Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Conceptos y Parámetros Fundamentales de La Dirección de Operaciones
Cargado por
Gustavo CanepaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Conceptos y Parámetros Fundamentales de La Dirección de Operaciones
Cargado por
Gustavo CanepaCopyright:
Formatos disponibles
PN-458
Noviembre de 2009
Conceptos y parámetros fundamentales de la dirección de
operaciones
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
En esta nota técnica se introducen los conceptos y parámetros fundamentales para el análisis
de un sistema de operaciones desde la óptica de la dirección general de una empresa. El
objetivo es ofrecer una terminología precisa, a la vez que práctica, a los directivos. Debemos
resaltar, no obstante, que al no existir una sistemática ni una terminología universalmente
aceptadas en el mundo de las operaciones, la aquí empleada puede diferir frente a la utilizada
en otras referencias o en su empresa.
Describimos primero los elementos que conforman un sistema de operaciones. Luego,
presentamos la terminología que se puede utilizar para evaluar el rendimiento del sistema.
Para ilustrar mejor las definiciones, las completaremos con el ejemplo de una peluquería.
I. Los elementos de un sistema de operaciones
Una forma sencilla y útil a la vez de representar un sistema de operaciones es utilizar como
analogía el «tubo de operaciones». Los productos o clientes fluyen por el tubo para que se les
realicen las actividades de transformación y valor añadido. Así, en la descripción de todo
sistema de operaciones deben considerarse tres elementos fundamentales del mismo –ítems,
actividades y procesadores–, tal como se representa en la Figura 1.
Nota técnica preparada por los Profesores Philip Moscoso, Alejandro Lago y Marc Sachon. Noviembre de 2009.
Esta nota técnica se ha escrito con la colaboración del CIIL, Centro Internacional de Investigación Logística, IESE.
Copyright © 2009, IESE. Para pedir otras copias de este documento, o un documento original para reproducirlo, diríjase a
IESE PUBLISHING a través de www.iesep.com, o bien llame al +34 932 534 200, envíe un fax al +34 932 534 343, escriba
a IESEP Av. Pearson, 21 - 08034 Barcelona, España, o a iesep@iesep.com.
No está permitida la reproducción total o parcial de este documento, ni su tratamiento informático, ni la transmisión de
ninguna forma o por cualquier medio, ya sea electrónico, mecánico, por fotocopia, por registro o por otros medios.
Última edición: 10/9/10
0-610-005 1
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
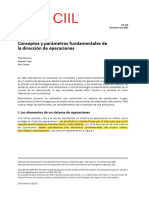
Figura 1
Elementos de un sistema de operaciones
Tubo de operaciones
(elementos)
2. Actividades
• Tiempo de preparación (según ítem)
• Tiempo de ejecución (según ítem)
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
1. Ítems
• Consumos
3. Procesadores
• Disponibilidad
1. Ítems (en inglés: items). Son todos los elementos que se procesan y fluyen por el sistema
(tubo). Pueden ser personas, productos, piezas, ficheros electrónicos o simplemente
información. Típicamente, a los ítems, cuando entran en el proceso, los denominamos inputs
(o insumos), y cuando salen del proceso, outputs (o productos). En el caso de la peluquería,
los ítems serían los clientes que requieren el servicio. Los ítems pueden fluir de uno en uno, o
recorrer parte o todo el proceso siendo procesados en grupos, a los que denominamos lotes.
Cada ítem tiene asignada una secuencia de actividades que sobre el mismo realizarán los
procesadores del sistema. Los ítems a procesar pueden ser iguales en términos de dichas
actividades y del tiempo que tardan en cada actividad (por ejemplo, si a la peluquería llega
un grupo de reclutas y todos quieren afeitarse la cabeza). Si los ítems presentan diferencias
en las actividades a realizar, desde la perspectiva de operaciones ya no los consideraremos
idénticos. Las diferencias se pueden dar en la secuencia de actividades (por ejemplo, lavar,
cortar y peinar), en las actividades que requieren (algunos clientes también quieren que se les
tiña el pelo), o en el tiempo que consumen de un procesador determinado para una actividad
(por ejemplo, los clientes con muy poco pelo requieren un tiempo de corte menor por parte
del peluquero). En consecuencia, un atributo clave que caracteriza a cada tipo de ítems será
su consumo de tiempo de cada procesador para la realización de una actividad determinada.
Por ejemplo, un cliente tipo con barba, consume 10 minutos de peluquero para que se la
recorte, y un niño, en cambio, nunca realizará dicha actividad.
2. Actividades (en inglés: activities). Las actividades son las unidades elementales de
transformación o procesado de un ítem. A través de las actividades y usando para ello los
procesadores, añadimos valor a los ítems que procesamos. En el caso de nuestra peluquería,
una secuencia de actividades típica sería: lavar-cortar-secar-cobrar. El nivel de detalle para
definir las actividades dependerá del objetivo del análisis. Por ejemplo, podemos subdividir la
actividad «cortar» el pelo en varias actividades, como «corte inicial con máquina» y «perfilado
con tijera», si fuera de interés.
Al realizarse las actividades sobre los ítems, éstos consumen tiempo de trabajo de los
procesadores. El resultado es un atributo fundamental de una actividad, su tiempo de proceso.
Conviene distinguir entre el tiempo de ejecución y el tiempo de preparación de la actividad.
El tiempo de preparación es el necesario para organizar el trabajo, preparar al cliente, los
2 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
productos o las herramientas. Muchas veces va asociado al cambio de tipo de producto o tipo
de cliente, y es especialmente relevante cuando los ítems se procesan por lotes. El tiempo de
ejecución, a su vez, es el tiempo real dedicado a transformar y añadir valor al ítem.
3. Procesadores (en inglés: procesors o servers). Son los elementos del sistema de operaciones
capaces de realizar las actividades en los ítems (mano de obra, máquinas, equipamientos,
etc.) 1 . Un procesador puede realizar una o varias actividades en el proceso (el peluquero
puede «lavar», «cortar» y «cobrar»). De igual manera, distintos tipos de procesadores pueden
ser necesarios para realizar conjuntamente una actividad (por ejemplo, necesitamos, además
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
del peluquero, una silla y unas tijeras para «cortar»). Es más, algunos procesadores no tienen
por qué ejecutar de manera «activa» las actividades, sino que su presencia «pasiva» es
suficiente para poder realizar la actividad (el espejo de la peluquería, por ejemplo).
Consecuentemente, es importante diferenciar entre procesadores y actividades.
