extrusiónDocumento8 páginasEnsayo de calidad vacío soldadura extrusiónAnthony Becerra SantillanAún no hay calificaciones
- Protección erosión canales usos geocolchonesDocumento57 páginasProtección erosión canales usos geocolchonesDaisy' RuizAún no hay calificaciones
- Cuadro Comparativo: Pernos para Equipos RFI 558 RFI 559 RFI 560 RFI 622 RFI 624 RFI 625 RFI 626Documento7 páginasCuadro Comparativo: Pernos para Equipos RFI 558 RFI 559 RFI 560 RFI 622 RFI 624 RFI 625 RFI 626Dodgaly UzcateguiAún no hay calificaciones
- Proforma ReaDocumento3 páginasProforma ReaHenry William Alvarado MautinoAún no hay calificaciones
- Especificaciones de La Trampa de Grasas PDFDocumento24 páginasEspecificaciones de La Trampa de Grasas PDFJaime Alberto Alzate OrtizAún no hay calificaciones
- Propuesta Tingo TransporteDocumento13 páginasPropuesta Tingo TransporteKatherin Huarhuachi EspinozaAún no hay calificaciones
- Pruba HidraulicaDocumento4 páginasPruba Hidraulica4630220Aún no hay calificaciones
- Calaminon - #12 (Fijacion Estructuras)Documento1 páginaCalaminon - #12 (Fijacion Estructuras)Jefe de Proyectos - FJC IngenierosAún no hay calificaciones
- Comparación no reportada de geomallas triaxiales y biaxialesDocumento3 páginasComparación no reportada de geomallas triaxiales y biaxialesFernando Robles100% (1)
- Precio Unitario Del Concreto en ExcelDocumento5 páginasPrecio Unitario Del Concreto en ExcelWiler ParedesAún no hay calificaciones
- Geotextiles especificacionesDocumento10 páginasGeotextiles especificacionesjoelAún no hay calificaciones
- Certificado FierroDocumento1 páginaCertificado FierroAlvaro Cardona Azurduy100% (1)
- Formato de Control de Asentamiento Topografico.Documento11 páginasFormato de Control de Asentamiento Topografico.Carlos Avendano AguirreAún no hay calificaciones
- 03 Sistema de SubdrenajeDocumento4 páginas03 Sistema de SubdrenajeRicardo Jesus Mallma CubasAún no hay calificaciones
- F-7857-1203 LIBERACIÒN CONCRETO LANZADO Rev.2Documento1 páginaF-7857-1203 LIBERACIÒN CONCRETO LANZADO Rev.2Brayan OspinaAún no hay calificaciones
- FDT705 007Documento3 páginasFDT705 007Gabriela Huamani PradoAún no hay calificaciones
- Norma de Juntas PlanasDocumento2 páginasNorma de Juntas PlanasMarcelo PellizzaAún no hay calificaciones
- Manual - Armado Armco y SiderperuDocumento2 páginasManual - Armado Armco y Siderperual100% (1)
- Precio de MaterialesDocumento4 páginasPrecio de MaterialesNestor Augusto Zelaya SantosAún no hay calificaciones
- BEADSDocumento5 páginasBEADSJohan EscuderoAún no hay calificaciones
- Resumen de Horas MaquinaDocumento2 páginasResumen de Horas MaquinaDenis CpAún no hay calificaciones
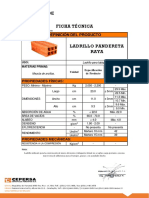
- 4 Ficha Tecnica Pandereta Raya 2022Documento1 página4 Ficha Tecnica Pandereta Raya 2022juan carlos arteagaAún no hay calificaciones
- Panel Cuadro Led 40W: IluminaciónDocumento2 páginasPanel Cuadro Led 40W: IluminaciónHenry Gutiérrez RamosAún no hay calificaciones
- CP-601S Ficha TécnicaDocumento2 páginasCP-601S Ficha Técnicagabox707Aún no hay calificaciones
- Certificado de Calidad - Geomalla Biaxial 3030 - 0001-0002087Documento1 páginaCertificado de Calidad - Geomalla Biaxial 3030 - 0001-0002087Jhoel QuispeAún no hay calificaciones
- ET CID Geom-LLDPE-Lisa-GM17-2.00mm - 2016mayDocumento1 páginaET CID Geom-LLDPE-Lisa-GM17-2.00mm - 2016mayneil290781Aún no hay calificaciones
- Micro Riego de San Roque (Iscayachi) - B1Documento1 páginaMicro Riego de San Roque (Iscayachi) - B1Eiber Guarachi SilvaAún no hay calificaciones
