También podría gustarte
- Iso 22000 Inocuidad de AlimentosDocumento36 páginasIso 22000 Inocuidad de AlimentosMirian Elizabeth Salcedo VeraAún no hay calificaciones
- Procesos Productivos Postres y FlanesDocumento2 páginasProcesos Productivos Postres y FlanesJulianMautiAún no hay calificaciones
- g1599s PDFDocumento5 páginasg1599s PDFcpinedaAún no hay calificaciones
- Control Calidad Conservas VegetalesDocumento8 páginasControl Calidad Conservas VegetalesJuan GonzalezAún no hay calificaciones
- Influencia de La Temperatura de La Leche, Sobre El Tiempo de Coagulación de La MismaDocumento12 páginasInfluencia de La Temperatura de La Leche, Sobre El Tiempo de Coagulación de La MismaPaul PereyraAún no hay calificaciones
- Guia Analisis de Leche y Derivados LacteosDocumento8 páginasGuia Analisis de Leche y Derivados LacteosLINA SUAZAAún no hay calificaciones
- Haccp Elaboracion Del PanDocumento16 páginasHaccp Elaboracion Del PanTIVENAún no hay calificaciones
- Tema 5 Gestión de Los Riesgos Alergénicos Por Parte Del Sector de La AlimentaciónDocumento44 páginasTema 5 Gestión de Los Riesgos Alergénicos Por Parte Del Sector de La Alimentaciónyo mismoAún no hay calificaciones
- Haccp Listo 234Documento14 páginasHaccp Listo 234Alejandra Cerquera CastañedaAún no hay calificaciones
- TP 1 ComposicionDocumento9 páginasTP 1 ComposicionAlanAún no hay calificaciones
- Determinacion de La Vida Util Del YogurtDocumento2 páginasDeterminacion de La Vida Util Del YogurtpelegAún no hay calificaciones
- Fermentos y Cultivos Starters para QuesosDocumento39 páginasFermentos y Cultivos Starters para QuesoschicotumbadoAún no hay calificaciones
- 11 Trabajo Final de Control de Calidad FINAL 1Documento37 páginas11 Trabajo Final de Control de Calidad FINAL 1vanessaAún no hay calificaciones
- 6 Anexo 4 NORMAS PARA ANALISIS FQ Y MICROB DE LOS ALIMENTOSDocumento13 páginas6 Anexo 4 NORMAS PARA ANALISIS FQ Y MICROB DE LOS ALIMENTOSOscarAún no hay calificaciones
- Analisis de La LecheDocumento21 páginasAnalisis de La Lecheerika jimena100% (1)
- Ensayo Sensorial TriangularDocumento15 páginasEnsayo Sensorial TriangularMaría Pía Mogues100% (8)
- Portafolio Buenas Practicas de ManufacturaDocumento5 páginasPortafolio Buenas Practicas de ManufacturaWendy RugelesAún no hay calificaciones
- Defectos en LatasDocumento17 páginasDefectos en LatasJose DuranAún no hay calificaciones
- Pruebas de PlataformaDocumento3 páginasPruebas de PlataformaYoan ocampoAún no hay calificaciones
- Haccp NicaraguaDocumento6 páginasHaccp NicaraguaManuel López MirandaAún no hay calificaciones
- Informe Pulpa de GuanabanaDocumento12 páginasInforme Pulpa de GuanabanajwarbolAún no hay calificaciones
- Salud Ocupacional en La Industria AlimentariaDocumento7 páginasSalud Ocupacional en La Industria AlimentariaVictor AlvaradoAún no hay calificaciones
- Manual Evaluación Sensorial Emma Wittig de PennaDocumento130 páginasManual Evaluación Sensorial Emma Wittig de PennaVictor Manuel Garcia Flandez0% (1)
- Modelado de Pasteurizacion AjaDocumento12 páginasModelado de Pasteurizacion AjaAntony MontesinoAún no hay calificaciones
- Informe de Laboratorio de Alimentos PDFDocumento19 páginasInforme de Laboratorio de Alimentos PDFTaniaOréToribio100% (2)
- Practica de Nectar de GuayabaDocumento9 páginasPractica de Nectar de GuayabaDiana Laura Trasviña GonzalezAún no hay calificaciones
- Analis de La Harina de TrigoDocumento8 páginasAnalis de La Harina de TrigoGiovanny Zamudio100% (1)
- Taller de PasteurizacioDocumento8 páginasTaller de Pasteurizaciojulio cesar palma lunaAún no hay calificaciones
- Informe 2 Tecnología de LechesDocumento6 páginasInforme 2 Tecnología de LechesDaisuke NuñezAún no hay calificaciones
- Modulo de LácteosDocumento90 páginasModulo de LácteosdelAún no hay calificaciones