Cada procesador tiene como atributo fundamental su disponibilidad de tiempo de procesado
(trabajo). Esto es la cantidad de tiempo que pone a disposición del sistema el procesador
durante un determinado período temporal. El peluquero, por ejemplo, tiene una
disponibilidad teórica de 8 horas de trabajo por jornada. Esta disponibilidad de tiempo puede
ser utilizada para realizar actividades productivas sobre ítems (en función de su consumo),
o ser desaprovechada cuando el procesador está esperando a procesar ítems (peluquero
ocioso).
Cuando tenemos varios procesadores de un mismo tipo, podemos diferenciar entre la
disponibilidad unitaria (un peluquero) o la disponibilidad del conjunto de ellos (todos los
peluqueros). La disponibilidad es un atributo muy utilizado en contextos como, por ejemplo,
sistemas de información o suministro de energía, pero afecta a cualquier tipo de procesador.
Ejemplo: En una peluquería podemos analizar, a modo de ejemplo, los elementos que
constituyen el sistema de operaciones:
• Los ítems serán los clientes. Cada cliente puede requerir un tipo de servicio diferente
(por tanto, de actividades diferentes).
• Las actividades son: lavar, cortar, teñir, peinar, cobrar, etc.
• Los procesadores son: los peluqueros, los puestos de lavado, los puestos de corte
(incluida silla y tocador), las secadoras, etc.
1 A veces se les denomina recursos (cuidado con no referirse a ítems que serán procesados, por ejemplo, energía), y en el ámbito de los servicios
también se les llama servidores.
IESE Business School-Universidad de Navarra 3
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
II. Los parámetros de análisis de un sistema de operaciones
Una vez definidos los elementos fundamentales de un sistema de operaciones, pasamos a
revisar los parámetros básicos que describen el comportamiento del sistema, un conocimiento
central para la gestión del mismo. Dichos parámetros se han representado en la Figura 2 y se
describen a continuación. La definición y medición de los parámetros se hace desde la
perspectiva de un comportamiento del sistema «en promedio y a largo plazo – (EPYALP)», es
decir, prescindiendo de las posibles fluctuaciones temporales o estacionales que pueda
presentar el sistema de operaciones. Éste es el nivel de análisis que necesita un directivo para
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
establecer un diagnóstico inicial de todo sistema de operaciones. Asimismo, centraremos el
análisis en sistemas de operaciones secuenciales (para no complicarlo demasiado), aunque lo
expuesto afecta prácticamente a cualquier sistema de operaciones.
Figura 2
Parámetros de un sistema de operaciones
Tubo de operaciones
B. Tasa de producción
(parámetros) máxima o capacidad
(y cuello de botella)
D. Trabajo en curso (WIP)
A. Tasa de
producción (TP)
E. Contenido de trabajo (y tiempo de
ciclo (TC)
C. Tiempo de flujo (TF)
(real y mínimo)
A. Tasa de producción (TP)
La primera dimensión que un gestor típicamente quiere analizar es cuánto está produciendo
realmente su sistema por unidad de tiempo.
La tasa de producción (en inglés: throughput) es la cantidad real de ítems que son procesados
en el sistema por unidad de tiempo. En la analogía del tubo, la tasa de producción puede
visualizarse como la cantidad de ítems que salen del tubo de operaciones en un intervalo
de tiempo determinado. Por ejemplo, en la peluquería sería el número de clientes servidos por
hora o día; en una fábrica, las unidades acabadas que pasan al almacén de producto acabado
por día, y en una máquina, las piezas fabricadas por minuto. En consecuencia, la tasa de
producción siempre dependerá del tipo de ítem procesado. Cuando en un mismo sistema los
ítems son diferentes, puede obtenerse una tasa de producción particular para cada tipo
de ítem, o una medida agregada para todos (normalmente interesa conocer su valor en
promedio y a largo plazo – EPYALP). En el caso de la peluquería podríamos simplemente
preguntar al dueño cuántos clientes han pagado en un mes (o día) y dividir entre el número
de días (o horas) que la peluquería ha permanecido abierta. Podríamos también pedirle que
especificase cuántos han sido sólo cortes de pelo, cuántos teñidos, etc.
4 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
La tasa de producción también puede definirse y medirse para un solo procesador, si
asumimos que éste trabaja de forma aislada, o para un grupo de procesadores idénticos que
trabajan en paralelo. Diferentes procesadores suelen tener diferentes tasas de producción. Si
un procesador es precedido por uno con una tasa de producción mayor, los ítems tenderán a
acumularse delante de procesador más lento, con las consiguientes esperas.
Ejemplo: En una peluquería, la tasa de producción se medirá en clientes servidos por hora o
día típicamente. En un túnel de lavado, la tasa de producción será de coches por hora, y en
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
una fábrica de piezas, por minuto, día o año.
Una forma alternativa de considerar la tasa de producción es expresándola en términos de
tiempo de ciclo, invirtiendo para ello las unidades. El tiempo de ciclo (TC) (en inglés: cycle
time 2 ) de un sistema de operaciones es el tiempo que transcurre en promedio entre la
finalización del procesado de dos ítems sucesivos. Corresponde a la pregunta de cada cuánto
sale un ítem por el final del tubo. Así, por ejemplo, si una peluquería procesa tres clientes por
hora (tasa de producción), podemos calcular que en promedio saldrá un cliente cada 1/3h, es
decir, 20 minutos (tiempo de ciclo). Cuánto mayor la tasa de producción de un proceso,
menor será pues su tiempo de ciclo.
Al igual que con la tasa de producción, podemos definir tiempos de ciclos para procesadores
individuales, y si tenemos varios procesadores idénticos, tendremos que diferenciar entre el
tiempo de ciclo unitario (de un procesador) y el del conjunto de los procesadores de ese tipo.
El tiempo de ciclo es una medida muy visual del ritmo de funcionamiento en máquinas,
puestos de trabajo o sistemas de producción con ritmos de producción muy estables (en una
cadena de montaje podemos decir, por ejemplo, que sale «un coche cada 50 segundos»). Sin
embargo, se hace poco práctico en procesos complejos y sometidos a mucha variabilidad, o
en casos donde los ítems se producen en lotes de distintos tamaños. En ese caso, es más
visual utilizar la tasa de producción promedio.
Ejemplo: En una peluquería, el tiempo de ciclo medirá cada cuántos minutos sale un cliente
servido de la peluquería, en promedio. Igualmente podemos medir el tiempo de ciclo del
peluquero lavando el pelo o cobrando a los clientes.
B. Tasa de producción máxima (capacidad), cuello de botella y utilización
Junto a la tasa real de producción, al directivo le debe interesar conocer cuál es el máximo
teórico de producción que podría alcanzar su sistema de operaciones.
2 A menudo, en el mundo anglosajón, con cycle time se hace referencia al tiempo de flujo –véase definición– en referencia al tiempo requerido en
cumplir un ciclo de producción, y no a cada cuánto tiempo sale un ítem del sistema como en la presente nota. Los dos son parámetros de tiempo,
pero diferentes.
