También podría gustarte
- OxiacetilenoDocumento18 páginasOxiacetilenogamermal100% (1)
- 8 Colada Continua - Exposicion 1Documento23 páginas8 Colada Continua - Exposicion 1LuisCharrisAún no hay calificaciones
- FayolDocumento15 páginasFayolJ-a Vera100% (3)
- 0xicorte para GuiarseDocumento38 páginas0xicorte para GuiarseMauricio Santiago CristobalAún no hay calificaciones
- tallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cDocumento56 páginastallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cServimas PC100% (1)
- Soldadura OxiacetilénicaDocumento8 páginasSoldadura OxiacetilénicaAlvaro RamirezAún no hay calificaciones
- 3-Union A TopeDocumento3 páginas3-Union A TopeGustavo Guevara ParradoAún no hay calificaciones
- Moldeo en CoquillaDocumento20 páginasMoldeo en CoquillaCarlos OsorioAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento7 páginasSoldadura Oxiacetilénicakiko1984Aún no hay calificaciones
- Resumen Fabricacion EngranjesDocumento10 páginasResumen Fabricacion EngranjesDaniel DGAún no hay calificaciones
- Sem I Materiales Sinterizados-PlaquitasDocumento24 páginasSem I Materiales Sinterizados-PlaquitasAdrianVargasAún no hay calificaciones
- PulvimetalurgiaDocumento117 páginasPulvimetalurgiadyve_3Aún no hay calificaciones
- Cuestionario 1 Del Modulo SoldaduraDocumento2 páginasCuestionario 1 Del Modulo SoldaduraFernandoiAún no hay calificaciones
- Avance Foro TIGDocumento3 páginasAvance Foro TIGdelhuXD xAún no hay calificaciones
- Hornos de Tratamiento TermicoDocumento8 páginasHornos de Tratamiento TermicoAMERICA MICHELLE DEL ANGEL TORRES100% (1)
- Diseño de Ruedas DentadasDocumento4 páginasDiseño de Ruedas DentadasManuel MedinaAún no hay calificaciones
- Tratamiento Térmico de RecocidoDocumento5 páginasTratamiento Térmico de Recocidoclen23Aún no hay calificaciones
- Aceros Calmados y EfervecentesDocumento16 páginasAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Tipos de Fundición Según El Tipo de ModeloDocumento5 páginasTipos de Fundición Según El Tipo de ModeloNahuel MasuAún no hay calificaciones
- Forjado de MetalesDocumento16 páginasForjado de MetalesPaulina SierraAún no hay calificaciones
- Influencia de Los Elementos Quimicos en Una AleacionDocumento12 páginasInfluencia de Los Elementos Quimicos en Una AleacionYessi UrbanoAún no hay calificaciones
- TempleDocumento3 páginasTempleElvis Javier Huamani HuamaniAún no hay calificaciones
- 02 Embutido en Placas Metalicas PDFDocumento8 páginas02 Embutido en Placas Metalicas PDFchristian_976_jean_hpAún no hay calificaciones
- S09.s09 - Modelamiento de ChapasDocumento44 páginasS09.s09 - Modelamiento de ChapasAracely CárdenasAún no hay calificaciones
- Corte PlasmaDocumento17 páginasCorte PlasmaGerardo ArroyoAún no hay calificaciones
- Smaw - UnprgDocumento97 páginasSmaw - UnprgfranklinAún no hay calificaciones
- Procesos de Moldes PermanentesDocumento24 páginasProcesos de Moldes PermanentesBryan SuarezAún no hay calificaciones
- Soldadura 1 Cuestionario Preguntas BasicasDocumento9 páginasSoldadura 1 Cuestionario Preguntas BasicasChristian PereiraAún no hay calificaciones
- Equipo 6 Metalurgia de PolvosDocumento18 páginasEquipo 6 Metalurgia de PolvosYaird MalakaraAún no hay calificaciones
- 11.0 Corte Por Oxigeno CombustibleDocumento30 páginas11.0 Corte Por Oxigeno CombustibleVictor Angel Fuertes SaboyaAún no hay calificaciones
- Conferencia SMAW CompletoDocumento81 páginasConferencia SMAW CompletoDagoberto AguilarAún no hay calificaciones
- Fundamentos de Soldadura SmawDocumento15 páginasFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoAún no hay calificaciones