- Ruta de carretera con marcadores de posiciónDocumento1 páginaRuta de carretera con marcadores de posiciónEiber Guarachi SilvaAún no hay calificaciones
- Micro Riego de San Roque (Iscayachi) - B5Documento1 páginaMicro Riego de San Roque (Iscayachi) - B5Eiber Guarachi SilvaAún no hay calificaciones
- Guía para la instalación de un sistema de riego por goteoDocumento1 páginaGuía para la instalación de un sistema de riego por goteoEiber Guarachi SilvaAún no hay calificaciones
- Micro Riego de San Roque (Iscayachi) - B4Documento1 páginaMicro Riego de San Roque (Iscayachi) - B4Eiber Guarachi SilvaAún no hay calificaciones
- CAMARASDocumento1 páginaCAMARASEiber Guarachi SilvaAún no hay calificaciones
- Micro Riego de San Roque (Iscayachi) - B2Documento1 páginaMicro Riego de San Roque (Iscayachi) - B2Eiber Guarachi SilvaAún no hay calificaciones
- Micro Riego de San Roque (Iscayachi) - B3Documento1 páginaMicro Riego de San Roque (Iscayachi) - B3Eiber Guarachi SilvaAún no hay calificaciones
- Detalle Puente-P2Documento1 páginaDetalle Puente-P2Eiber Guarachi SilvaAún no hay calificaciones
- Refuerzo de La Fuente Base Con GeomallasDocumento16 páginasRefuerzo de La Fuente Base Con GeomallasEiber Guarachi SilvaAún no hay calificaciones
- SECUMATDocumento44 páginasSECUMATEiber Guarachi SilvaAún no hay calificaciones
- AljibeDocumento1 páginaAljibeEiber Guarachi SilvaAún no hay calificaciones
- Descripcion Veces Largo (M) Ancho (M) Alto (M) Vol - ParcialDocumento1 páginaDescripcion Veces Largo (M) Ancho (M) Alto (M) Vol - ParcialEiber Guarachi SilvaAún no hay calificaciones
- Laguna de MaduracionDocumento1 páginaLaguna de MaduracionEiber Guarachi SilvaAún no hay calificaciones
- Geomembrana HDPE Lisa GM13 V.29Documento2 páginasGeomembrana HDPE Lisa GM13 V.29Eiber Guarachi SilvaAún no hay calificaciones
- Geotextiles - No - Tejidos FICHA TECNICADocumento1 páginaGeotextiles - No - Tejidos FICHA TECNICAEiber Guarachi SilvaAún no hay calificaciones
- Geomembrana HDPE Lisa Nominal V.20Documento2 páginasGeomembrana HDPE Lisa Nominal V.20Eiber Guarachi SilvaAún no hay calificaciones
- Ventajas Del SecudrainDocumento4 páginasVentajas Del SecudrainEiber Guarachi SilvaAún no hay calificaciones
- Mineria y GeosinteticosDocumento16 páginasMineria y GeosinteticosEiber Guarachi SilvaAún no hay calificaciones
- Energia Eolica y GeosinteticosDocumento8 páginasEnergia Eolica y GeosinteticosEiber Guarachi SilvaAún no hay calificaciones
- Ingenieria HidraulicaDocumento24 páginasIngenieria HidraulicaEiber Guarachi SilvaAún no hay calificaciones
- Ingenieria CivilDocumento32 páginasIngenieria CivilEiber Guarachi SilvaAún no hay calificaciones
- NAUE Advantages of SecudrainDocumento2 páginasNAUE Advantages of SecudrainEiber Guarachi SilvaAún no hay calificaciones
- Construccion de TunelesDocumento7 páginasConstruccion de TunelesEiber Guarachi SilvaAún no hay calificaciones
- SecudrainDocumento2 páginasSecudrainEiber Guarachi SilvaAún no hay calificaciones
- Construccion de DiquesDocumento4 páginasConstruccion de DiquesEiber Guarachi SilvaAún no hay calificaciones
- GEOMEMBRANA HDPE IMPERMEABILIZACIÓNDocumento14 páginasGEOMEMBRANA HDPE IMPERMEABILIZACIÓNEiber Guarachi SilvaAún no hay calificaciones
- Especi - Tecnicas 3zincDocumento10 páginasEspeci - Tecnicas 3zincEiber Guarachi SilvaAún no hay calificaciones
- GTX019M Geotextil especificación internacionalDocumento1 páginaGTX019M Geotextil especificación internacionalEiber Guarachi Silva100% (1)