IESE Business School-Universidad de Navarra 5
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
La tasa de producción máxima (en inglés, maximum throughput) es el número máximo de
ítems que el sistema puede procesar por unidad de tiempo. Tradicionalmente, a esta tasa
también se la denomina capacidad (en inglés, capacity) del sistema3.
Un procesador podrá alcanzar su tasa máxima de producción si procesa ítems sin
interrupción, es decir, si utiliza toda su disponibilidad de tiempo de forma productiva y no la
pierde esperando a que lleguen ítems o en reparaciones. La tasa de producción máxima
(capacidad) vendrá dada, por tanto, por la relación entre la disponibilidad del procesador (en
tiempo de trabajo) y el consumo total de ese tiempo que los ítems requieren del procesador.
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
Su cálculo es lo que comúnmente se denomina análisis de capacidad (realmente se calcula la
tasa de producción máxima de un procesador o sistema de operaciones).
Ejemplo: un único procesador y tipo de ítem
Veamos un ejemplo muy sencillo, pero generalizable. Un peluquero trabaja durante 8 horas y
sólo atiende a caballeros. Cada corte de pelo, en promedio, requiere 20 minutos (0,33h), por
lo que su tasa máxima será de tres clientes por hora –o el equivalente de 24 clientes por día.
Es decir: 1) primero determinamos la disponibilidad del procesador (8h); luego 2) el consumo
de cada ítem de esa disponibilidad (0,33h), para finalmente 3) calcular la tasa de producción
máxima a través de su relación.
8 horas/día
Tasa de producción máxima = = 24 caballeros/día
0,33 horas/caballero
Aunque la tasa de producción máxima (capacidad) parece un concepto sencillo de entender,
en la práctica puede conllevar cierta complejidad obtener su valor exacto para cada
procesador, y más para todo un sistema de operaciones. Si, por ejemplo, cambia el mix de
ítems, cambiará la tasa máxima de producción del procesador, ya que al igual que la tasa
de producción real, la tasa máxima por definición depende del tipo de ítems procesados. Si,
por ejemplo, en la peluquería servimos tanto a mujeres como a caballeros, y los dos tipos
implican diferencias en las actividades y los tiempos resultantes, la tasa de producción
dependerá del mix de caballeros y mujeres que procesamos (véase ejemplo mix de productos).
3 Esta visión tradicional de medir la capacidad en ítems/tiempo implica que la misma depende del tipo de ítem procesado. Alternativamente, y
formalmente más correcto, se puede definir la capacidad como disponibilidad de los procesadores. En el caso de una máquina, por ejemplo, se
expresaría la capacidad en «horas de máquina» en un día o semana, las cuales luego se pueden emplear para procesar cualquier tipo de ítem
requerido.
6 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
Ejemplo: Mix de productos
Una peluquera tarda en promedio 20 minutos para cortar el pelo a caballeros, y en cambio,
30 minutos para el caso de las mujeres. ¿Cuántos clientes podrá procesar dicha empleada por
hora? Vemos que dependerá del mix de clientes que tenga que procesar. Es más, puede ya no
tener mucho sentido hablar de una capacidad de 20 clientes por hora, ya que dependerá del
tipo de clientes (además de caballeros y mujeres, de tintes, mechas, o niños, etc.). Para
calcular la tasa de producción en situaciones de mix de ítems, nos podemos beneficiar del
concepto de disponibilidad ofrecido anteriormente. Al medir la disponibilidad de un
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
procesador en tiempo disponible de producción, ésta es independiente de los ítems a procesar
(la peluquera siempre trabaja 8 horas por jornada, independientemente del tipo de clientes
que acudan). Donde tendremos en cuenta el mix de productos es cuando calculamos el
consumo promedio de dicha disponibilidad que hace el mix de productos en cuestión (parte
inferior de la ecuación). Si, por ejemplo, tenemos un mix 50/50% de caballeros y mujeres, la
actividad de cortar el pelo tardará en promedio 25 minutos (20+30/2), es decir, 0,417h. Esto
representa el consumo de disponibilidad promedio del procesador peluquera. Para dicho mix,
la tasa de producción promedia será, pues, de 19,2 clientes-mix (50/50%) por jornada de
8 horas de trabajo. Evidentemente, si el mix de clientes fuera diferente, la tasa también lo
sería, ya que cambiaría el consumo promedio, aunque no la disponibilidad del procesador.
8 horas/día
Tasa de producción máxima = = 19,2 clientes/día
0,417 horas/cliente
La tasa de producción máxima también dependerá del tamaño de lote con el que llegan los
ítems al procesador, si para procesar los mismos se requiere de un tiempo de preparación,
algo muy habitual en procesos industriales. Por ejemplo, imaginemos que un peluquero
requiere 15 minutos para preparar el tinte (tiempo de preparación) y 15 minutos para teñir al
cliente (tiempo de ejecución). Si por cada preparación de mezcla puede teñir un solo cliente
(lote de 1), el peluquero podrá procesar como máximo un cliente cada 30 minutos, o dos
clientes por hora. Si por cada mezcla puede teñir seguidos hasta tres clientes, podrá procesar
hasta tres clientes por hora (15 minutos de preparación y 3x15 para teñir a los tres clientes).
Cuando queremos analizar la tasa de producción máxima de todo un sistema de operaciones,
aparece el concepto del cuello de botella (C/B) (en inglés, bottleneck). La tasa de producción
máxima (capacidad) de un sistema en su conjunto vendrá limitada por el procesador cuya
tasa máxima es la menor de todos (siempre considerando un mix de ítems determinado). Este
procesador será el cuello de botella. Visualmente, podemos imaginarnos la capacidad de cada
procesador como una anchura determinada en el tubo de operaciones, y el cuello de botella,
como el punto más estrecho del tubo, y que por tanto limita el flujo máximo que puede pasar
a través de él.
Por definición siempre habrá un cuello de botella en el sistema –el procesador con menor tasa
máxima (capacidad). Pero, nuevamente, identificar el cuello de botella de un sistema de
operaciones en la práctica no es trivial. Si la tasa máxima de producción de los procesadores
depende de factores tales como el mix de productos o el tamaño de lote, el cuello de botella del
IESE Business School-Universidad de Navarra 7
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
sistema dependerá igualmente de estos factores. Conocer la tasa máxima o capacidad del sistema
es fundamental, ya que da al gestor una indicación de cuáles son los límites de demanda que el
sistema puede absorber y, por tanto, la capacidad del negocio para generar ingresos.