- Analisis de Laboratorio en Productos Cárnicos No EnlatadosDocumento8 páginasAnalisis de Laboratorio en Productos Cárnicos No Enlatadosalejandra Monroy BernalAún no hay calificaciones
- Alimentos Acidificados y de Baja Acidez 2Documento21 páginasAlimentos Acidificados y de Baja Acidez 2Nataly QuevedoAún no hay calificaciones
- Informe Visita Tecnica AlivalDocumento2 páginasInforme Visita Tecnica Alivaljose perezAún no hay calificaciones
- Analisis de Peligros y Puntos Criticos de ControlDocumento71 páginasAnalisis de Peligros y Puntos Criticos de ControlDANIBATA100% (1)
- Tecnicas de Muestreo para La LecheDocumento6 páginasTecnicas de Muestreo para La LecheLoren PadillaAún no hay calificaciones
- Ficha Tecnica de Maquinaria para El Proceso de AlimentosDocumento2 páginasFicha Tecnica de Maquinaria para El Proceso de AlimentosDany Condori CrispinAún no hay calificaciones
- Leches SaborizadasDocumento7 páginasLeches SaborizadasOscar ManriqueAún no hay calificaciones
- Norma para ManíDocumento1 páginaNorma para ManíAdriana SantacruzAún no hay calificaciones
- FSSC 22000Documento4 páginasFSSC 22000Mau DianiAún no hay calificaciones
- Planilla SensorialDocumento1 páginaPlanilla SensorialJuan Pablo Albarracin100% (1)
- Microbiologia 2Documento9 páginasMicrobiologia 2Kevy ValkiriaAún no hay calificaciones
- Índice de Madurez de Frutas y HortalizasDocumento9 páginasÍndice de Madurez de Frutas y HortalizasAngel PinedoAún no hay calificaciones
- HACCPDocumento18 páginasHACCPLiily LpzAún no hay calificaciones
- Reporte de Practica Analisis de PlataformaDocumento13 páginasReporte de Practica Analisis de PlataformaYessica Sanchez ArroyoAún no hay calificaciones
- La Ley de Arrhenius y El Almacenamiento de Alimentos en Un CongeladorDocumento3 páginasLa Ley de Arrhenius y El Almacenamiento de Alimentos en Un CongeladordulceAún no hay calificaciones
- Caso 3. Suero de Leche y Cosmética TMDocumento2 páginasCaso 3. Suero de Leche y Cosmética TMMonxe GuañoAún no hay calificaciones
- guiBPMserviciodecomidas PDFDocumento98 páginasguiBPMserviciodecomidas PDFEric IsnadoAún no hay calificaciones
- Recuento Microorganismos Aerobios MesófilosDocumento2 páginasRecuento Microorganismos Aerobios MesófilosMarlon Joao Rosales ArroyoAún no hay calificaciones
- Examen InocuidadDocumento2 páginasExamen InocuidadGiann Culquitante Moreno100% (1)
- Practicas de Bioquimica de Los AlimentosDocumento44 páginasPracticas de Bioquimica de Los AlimentosrencortAún no hay calificaciones
- Introducción y Conclusion Higiene 5Documento3 páginasIntroducción y Conclusion Higiene 5Alejandro Lara Resendíz0% (1)
- Curso Plan HACCP en El Procesamiento Del ChocolateDocumento185 páginasCurso Plan HACCP en El Procesamiento Del ChocolateRita Silvia Alvarado VaraAún no hay calificaciones
- Practica 4. Determinacion de CenizasDocumento6 páginasPractica 4. Determinacion de CenizasGari Renso Pascual CuchoAún no hay calificaciones
- Secadoy Control Plagas 2Documento92 páginasSecadoy Control Plagas 2caritomedina88Aún no hay calificaciones
- Procesamientodellactosuero Elaboracion de Lactosa y Aprovechamiento de ProteinasDocumento6 páginasProcesamientodellactosuero Elaboracion de Lactosa y Aprovechamiento de ProteinasWambaAún no hay calificaciones
- Identificacion de PCCDocumento5 páginasIdentificacion de PCCRuth Sofia Aguilar CcolqqueAún no hay calificaciones
- Puntos Criticos de ControlDocumento5 páginasPuntos Criticos de Controlivonne karina ramos cardenasAún no hay calificaciones
- Como Determinar Los Puntos de Control CríticoDocumento5 páginasComo Determinar Los Puntos de Control CríticohermesAún no hay calificaciones
- Arbol de Desiciones para Determinar PCCDocumento5 páginasArbol de Desiciones para Determinar PCCniltonrendon8120Aún no hay calificaciones