- Guía Didáctica 5Documento16 páginasGuía Didáctica 5Johan Steven Quintero CardenasAún no hay calificaciones
- Clasificación de Los Electodos RevestidosDocumento2 páginasClasificación de Los Electodos RevestidosVictor AguilarAún no hay calificaciones
- Cristalográfia y El Orden Interno de La Materia CristalinaDocumento52 páginasCristalográfia y El Orden Interno de La Materia CristalinaJose jerlyn ydrogo olanoAún no hay calificaciones
- El BaloncestoDocumento8 páginasEl BaloncestoYurandir AriasAún no hay calificaciones
- Levantamiento Poligonal AbiertaDocumento22 páginasLevantamiento Poligonal AbiertaDiego RiañoAún no hay calificaciones
- Informe de Losa Aligerada Tecno Del ConcretoDocumento54 páginasInforme de Losa Aligerada Tecno Del ConcretoCristian Baique Timaná100% (1)
- Comprobar Ecuaciones Diferenciales 1Documento8 páginasComprobar Ecuaciones Diferenciales 1danichavesAún no hay calificaciones
- Repaso CalculoDocumento2 páginasRepaso CalculoJuan Camilo BelalcazarAún no hay calificaciones
- Nociones Básicas Del Lenguaje PlásticoDocumento11 páginasNociones Básicas Del Lenguaje Plásticojimena CadimaAún no hay calificaciones
- MEDICIÓN DE TEMPERATURA: CALIBRACIÓN DE TERMÓMETROSDocumento19 páginasMEDICIÓN DE TEMPERATURA: CALIBRACIÓN DE TERMÓMETROSGuzmanPomaGiovannyAún no hay calificaciones
- Tabla periódica elementosDocumento9 páginasTabla periódica elementosIsmerai SantosAún no hay calificaciones
- Tipología de IndustriasDocumento9 páginasTipología de IndustriasFERNANDAAún no hay calificaciones
- Reporte Semana 3-Densidad-QUÍMICA - 2020 - 10Documento3 páginasReporte Semana 3-Densidad-QUÍMICA - 2020 - 10Gustavo Caballero VillenaAún no hay calificaciones
- Determinación de Mezclas de Carbonato y Carbonato ÁcidoDocumento6 páginasDeterminación de Mezclas de Carbonato y Carbonato ÁcidoAntonio FloresAún no hay calificaciones
- Mapa Conceptual Cap 5Documento3 páginasMapa Conceptual Cap 5Ruth Maria VelazquezAún no hay calificaciones
- S14.s04 - Prob Hiperestaticos Por FlexionDocumento32 páginasS14.s04 - Prob Hiperestaticos Por FlexionRonny Cervantes RojasAún no hay calificaciones
- Notación Científica TripticoDocumento3 páginasNotación Científica TripticoJose Venegas Bravo73% (11)
- Taller Bio SeguridadDocumento3 páginasTaller Bio SeguridadAnonymous a3aARMHwdAún no hay calificaciones
- Peso volumétrico húmedo de sueloDocumento10 páginasPeso volumétrico húmedo de sueloKevin Sç100% (1)
- Generación energía costaDocumento8 páginasGeneración energía costaDiego Álvarez100% (2)
- Inst. ElectricasDocumento1 páginaInst. ElectricasMoises Ponce RodriguezAún no hay calificaciones
- Chapter 3 TorsionDocumento20 páginasChapter 3 TorsionElio SaldañaAún no hay calificaciones
- 02 Adp Geometria SextoDocumento4 páginas02 Adp Geometria SextoDeysi FigueredoAún no hay calificaciones
- Lec 11Documento16 páginasLec 11Cesar Imba AAún no hay calificaciones
- Naturaleza Ondulatoria de La LuzDocumento4 páginasNaturaleza Ondulatoria de La LuzMaria MateranoAún no hay calificaciones
- Fisica R1Documento3 páginasFisica R1William Delgado SalcedoAún no hay calificaciones
- Control 3 Ejercicios Resueltos ComputacionDocumento11 páginasControl 3 Ejercicios Resueltos ComputacionJack JonhsonAún no hay calificaciones
- GRASADocumento2 páginasGRASASCHUTZ_04Aún no hay calificaciones
- Ejer Cici OsDocumento10 páginasEjer Cici OsCristina Quinatoa100% (1)
- Cuestionario de Fisica para GradoDocumento54 páginasCuestionario de Fisica para Gradovanessa-p3Aún no hay calificaciones