Finalmente, definiremos como utilización de un procesador (en inglés, utilization) el
porcentaje de su disponibilidad de tiempo total que consumen los ítems realmente procesados
en un período determinado. Por ejemplo, si un peluquero trabaja activamente en clientes
durante 6 horas de las 8 de su jornada laboral, su utilización es del 75% (6/8=0,75). Podemos
entender la utilización del recurso como el cociente entre la tasa de producción real del
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
procesador y su tasa de producción máxima (capacidad). Durante esas ocho horas, por
ejemplo, el peluquero ha cortado el pelo a 18 clientes (a razón de 20 minutos el cliente),
cuando podría haber cortado el pelo a 24 clientes (18/24=75%).
En un sistema con procesadores con diferentes tasas de producción máximas (es decir, en la
mayoría de sistemas), si todos los procesadores trabajasen al 100% de su capacidad, se
generarían acumulaciones de ítems (colas) enfrente de los procesadores con menor capacidad,
y en particular, delante del cuello de botella. Estas colas irían aumentando con el tiempo en
función de la diferencia de las tasas máximas, por lo que a largo plazo este funcionamiento
no es viable. Los procesadores tendrán que ajustar su tasa de producción real a la velocidad
del cuello de botella. Es lo que llamamos sincronización de procesos. En ese caso, los
procesadores que no son cuello de botella pasarán a estar infrautilizados, es decir, a operar
con una utilización inferior al 100%.
De hecho, en la práctica es poco probable que incluso el cuello de botella esté operando
realmente al 100%. En el caso de personas, por ejemplo, siempre habrá momentos en los que
su actividad se verá interrumpida por factores tales como llamadas de teléfono, maquinillas
que se estropean, etc. Además, en la práctica no es recomendable cargar un procesador al
100% de su capacidad, porque esto implica un alto riesgo de atascos en caso de incidencias.
Si, por ejemplo, el peluquero siempre y constantemente tuviera tres personas por hora de
carga (equivalente a su tasa máxima) y se le estropea la maquinilla durante unos minutos,
nunca conseguiría eliminar la cola generada dado que está utilizado al 100%.
C. Tiempo de flujo (TF)
Otro aspecto fundamental del comportamiento de un sistema de operaciones a analizar por
un directivo es cuánto tardan los ítems en ser procesados. La velocidad de respuesta de un
proceso supone un arma competitiva para responder rápidamente a demandas de los clientes.
El tiempo de flujo (en inglés, throughput time o manufacturing lead time4) de un ítem mide el
tiempo total que el ítem incurre entre dos puntos determinados del tubo. En particular,
interesa medir el tiempo de flujo total en el sistema de un ítem, desde que entra en el proceso
hasta que sale del mismo al final. Para visualizarlo, podríamos imaginar que nos
«enganchamos» al ítem al principio del tubo y medimos el tiempo que pasa hasta que salimos
del tubo con él procesado completamente. Obviamente, este tiempo dependerá del tipo de
4 A diferenciar del término customer lead-time, que en el mundo anglosajón se utiliza como tiempo de entrega, por ejemplo de un proveedor a sus
clientes, en el caso de procesos que tienen un cliente final receptor del producto.
8 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
ítem, la ruta que recorra y otras posibles casuísticas, pero a menudo estamos interesados en
el tiempo de flujo promedio para los ítems producidos.
El tiempo de flujo real no solamente incluye el tiempo de procesado del ítem y preparación
del procesador, sino también los tiempos de espera, planificación y transporte entre
procesadores. Estos tiempos adicionales, en la práctica a menudo representan el componente
principal del tiempo de flujo. Por ello, conviene ser preciso en los puntos de referencia de la
medición. Por ejemplo, al medir el tiempo de flujo de una actividad en una estación de
trabajo concreta, deberíamos considerar el tiempo que transcurre desde la finalización de la
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
actividad en el procesador anterior hasta la finalización de la actividad considerada, como se
describe en la Figura 3.
Figura 3
Definición del tiempo de flujo
Proceso 0 Proceso 1 Proceso 2
Espera Pre-
Espera antes
después de Transporte para- Procesado
de procesar
procesar ción
Tiempo tránsito Tiempo ejecución
“Consumo disponibilidad
recurso”
Tiempo de Flujo (TF)
Trabajo en Curso (WIP)
El tiempo de flujo real puede comparase con un tiempo de flujo mínimo. Éste es un mínimo
teórico que se puede calcular considerando que el ítem viaja completamente sólo (lote=1) a
través del sistema, y que por tanto no se producen esperas debido a interferencias con otras
unidades (sí se pueden producir esperas por incompatibilidades entre procesadores, no
obstante). Comparando el tiempo de flujo real con el mínimo, podemos obtener una buena
idea de hasta qué punto nuestro proceso tiene potencial para reducir tiempos, y hasta qué
punto en nuestro proceso actual se producen demasiadas esperas, incidencias,
descoordinaciones, etc.
Para el análisis de tiempos de flujo (mínimos) disponemos de herramientas como el diagrama
de Gantt, ampliamente utilizado en la gestión de proyectos. En el diagrama mostramos el
tiempo de dedicación previsto para diferentes actividades a lo largo del tiempo. En principio,
el diagrama de Gantt no indica las relaciones lógicas existentes entre actividades, pero la
posición de cada tarea a lo largo del tiempo hace que se puedan identificar dichas relaciones
e interdependencias en casos sencillos con no demasiadas actividades.
IESE Business School-Universidad de Navarra 9
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
Es importante resaltar que para un sistema de operaciones no debemos confundir el tiempo
de flujo y el de ciclo, ya que reflejan conceptos fundamentalmente diferentes. Por ejemplo,
en una bodega de vino, el tiempo de flujo total para una botella puede ser de varios años,
mientras que tiempo de ciclo del proceso es de minutos (se producen muchas botellas al año,
aunque cada una ha madurado durante años).
Ejemplo: Si asumimos que en el caso de la peluquería los clientes en promedio tienen que
esperar 10 minutos en ser atendidos, luego el lavado tarda 5 minutos, cortar el pelo
20 minutos, peinar y secar otros 5 minutos, y finalmente cobrar 2 minutos, tendremos un
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
tiempos de flujo total de 42 minutos. El tiempo de flujo mínimo sería de 32 minutos.
D. Trabajo en curso (WIP)
El trabajo en curso (en inglés: work-in-progress o WIP) es la suma de los ítems que han
entrado en el proceso pero todavía no han sido completamente procesados. Los ítems pueden
estar siendo procesados, o esperando a serlo. En nuestra analogía, el WIP serían todos los
ítems que hay dentro del tubo o esperando en la entrada. Conocer el trabajo en curso
proporciona una indicación importante al gestor sobre el nivel de inversión inmovilizada en
el proceso de fabricación y, por tanto, sobre las necesidades de financiación (típicamente, del
fondo de maniobra).