- Trabajo Practico H.A.C.C.P - Avila, de La Mora, Garcia, Ramis, Romero, Santillan, VijarraDocumento8 páginasTrabajo Practico H.A.C.C.P - Avila, de La Mora, Garcia, Ramis, Romero, Santillan, VijarraGonzalo AvilaAún no hay calificaciones
- Analisis de AlimentoDocumento38 páginasAnalisis de AlimentoMozquito GamingAún no hay calificaciones
- Universidad Nacional ExperimentalDocumento15 páginasUniversidad Nacional Experimental[X]Chara GamingAún no hay calificaciones
- TrabajoDocumento6 páginasTrabajoMozquito GamingAún no hay calificaciones
- Analisis de Alimento Articulo CientificoDocumento5 páginasAnalisis de Alimento Articulo Cientifico[X]Chara GamingAún no hay calificaciones
- Cocos Gram+ y Bacilos Gram+Documento2 páginasCocos Gram+ y Bacilos Gram+[X]Chara GamingAún no hay calificaciones
- Evaluación 3 HACCPDocumento7 páginasEvaluación 3 HACCPMozquito GamingAún no hay calificaciones
- Estudio Economico y Evaluación Del ProyectoDocumento24 páginasEstudio Economico y Evaluación Del ProyectoMozquito Gaming100% (1)
- Bacilos Gram 123545Documento2 páginasBacilos Gram 123545Mozquito GamingAún no hay calificaciones
- Bacilos GramDocumento2 páginasBacilos GramMozquito GamingAún no hay calificaciones
- Potencial Agroindustrial de Cáscaras de Mango (Mangifera Indica) Variedades Keitt y Tommy Atkins PDFDocumento6 páginasPotencial Agroindustrial de Cáscaras de Mango (Mangifera Indica) Variedades Keitt y Tommy Atkins PDFJesus C. MendozaAún no hay calificaciones
- Capitulo I - Concha de NaranjaDocumento15 páginasCapitulo I - Concha de NaranjaYoiner Alexander BPAún no hay calificaciones
- Una Silla en La JunglaDocumento7 páginasUna Silla en La JunglasusetsanchezAún no hay calificaciones
- RD - 192 - 88 - Ley AntitabacoDocumento6 páginasRD - 192 - 88 - Ley AntitabacojavidcAún no hay calificaciones
- Marco ConceptualDocumento2 páginasMarco Conceptualalcides nicolas holgado frisanchoAún no hay calificaciones
- Los Números NaturalesDocumento2 páginasLos Números Naturalesnachota largaAún no hay calificaciones
- Plan de TrabajoDocumento2 páginasPlan de TrabajoMalena RodriguezAún no hay calificaciones
- Recetas Cocina Judia para Pesaj PDFDocumento4 páginasRecetas Cocina Judia para Pesaj PDFelisaross_91454Aún no hay calificaciones
- Clases de HangulDocumento21 páginasClases de HangulAida X. Garcia100% (4)
- Tema 4-Los Valores Del Reino - Jueves 24 Feb 22Documento3 páginasTema 4-Los Valores Del Reino - Jueves 24 Feb 22Ciro Naun Brown HernandezAún no hay calificaciones
- Ucan Avila M1s2ai3Documento9 páginasUcan Avila M1s2ai3Roxana Rubi Ucan AvilaAún no hay calificaciones
- Trabajo Final NinoskaDocumento12 páginasTrabajo Final NinoskaSammy RodriguezAún no hay calificaciones
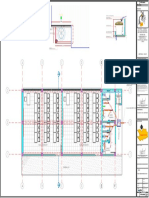
- Hidrosanitario Aulas-Inst-Aul-01aDocumento1 páginaHidrosanitario Aulas-Inst-Aul-01aFredy PereaAún no hay calificaciones
- Dokumen - Tips Arroz-ZambitoDocumento2 páginasDokumen - Tips Arroz-ZambitoJessica JimenezAún no hay calificaciones
- 1º y 2º ESO Encuesta de La Amabilidad CastillaDocumento3 páginas1º y 2º ESO Encuesta de La Amabilidad CastillasemanamjAún no hay calificaciones
- TP 2 EpistemologiaDocumento3 páginasTP 2 EpistemologiacarocruuzAún no hay calificaciones
- 20 - Cuestionario 2 - Extracción Líquido-LíquidoDocumento9 páginas20 - Cuestionario 2 - Extracción Líquido-LíquidocristianAún no hay calificaciones
- Proceso EjecutivoDocumento94 páginasProceso EjecutivolroenaAún no hay calificaciones
- Guía N°6 AsiaDocumento21 páginasGuía N°6 AsiaSamuel Montoya ZapataAún no hay calificaciones
- Diferencias Entre Evaluar, Medir, Acreditar - Funciones de La Evaluación.Documento4 páginasDiferencias Entre Evaluar, Medir, Acreditar - Funciones de La Evaluación.Mar LoveAún no hay calificaciones
- El Capital de Trabajo y Su FinanciamientoDocumento2 páginasEl Capital de Trabajo y Su FinanciamientoJulio Cesar QuispeAún no hay calificaciones