- Corte de Roscas Machelos y TerrajasDocumento13 páginasCorte de Roscas Machelos y TerrajasArmando Espinosa VegaAún no hay calificaciones
- PulvimetalurgiaDocumento26 páginasPulvimetalurgiamutantrockAún no hay calificaciones
- 06 Extrusión de MetalesDocumento10 páginas06 Extrusión de MetalesfatamariAún no hay calificaciones
- Soldeo Por ElectrogasDocumento16 páginasSoldeo Por Electrogasnagola10Aún no hay calificaciones
- Defectos en La SoldaduraDocumento12 páginasDefectos en La SoldaduraDennis ZavaletaAún no hay calificaciones
- EXTRUSIONDocumento16 páginasEXTRUSIONVictor Perez100% (1)
- FresadoraDocumento5 páginasFresadorabrenda adrianoAún no hay calificaciones
- TaladradoDocumento12 páginasTaladradoJuan Mercado100% (1)
- Docit - Tips - 32 Proceso de Soldadura OxiacetilenopdfDocumento64 páginasDocit - Tips - 32 Proceso de Soldadura OxiacetilenopdfFabian Marcelo Cardenas HerreraAún no hay calificaciones
- Procesos de Conformado Sin Arranque de Viruta U. 4Documento10 páginasProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosAún no hay calificaciones
- Cuchilla Afilada2Documento1 páginaCuchilla Afilada2Xavier Mantilla MoránAún no hay calificaciones
- Mantenimiento ProgramadoDocumento48 páginasMantenimiento Programadogtrin15100% (1)
- EJERCICIOS Tema 01 - Fabricación y Denominación Del AceroDocumento5 páginasEJERCICIOS Tema 01 - Fabricación y Denominación Del AceroAnthony PozoAún no hay calificaciones
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Soldadura Con Acetileno Con MaterialDocumento14 páginasSoldadura Con Acetileno Con MaterialRoger Condori ChAún no hay calificaciones
- FUNDICIÓNDocumento34 páginasFUNDICIÓNSebas BuitragoAún no hay calificaciones
- 1 SoldaduraDocumento39 páginas1 Soldaduragri32Aún no hay calificaciones
- Laboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasDocumento12 páginasLaboratorio 5. INDUCCIÓN y Requisitos Básicos y Operacionales de Las Máquinas HerramientasDavo ArmasAún no hay calificaciones
- Forja CincelDocumento5 páginasForja CincelAnonymous YpN8WMGvAún no hay calificaciones
- Piezas MecánicasDocumento13 páginasPiezas Mecánicasjose mamaniAún no hay calificaciones
- Ejercicios de Soldadura FuerteDocumento5 páginasEjercicios de Soldadura FuerteYoanela VargasAún no hay calificaciones
- Acciones Correctivas para Defectos de SoldaduraDocumento47 páginasAcciones Correctivas para Defectos de Soldaduraealeman82Aún no hay calificaciones
- Calidad de Soldadura en Proceso SMAWDocumento4 páginasCalidad de Soldadura en Proceso SMAWAlex Alvarez100% (1)
- Laboratorio Tratamientos TérmicosDocumento15 páginasLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
- KatanasDocumento7 páginasKatanasfortunasAún no hay calificaciones
- Tema 5 ColadaDocumento64 páginasTema 5 ColadaIsaac Jonathan Vargas AvilesAún no hay calificaciones
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Normas de competencia del carpintero metálico en aceroDe EverandNormas de competencia del carpintero metálico en aceroAún no hay calificaciones
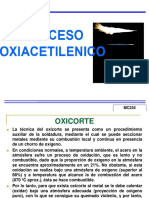
- Proceso de Corte Por OxicorteDocumento37 páginasProceso de Corte Por OxicorteKlaus Karner98% (40)
- Pagina 157Documento4 páginasPagina 157montyviaderoAún no hay calificaciones
- 4esofqc2 Re Esu03Documento3 páginas4esofqc2 Re Esu03montyviaderoAún no hay calificaciones
- 4esomapi Ev Esu05Documento1 página4esomapi Ev Esu05mariagranada77Aún no hay calificaciones
- 4esomapi Ev Esu06Documento1 página4esomapi Ev Esu06montyviaderoAún no hay calificaciones
- 4esofqc2 Re Esu04Documento2 páginas4esofqc2 Re Esu04Mariela GodoyAún no hay calificaciones