El trabajo en curso puede medirse en unidades (por ejemplo, en servicios, los ítems a menudo
son clientes), en valor (sobre todo en procesos de fabricación donde podemos cuantificar
económicamente el valor añadido a los ítems semielaborados), o en contenido de trabajo
equivalente (consumos), es decir, la suma de trabajo necesario para terminar todos los ítems
en proceso (por ejemplo, horas-túnel para lavar los coches).
Al igual que el tiempo de flujo, el trabajo en curso puede medirse para todo el proceso o para
una parte del mismo, siempre que se definan consistentemente los puntos de referencia
inicial y final. De hecho, para cualquier proceso o parte del proceso convenientemente
delimitada, existe una relación directa entre el trabajo en curso promedio existente entre los
dos puntos de medición, el tiempo de flujo promedio entre los mismos y la tasa de
producción promedio con la que salen los ítems del intervalo de medición. La relación es
conocida como ley de Little, y postula que para una tasa de producción determinada, el
tiempo de flujo promedio crece proporcionalmente con el nivel de trabajo en curso, es decir:
Trabajo en curso promedio
Tiempo de flujo promedio =
Tasa de producción promedio
En la práctica son numerosos los factores que afectan al nivel de trabajo en curso y, por tanto,
los tiempos de flujo; por ejemplo, el tamaño de lote o lo bien que están equilibradas las tasas de
producción de los diferentes recursos del sistema de operaciones. A veces existe la necesidad de
disponer de ciertos pulmones de trabajo en curso entre procesadores para asegurar una buena
utilización de los mismos, en especial, los que son cuellos de botella, para así garantizar una
tasa de producción mayor. No obstante, muchas compañías adolecen de demasiado trabajo en
curso, lo que lastra su agilidad y capacidad de respuesta, ya que como hemos visto, niveles
relativos altos de trabajo en curso implican tiempos de flujo largos.
10 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
Ejemplo: Si volvemos al caso de la peluquería, el trabajo en curso, en principio será el total
de clientes que en promedio están dentro de la peluquería en cualquiera de las posibles
actividades, bien esperando, lavándose el pelo o pagando, pero todavía no han abandonado
la misma.
E. Contenido de trabajo y eficiencia de la mano de obra
El último grupo de parámetros a tener en cuenta en un sistema de operaciones son los
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
relacionados con la eficiencia de los procesadores y, por tanto, con el coste de
las operaciones. En particular, interesa sobre todo la eficiencia de la mano de obra.
El contenido de trabajo es la suma de todos los tiempos dedicados por los procesadores a
producir un ítem, o lo que es lo mismo, utilizando la terminología de la presente nota, la
suma de los consumos de disponibilidad de tiempo de los procesadores que un ítem requiere
para su procesado. Conceptualmente, podemos visualizarlo como si a medida que el ítem
avanza en el proceso de producción fuéramos llevando una contabilidad detallada de todos
los minutos de trabajo que son empleados en un ítem por parte de los procesadores. Es una
medida en tiempo indicativa del valor real que se añade al producto. El contenido de trabajo
de mano de obra incluye sólo los tiempos dedicados por trabajadores y no los tiempos de
otros procesadores, como máquinas o instalaciones. Equivalentemente, puede calcularse el
coste o valor añadido, atribuyendo un coste horario al tiempo de cada procesador.
El interés de medir el contenido de trabajo consiste en compararlo con el tiempo real
dedicado (y pagado) de los procesadores de la empresa, sobre todo de la mano de obra. Así,
podemos también medir la eficiencia de la mano de obra como la ratio entre contenido de
trabajo de mano de obra y la disponibilidad total de nuestra mano de obra (es decir, las horas
totales trabajadas frente a las realmente consumidas por el procesado de ítems).
Dependiendo del objetivo del análisis, las compañías suelen incluir en el contenido de trabajo
algunas actividades, con exclusión de otras. Dedicaciones indirectas como tareas de
mantenimiento, transporte o manipulación, no se suelen incluir. En algunos casos, suelen
contabilizarse sólo los tiempos de ejecución y no los de preparación, si se quiere hacer un
análisis del valor añadido estricto. Este enfoque es muy característico de ciertas industrias,
como por ejemplo el sector del automóvil, que intentan dar relevancia al hecho de que los
tiempos de preparación y manipulaciones son trabajos que no añaden realmente valor y que
tienen que intentar reducirse al máximo.
Ejemplo: Si volvemos al caso de la peluquería, donde los clientes en promedio tienen que
esperar 10 minutos en ser atendidos, luego el lavado tarda 5 minutos, cortar el pelo 20
minutos, peinar y secar otros 5 minutos, y finalmente cobrar 2 minutos, el contenido de
trabajo total por cliente son 32 minutos, pero si asumimos que el secado se hace en la
máquina y no requiere atención por parte del peluquero, el contenido de mano de obra serían
27 minutos. Si se hubiesen atendido 20 clientes ese día, el contenido de mano de obra total
serán 27 minutos x 20 clientes = 540 minutos. Si hubieran dos peluqueros trabajando
durante 8 horas (es decir, un total de dos peluqueros x 480 minutos de jornada laboral = 960
minutos), tendríamos una eficiencia de la mano de obra de 540 minutos sobre 960 minutos,
equivalente a un 56,25%.
IESE Business School-Universidad de Navarra 11
PN-458 Conceptos y parámetros fundamentales de la dirección de operaciones
Apunte final: conocimiento operativo del sistema
La óptima gestión de las operaciones no suele ser demasiado prioritaria para los directivos
que no tienen responsabilidad directa sobre ellas. Pensamos, no obstante, que todo directivo,
independientemente de su área de responsabilidad, debería conocer los elementos y
parámetros fundamentales que rigen un sistema de operaciones, tal como la hemos descrito
en esta nota (como mínimo del sistema de operaciones que representa la unidad de negocio a
la que pertenece).
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
Por ello, a modo de resumen, y como guía inicial para realizar una “auditoría” de un sistema
de operaciones, establecemos aquí las dimensiones claves en las que compite una empresa
desde el punto de vista de las operaciones, y los parámetros de funcionamiento del sistema
que debemos conocer para mejorar la competitividad de la empresa en esas dimensiones.
• La capacidad del proceso. Corresponde a la capacidad para generar ingresos o ventas
del proceso. Como hemos visto ésta depende directamente de la capacidad productiva
de los procesos en el sistema. Los parámetros fundamentales a conocer son la tasa de
producción real y máxima de cada proceso (capacidad) y los niveles de utilización
de los procesadores.
• La flexibilidad del proceso. Por flexibilidad entendemos, por un lado, la variedad de
ítems que se pueden procesar. Por otro lado, también entendemos como flexibilidad,
la capacidad del proceso para aumentar o disminuir rápidamente su tasa de
producción en función de las exigencias de la demanda. En esta dimensión es
importante entender cómo los posibles mix de ítems afectan a la capacidad del
sistema, y hasta qué punto tenemos capacidad ociosa para cometer puntas de
demanda sin que el sistema se sature.