- Aeropuerto Del Dorado EspecificacionesDocumento14 páginasAeropuerto Del Dorado EspecificacionesrolorieraAún no hay calificaciones
- 26.006.04 CanceleriaDocumento3 páginas26.006.04 CanceleriaMiguel Angel TxzAún no hay calificaciones
- Presentación 1Documento5 páginasPresentación 1John CHAún no hay calificaciones
- Informe de Modelado. FINDocumento27 páginasInforme de Modelado. FINJaner Urango AnayaAún no hay calificaciones
- Canvas de Modelo de NegocioDocumento5 páginasCanvas de Modelo de NegocioRoxanaValleRodriguezAún no hay calificaciones
- 01 Trastornos Ácido BaseDocumento52 páginas01 Trastornos Ácido BaseMarlon UlloaAún no hay calificaciones
- Informe de Practica Profesional Finalizado-Jennifer VelasquezDocumento47 páginasInforme de Practica Profesional Finalizado-Jennifer VelasquezWnxiio Banegas100% (5)
- 4 y 5Documento136 páginas4 y 5Jimi JersonAún no hay calificaciones
- Diferencia Entre Oracion y ProposicionDocumento40 páginasDiferencia Entre Oracion y ProposicionJuan Carlos Mamani ChambiAún no hay calificaciones
- U III Superacion PersonalDocumento5 páginasU III Superacion PersonalWendy TreviñoAún no hay calificaciones
- Modulo de Danza Folklorica EcuatorianaDocumento99 páginasModulo de Danza Folklorica EcuatorianaMariella Centeno JaureguiAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Las recetas del mundo en las pelis de animaciónDe EverandLas recetas del mundo en las pelis de animaciónCalificación: 5 de 5 estrellas5/5 (2)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- Paulina cocina en 30 minutos: Recetas prácticas para todos los díasDe EverandPaulina cocina en 30 minutos: Recetas prácticas para todos los díasCalificación: 4.5 de 5 estrellas4.5/5 (8)
- Haz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesDe EverandHaz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Postres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaDe EverandPostres Saludables para Disfrutar sin Culpa. Postres Paleo sin Gluten, Azucar ni LactosaCalificación: 5 de 5 estrellas5/5 (17)
- Sopas: Nuestras 100 mejores recetas en un solo libroDe EverandSopas: Nuestras 100 mejores recetas en un solo libroCalificación: 5 de 5 estrellas5/5 (2)
- Fermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalDe EverandFermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalCalificación: 3 de 5 estrellas3/5 (1)
- Las recetas de las películas del Studio GhibliDe EverandLas recetas de las películas del Studio GhibliCalificación: 5 de 5 estrellas5/5 (1)
- Cocina antiestrés: Nuestras 100 mejores recetas en un solo libroDe EverandCocina antiestrés: Nuestras 100 mejores recetas en un solo libroAún no hay calificaciones
- El Gran libro de jugos y batidos verdes: ¡Más de 400 recetas simples y deliciosas!De EverandEl Gran libro de jugos y batidos verdes: ¡Más de 400 recetas simples y deliciosas!Calificación: 5 de 5 estrellas5/5 (1)
- Recetas fáciles KETO & Ayuno Intermitente para perder pesoDe EverandRecetas fáciles KETO & Ayuno Intermitente para perder pesoCalificación: 3 de 5 estrellas3/5 (6)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Tapas: Nuestras 100 mejores recetas en un solo libroDe EverandTapas: Nuestras 100 mejores recetas en un solo libroAún no hay calificaciones
- La Vida Útil de los Alimentos y sus Principales Reacciones: ¿Qué pasa en los alimentos con el tiempo?De EverandLa Vida Útil de los Alimentos y sus Principales Reacciones: ¿Qué pasa en los alimentos con el tiempo?Calificación: 2 de 5 estrellas2/5 (1)
- Ayuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoDe EverandAyuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoCalificación: 1 de 5 estrellas1/5 (2)
- Pasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroDe EverandPasteles rápidos y tartas frías: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (20)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)