- 3 Estatica Capitulo 1 1er Sem 2020 UnsaDocumento17 páginas3 Estatica Capitulo 1 1er Sem 2020 UnsaDanielMendozaNarvaezAún no hay calificaciones
- Tundra Bronco 200 Ls Bronco 150 DXDocumento2 páginasTundra Bronco 200 Ls Bronco 150 DXNIXON GOMEZAún no hay calificaciones
- AficheDocumento1 páginaAficheJose OrtizAún no hay calificaciones
- ForoDocumento6 páginasForoMARIOAún no hay calificaciones
- Estandar 26 PlaneamientoDocumento4 páginasEstandar 26 PlaneamientoColegio San Juan BoscoAún no hay calificaciones
- Manual Usaer2 FinalDocumento100 páginasManual Usaer2 FinalJosefina ArciniegaAún no hay calificaciones
- Control de ArenaDocumento68 páginasControl de ArenaDamaris Rocio Franco Gomez100% (1)
- FIGURAS GEOMETRICAS 4 Cálculo de ÁreasDocumento9 páginasFIGURAS GEOMETRICAS 4 Cálculo de Áreasalejandrolopezgomez2004Aún no hay calificaciones
- Excelente Material para Abordar Los Conceptos Del Sistema BioflocDocumento6 páginasExcelente Material para Abordar Los Conceptos Del Sistema BioflocJohn Libardo BermúdezAún no hay calificaciones
- Desafios de La Educación en La ActualidadDocumento5 páginasDesafios de La Educación en La ActualidadKeila OrellanaAún no hay calificaciones
- Captiluo 1 Sistemas de MoliendaDocumento42 páginasCaptiluo 1 Sistemas de MoliendaelyuyaAún no hay calificaciones
- Marco Teórico InformeDocumento3 páginasMarco Teórico InformeJhon VenegasAún no hay calificaciones
- Clasificación Aceites MPDocumento2 páginasClasificación Aceites MPDave RecaldeAún no hay calificaciones
- Certificado Prueba de Izaje Canasta SBLDocumento1 páginaCertificado Prueba de Izaje Canasta SBLCindy GonzalesAún no hay calificaciones
- Lordosis Cifosis EscoliosisDocumento14 páginasLordosis Cifosis EscoliosisPilar Ramos MacedoAún no hay calificaciones
- Parcial - Escenario 4 - Primer Bloque-Teorico-Practico - Virtual - Procesos Industriales - (Grupo b01)Documento9 páginasParcial - Escenario 4 - Primer Bloque-Teorico-Practico - Virtual - Procesos Industriales - (Grupo b01)Daniela RodriguezAún no hay calificaciones
- GRIMORIO de La Hermandad de JuSa PDFDocumento41 páginasGRIMORIO de La Hermandad de JuSa PDFJoseph Courwen0% (1)
- Forma de Gobierno de GuatemalaDocumento3 páginasForma de Gobierno de GuatemalaJulio SimonAún no hay calificaciones
- Desafios 9Documento9 páginasDesafios 9Ben Hur Morante TaipeAún no hay calificaciones
- Reporte de Resultados Laboratorio de Servicios Una Muestra Gestión de La Agenda CorporativaDocumento2 páginasReporte de Resultados Laboratorio de Servicios Una Muestra Gestión de La Agenda CorporativaOscar OrdoñezAún no hay calificaciones
- Acta de Inicio - Jose Maria ArguedasDocumento3 páginasActa de Inicio - Jose Maria ArguedasGian Pier Rao PazAún no hay calificaciones
- Manual Sinaleira Lux Espanhol Rev1Documento2 páginasManual Sinaleira Lux Espanhol Rev1alexander pedrozaAún no hay calificaciones
- Contratos Modernos TrabajoDocumento9 páginasContratos Modernos TrabajoCarito HonoresAún no hay calificaciones
- Enfermedad CeliácaDocumento12 páginasEnfermedad CeliácaCibel Villalobos AstorgaAún no hay calificaciones
- Carta Funcional Deinpol S3 CalleDocumento8 páginasCarta Funcional Deinpol S3 CalleComisaria Villa ChorrillosAún no hay calificaciones
- 16-18 Agos - ComunicaciónDocumento7 páginas16-18 Agos - ComunicaciónMaria Belen MariacaAún no hay calificaciones
- Caracteristica Del HedonismoDocumento5 páginasCaracteristica Del HedonismoManuel AlvaradoAún no hay calificaciones
- Tema 3 El Entorno de La EmpresaDocumento8 páginasTema 3 El Entorno de La Empresastefany pastranaAún no hay calificaciones
- Cefalohematoma y Fractura de CráneoDocumento3 páginasCefalohematoma y Fractura de CráneoOnePlayer117Aún no hay calificaciones