• La agilidad del proceso, es decir, la velocidad con qué se puede responder a
necesidades cambiantes de los clientes. La variable fundamental aquí es el tiempo de
flujo del sistema. Por lo general, a menor tiempo de flujo, mayor agilidad.
• La eficiencia del proceso. Entendemos la eficiencia como el nivel de inversión y coste
necesario para satisfacer una demanda determinada. Los parámetros operativos clave
a conocer son: 1) el nivel de trabajo en curso necesario, el cual va relacionado
directamente con los fondos que tengo que financiar, 2) la utilización media de mis
procesadores, la cual da una indicación de si los recursos están ociosos o no, y por
tanto, del rendimiento de mis inversiones en activos productivos, 3) la utilización de
la mano de obra directa, como caso especial, ya que dicha utilización va ligada a
posibles sobrecostes en mano de obra, y finalmente 4) la relación entre tiempo de
flujo real y mínimo, que es indicativo de esperas y otros tiempos sin valor añadido
acontecidos a lo largo del proceso.
• La calidad del proceso, entendida como la capacidad de mi proceso para procesar
ítems de acuerdo a las especificaciones del cliente o del mercado. Los parámetros
fundamentales a analizar en esta dimensión son la tasa de ítems defectuosos respecto
al total, la pérdida de capacidad que eso supone, y el porcentaje de utilización de
mano de obra “malgastada” por esos errores.
12 IESE Business School-Universidad de Navarra
Conceptos y parámetros fundamentales de la dirección de operaciones PN-458
La descripción del sistema de operaciones que hemos expuesto en esta nota, en principio
aplica a cualquier escala empresarial. Desde unidades de trabajo reducidas –por ejemplo, una
máquina, una celda de trabajo en una fábrica o una pequeña tienda– hasta fábricas o centros
comerciales enteros, o, incluso, a la empresa en su totalidad. También aplica a cualquier
unidad de negocio, no únicamente a las que habitualmente consideramos como «unidades de
producción». Por ejemplo, el departamento legal de una empresa no deja de ser un sistema
de operaciones que procesa, como ítems, asuntos legales. Por eso, los elementos y parámetros
detallados arriba se pueden analizar en cada uno de estos entornos. De hecho, una gran
Documento de consulta gratuito para el uso exclusivo del/a Prof. Gustavo Canepa, 2014-05-16
corporación es un sistema de operaciones, donde las ventas anuales se pueden entender
como la tasa de producción; los inventarios y las cuentas de clientes y proveedores, como
diferentes dimensiones del trabajo en curso, y el time-to-market de los productos, como el
tiempo de flujo del sistema.
IESE Business School-Universidad de Navarra 13
También podría gustarte
- Industrializar El Servicio para Liberar CapacidadDocumento12 páginasIndustrializar El Servicio para Liberar CapacidadDiego Anguita M.Aún no hay calificaciones
- IESE Comogenerar LiderazgoDocumento17 páginasIESE Comogenerar LiderazgoLuis Enrique Jara RomeroAún no hay calificaciones
- Caso 1. Gabriela y La Mentalidad JaponesaDocumento7 páginasCaso 1. Gabriela y La Mentalidad JaponesaPatty RodriguezAún no hay calificaciones
- Caso Discusión 2Documento9 páginasCaso Discusión 2IgnacioCórdovaAún no hay calificaciones
- 2020 - Modelo Presupuesto MGM 2020 PRNDocumento123 páginas2020 - Modelo Presupuesto MGM 2020 PRNJulio Vera GarciaAún no hay calificaciones
- P-NT-516 Vision Estrategia de OperacionesDocumento19 páginasP-NT-516 Vision Estrategia de OperacionesVictor GutierrezAún no hay calificaciones
- Un Modelo para Configurar Las OperacionesDocumento16 páginasUn Modelo para Configurar Las OperacionesDiego Anguita M.Aún no hay calificaciones
- Batalla DecisivaDocumento8 páginasBatalla DecisivaPandoraAún no hay calificaciones
- PN-0464 Gestión de La Capacidad en Sistemas de OperacionesDocumento16 páginasPN-0464 Gestión de La Capacidad en Sistemas de OperacionesDavid Manuel Choque ValdiviezoAún no hay calificaciones
- Caso - Le Petit ChefDocumento26 páginasCaso - Le Petit ChefPerli DuAún no hay calificaciones
- CIC Ltda. Optimizar El Proceso AdministrativoDocumento10 páginasCIC Ltda. Optimizar El Proceso AdministrativoEvelyn Colque100% (1)
- Uso de Las Operaciones para Competir y ProductividadDocumento66 páginasUso de Las Operaciones para Competir y ProductividadLeandro Vásquez LedesmaAún no hay calificaciones
- Finanzas Operativas IDocumento12 páginasFinanzas Operativas IDoniAún no hay calificaciones
- Escritura Plan de MercadeoDocumento9 páginasEscritura Plan de MercadeoValeria Porras HolguinAún no hay calificaciones
- Takeuchi, Hirotaka & Nonnaka, Ikujiro - El Nuevo Juego de Desarrollo de Nuevos Productos (1986)Documento22 páginasTakeuchi, Hirotaka & Nonnaka, Ikujiro - El Nuevo Juego de Desarrollo de Nuevos Productos (1986)Oscar Diego Loaiza AguirreAún no hay calificaciones
- IAE-N116-00733-SP - Disenando Un Plan Comercial Exitoso PDFDocumento21 páginasIAE-N116-00733-SP - Disenando Un Plan Comercial Exitoso PDFpablo_seno5213Aún no hay calificaciones
- Adn-I-031 Nota Técnica Sobre SubastasDocumento14 páginasAdn-I-031 Nota Técnica Sobre SubastasrenteivanAún no hay calificaciones
- S1 ESAN ImpAgilDTScrum v1 PEE52018Documento87 páginasS1 ESAN ImpAgilDTScrum v1 PEE52018Rómulo Zevallos GutiérrezAún no hay calificaciones
- Cumplo - ACTIVIDAD 2Documento25 páginasCumplo - ACTIVIDAD 2Mariu Ochoa GónzalezAún no hay calificaciones
- 102021-Pdf-Eng EsDocumento8 páginas102021-Pdf-Eng EsDarío HernándezAún no hay calificaciones
- Caso Voge-1Documento16 páginasCaso Voge-1Ignacio Garcia GutierrezAún no hay calificaciones
- Marketing de Empresa A EmpresaDocumento49 páginasMarketing de Empresa A EmpresaHernanAún no hay calificaciones
- 1 Caso Stanford Graduate School of Businesspdf 4 PDF FreeDocumento55 páginas1 Caso Stanford Graduate School of Businesspdf 4 PDF FreeRoberto Chacon AlvarezAún no hay calificaciones
- Estimación de Costos de Acarreo Utilizando ScoopsDocumento27 páginasEstimación de Costos de Acarreo Utilizando ScoopsJuan CardozoAún no hay calificaciones
- Ponga Su Precio - CDocumento3 páginasPonga Su Precio - CAlejandra Torres AyalaAún no hay calificaciones
- Compañia Beta Management - Caso HarvardDocumento5 páginasCompañia Beta Management - Caso HarvardJull VAún no hay calificaciones
- Caso XBoxDocumento15 páginasCaso XBoxNayive Lancheros50% (2)
- 413S16 PDF Spa PDFDocumento13 páginas413S16 PDF Spa PDFPaolo Cesar Livias AliagaAún no hay calificaciones
- Produccion - Costo Unit: AÑO Unidades 2007 2008 2009Documento4 páginasProduccion - Costo Unit: AÑO Unidades 2007 2008 2009rafael ugarteAún no hay calificaciones
- 518S10 PDF SpaDocumento37 páginas518S10 PDF Spadmamani31Aún no hay calificaciones
- S05.s1 Caso CompradorDocumento2 páginasS05.s1 Caso CompradorJunior Alexander ChiraAún no hay calificaciones
- Caso Chinchilla - SGSB-0024-1414050 PDFDocumento15 páginasCaso Chinchilla - SGSB-0024-1414050 PDFJuan Diego CRAún no hay calificaciones
- Caso CinesaDocumento23 páginasCaso CinesaNany DiazAún no hay calificaciones
- Quedarse Corto en Los Indicadores Del Desempeño - D. Ittner (2003)Documento8 páginasQuedarse Corto en Los Indicadores Del Desempeño - D. Ittner (2003)Stefania Padilla RamirezAún no hay calificaciones
- Cómo Crear El Círculo Virtuoso de La Confianza PDFDocumento8 páginasCómo Crear El Círculo Virtuoso de La Confianza PDFJesica Edquen SiesquenAún no hay calificaciones
- Tra Ducci OnDocumento8 páginasTra Ducci OnCRISTIAN VILLAGRAN MUNARAún no hay calificaciones
- La Transformación Lean en Global ConnectDocumento13 páginasLa Transformación Lean en Global ConnectPaul KongAún no hay calificaciones
- Caso Trome - Noticias para La Base de La PirámideDocumento28 páginasCaso Trome - Noticias para La Base de La PirámideEnrique Cardenas LlontopAún no hay calificaciones
- Ejemplos de Metas: Camiper Consultancy & TrainingDocumento50 páginasEjemplos de Metas: Camiper Consultancy & TrainingOrlando AyarachiAún no hay calificaciones
- ROIC WACC Febrero 2023 OnlineDocumento76 páginasROIC WACC Febrero 2023 OnlinepbravAún no hay calificaciones
- 2 Debates Iesa XX 4 Quien Lleva Las Riendas de La Innovacion Oct Dic 2015 2Documento100 páginas2 Debates Iesa XX 4 Quien Lleva Las Riendas de La Innovacion Oct Dic 2015 2misaelronAún no hay calificaciones
- Nota Técnica - IAE-N117-00106-SP - El ABC Del ABCDocumento18 páginasNota Técnica - IAE-N117-00106-SP - El ABC Del ABCLiliana BalboaAún no hay calificaciones
- ITT Automotive - Estrategia Global de ProduccionDocumento24 páginasITT Automotive - Estrategia Global de ProduccionJOSE GREVIL NOLASCO BARAHONAAún no hay calificaciones
- DBS Bank IESEDocumento22 páginasDBS Bank IESEMelisa GAún no hay calificaciones
- IESE Insight Coca-Cola 2.0 - Cómo Llevar El Liderazgo A Las RedesDocumento2 páginasIESE Insight Coca-Cola 2.0 - Cómo Llevar El Liderazgo A Las RedesJaime Humberto Arriaga EscutiaAún no hay calificaciones
- MBA55 - F&A Sesión # 4 A PDFDocumento40 páginasMBA55 - F&A Sesión # 4 A PDFRenzo AlemanAún no hay calificaciones
- Caso 6 LatamDocumento27 páginasCaso 6 LatamFrancisco Muñoz AlvarezAún no hay calificaciones
- Caso Harvard III ParcialDocumento17 páginasCaso Harvard III Parcialpatty aguileraAún no hay calificaciones
- Com-N57 - Rentabilidad de Los ClientesDocumento9 páginasCom-N57 - Rentabilidad de Los ClientesGorena AntonioAún no hay calificaciones
- CasodeEstudio BellsouthDocumento15 páginasCasodeEstudio BellsouthEdinson Llacta Rojas100% (1)
- Sesión 1 y 2 Logística, Cadenas de AprovisionamientoDocumento61 páginasSesión 1 y 2 Logística, Cadenas de AprovisionamientoPercy velasquezAún no hay calificaciones
- Encontrar Ventajuas Competitivas en La ActividadDocumento8 páginasEncontrar Ventajuas Competitivas en La ActividadJoned David Chica LlamasAún no hay calificaciones
- 805s06 PDF Spa Jet BlueDocumento22 páginas805s06 PDF Spa Jet BlueezevillarAún no hay calificaciones
- 1 Globalización y Corporaciones Multinacionales Junio 2022Documento118 páginas1 Globalización y Corporaciones Multinacionales Junio 2022BRIAN CHERRES CASTAÑEDAAún no hay calificaciones
- Caso - ASDA (A)Documento19 páginasCaso - ASDA (A)Sandy VásquezAún no hay calificaciones
- PN-0458 Conceptos y Parámetros Fundamentales de La Dirección de Operaciones PDFDocumento12 páginasPN-0458 Conceptos y Parámetros Fundamentales de La Dirección de Operaciones PDFpaocvl892Aún no hay calificaciones
- Metodologia para Elaborar Perfiles PDFDocumento11 páginasMetodologia para Elaborar Perfiles PDFPEDRORAULAún no hay calificaciones
- Actividad 2Documento6 páginasActividad 2Julieth CameloAún no hay calificaciones
- PresentacinnnnManualesnAdministrativos 1264552c161d76aDocumento11 páginasPresentacinnnnManualesnAdministrativos 1264552c161d76adayanAún no hay calificaciones
- Manual MPCDocumento22 páginasManual MPCLourdes Ramirez100% (1)
- Prepárese para Volver A CrecerDocumento34 páginasPrepárese para Volver A CrecerGustavo CanepaAún no hay calificaciones
- Guía Práctica para Aterrizar en Un Puesto DirectivoDocumento7 páginasGuía Práctica para Aterrizar en Un Puesto DirectivoGustavo CanepaAún no hay calificaciones
- Reputación y Humildad en La Dirección de EmpresasDocumento16 páginasReputación y Humildad en La Dirección de EmpresasGustavo CanepaAún no hay calificaciones
- ARTICULO - La Fabricación de Automóviles Requiere Innovación HumanaDocumento8 páginasARTICULO - La Fabricación de Automóviles Requiere Innovación HumanaGustavo CanepaAún no hay calificaciones
- El Análisis Estratégicoa de Las OperacionesDocumento19 páginasEl Análisis Estratégicoa de Las OperacionesGustavo CanepaAún no hay calificaciones
- ARTICULO - Qué Es El Liderazgo Lean y Cómo Se LograDocumento5 páginasARTICULO - Qué Es El Liderazgo Lean y Cómo Se LograGustavo CanepaAún no hay calificaciones
- ARTICULO - Es Genba o GembaDocumento2 páginasARTICULO - Es Genba o GembaGustavo CanepaAún no hay calificaciones
- Articulo - Lean Supply ChainDocumento23 páginasArticulo - Lean Supply ChainGustavo CanepaAún no hay calificaciones
- Apunte - Un Método para El Reparto de La Acción Directiva Alineada A Un SOPDocumento15 páginasApunte - Un Método para El Reparto de La Acción Directiva Alineada A Un SOPGustavo CanepaAún no hay calificaciones
- Compitiendo Desde Las OperacionesDocumento18 páginasCompitiendo Desde Las OperacionesGustavo CanepaAún no hay calificaciones
- Apunte - Sistemas de Planificación EstratégicaDocumento16 páginasApunte - Sistemas de Planificación EstratégicaGustavo CanepaAún no hay calificaciones
- Apunte - Viajar Al Futuro Con La Planificación de EscenariosDocumento8 páginasApunte - Viajar Al Futuro Con La Planificación de EscenariosGustavo CanepaAún no hay calificaciones
- Constancia Cita en LineaDocumento2 páginasConstancia Cita en LineaDavid NúñezAún no hay calificaciones
- Tutorial Pixel TraducidoDocumento242 páginasTutorial Pixel Traducidoadricam27 TR100% (1)
- WebDocumento59 páginasWebHugo Ruiz Martinez50% (2)
- Evaluacion de MetrologiaDocumento3 páginasEvaluacion de MetrologiaJorge ArevaloAún no hay calificaciones
- Qué Es La EstadísticaDocumento3 páginasQué Es La EstadísticaEdison GarciaAún no hay calificaciones
- DFD1 DrawioDocumento4 páginasDFD1 DrawioCimar DíazAún no hay calificaciones
- Detección de Talentos en BalonmanoDocumento7 páginasDetección de Talentos en BalonmanoCarlos AGAún no hay calificaciones
- Taller Como Elaborar Manuales de FuncionesDocumento3 páginasTaller Como Elaborar Manuales de Funcionesasteon100% (1)
- Proyecto Mantenimiento Del PCDocumento22 páginasProyecto Mantenimiento Del PCGulbert Efren Estupiñán EstacioAún no hay calificaciones
- Microcontroladores. El 8051 de IntelDocumento524 páginasMicrocontroladores. El 8051 de Inteldennyjoel100% (1)
- Tarea Semana 5 David Gonzalez Coroseo Control Estadistico de Procesos Iacc 02122018Documento11 páginasTarea Semana 5 David Gonzalez Coroseo Control Estadistico de Procesos Iacc 02122018Jose Dominguez FuentesAún no hay calificaciones
- Análisis II - Integrales Impropias Con GráficosDocumento22 páginasAnálisis II - Integrales Impropias Con GráficosMery BladieAún no hay calificaciones
- LEXUS Manual Converx v0709Documento16 páginasLEXUS Manual Converx v0709Luis Alberto Garcia CaychoAún no hay calificaciones
- Set de Instrucciones Microcontrolador PICDocumento20 páginasSet de Instrucciones Microcontrolador PICLuis ReyesAún no hay calificaciones
- Tema2 LDHDocumento12 páginasTema2 LDHmaria rojasAún no hay calificaciones
- Informe Práctica 3 - Circuito Neumatico Con Válvulas DireccionalesDocumento10 páginasInforme Práctica 3 - Circuito Neumatico Con Válvulas DireccionalesMartin CarvajalAún no hay calificaciones
- Grupo 1. Gobierno Digital y AbiertoDocumento17 páginasGrupo 1. Gobierno Digital y AbiertoJoellennerAún no hay calificaciones
- Formato Inventario Tupac Amaru Ii - Conduriri - 2022Documento27 páginasFormato Inventario Tupac Amaru Ii - Conduriri - 2022winerboysAún no hay calificaciones
- Analisis Funcional Una Alternativa ClasificacionDocumento18 páginasAnalisis Funcional Una Alternativa ClasificacionVictoria ZazuetaAún no hay calificaciones
- Guia para La Formulación Del Proyecto e Informe Final de InvestigaciónDocumento15 páginasGuia para La Formulación Del Proyecto e Informe Final de InvestigaciónJOHN QUISPE CONTRERASAún no hay calificaciones
- Taller 7Documento8 páginasTaller 7Alex FloresAún no hay calificaciones
- Capítulos I - VIDocumento185 páginasCapítulos I - VILuis Andres Viracucha MasabandaAún no hay calificaciones
- Expediente ClinicoDocumento12 páginasExpediente ClinicoJuan Ramon GarciaAún no hay calificaciones
- Uso Del Análisis de Regresión en El Cálculo de Las Tasas de CrecimientoDocumento16 páginasUso Del Análisis de Regresión en El Cálculo de Las Tasas de CrecimientoTurnOffAún no hay calificaciones
- Definiciones Basicas de RoboticaDocumento3 páginasDefiniciones Basicas de RoboticaAraceli Perez ConchasAún no hay calificaciones
- Membrete de Ceac CartasDocumento23 páginasMembrete de Ceac Cartaszamira2141Aún no hay calificaciones
- Teorías de Falla de Elementos de MáquinasDocumento5 páginasTeorías de Falla de Elementos de MáquinasTanya PasaperaAún no hay calificaciones
- Temporizador 555Documento30 páginasTemporizador 555AlejandroGallardoAún no hay calificaciones
- Informatica Arrays Cadenas y PunterosDocumento21 páginasInformatica Arrays Cadenas y PunterosNemessis PachecoAún no hay calificaciones
- Curso Arduino Sabado 15 2Documento1 páginaCurso Arduino Sabado 15 2Antony David Caceres RojasAún no hay calificaciones