También podría gustarte
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Calificación: 3 de 5 estrellas3/5 (2)
- Desarmado y Armado de Transmision y DiferencialDocumento37 páginasDesarmado y Armado de Transmision y Diferencialadolf espinozaAún no hay calificaciones
- 3306 Instale El Conjunto de La Cabeza Del CilindroDocumento4 páginas3306 Instale El Conjunto de La Cabeza Del CilindroMalena Mayly Huarancca Apaza100% (2)
- Caja Alemana ZF Grand Cherokee 4G+Documento18 páginasCaja Alemana ZF Grand Cherokee 4G+N'str T'rn100% (2)
- Motor 2GR PDFDocumento18 páginasMotor 2GR PDFAutomac RadiadoresAún no hay calificaciones
- Bomba InyecionDocumento47 páginasBomba InyecionGeovanny Javier Morocho Choca100% (1)
- Desmontagee Instale La Válvula de Salida Del Convertidor D5HDocumento6 páginasDesmontagee Instale La Válvula de Salida Del Convertidor D5HNick Ildefonso Fuenmayor AntunezAún no hay calificaciones
- Desarmado y Armado Valvula de Salida ConvertidorDocumento4 páginasDesarmado y Armado Valvula de Salida ConvertidorNick Fuenmayor AntunezAún no hay calificaciones
- Caja de Cambios s16Documento63 páginasCaja de Cambios s16Victor HernandezAún no hay calificaciones
- Convertidor de Par - Desarmar (RSNR6933-05)Documento1 páginaConvertidor de Par - Desarmar (RSNR6933-05)FREDY CONDORI VELIZAún no hay calificaciones
- Ajustes Especiales de BombaDocumento12 páginasAjustes Especiales de BombaJuan Carlos O. CardenasAún no hay calificaciones
- Cambio de Mandos Finales de d8nDocumento7 páginasCambio de Mandos Finales de d8nM. C. MaquinariaAún no hay calificaciones
- Desarmado y Armado Convertidor de Torque 966cDocumento29 páginasDesarmado y Armado Convertidor de Torque 966cMisael Josue Castro Huancayo100% (2)
- Desarmado de Bomba de Implementos d8n y d7kDocumento7 páginasDesarmado de Bomba de Implementos d8n y d7kM. C. MaquinariaAún no hay calificaciones
- Espanish - Desarmado de TransmisionDocumento53 páginasEspanish - Desarmado de TransmisionCristhian García duránAún no hay calificaciones
- Desarmado de Convertidor D5HDocumento17 páginasDesarmado de Convertidor D5HNick Ildefonso Fuenmayor AntunezAún no hay calificaciones
- 420D FrenosDocumento8 páginas420D FrenosAlfredo SolanoAún no hay calificaciones
- Service Manual 90kW - EspDocumento28 páginasService Manual 90kW - EspSandoval Ramos Eddy100% (1)
- Motor Toyota 3ZZFE y 4ZZFEDocumento23 páginasMotor Toyota 3ZZFE y 4ZZFEMarioDelgado91% (11)
- Transmision Reparacion ZFDocumento30 páginasTransmision Reparacion ZFjads301179100% (2)
- Presiones de Caja 930Documento12 páginasPresiones de Caja 930Ramiro correaAún no hay calificaciones
- Desarmado y Armado Cuerpo de Valvulas de 966FDocumento3 páginasDesarmado y Armado Cuerpo de Valvulas de 966FRamiro correaAún no hay calificaciones
- MD6540 Service Manual Cabezal de Rotacion.Documento53 páginasMD6540 Service Manual Cabezal de Rotacion.JUAN PABLOAún no hay calificaciones
- Caterpillar Convertidor de TorqueDocumento16 páginasCaterpillar Convertidor de TorqueMarcos AlvaresAún no hay calificaciones
- Puesta A Punto Chevrolet Aveo 1Documento9 páginasPuesta A Punto Chevrolet Aveo 1ivonAún no hay calificaciones
- Ajustes Especiales de BombaDocumento11 páginasAjustes Especiales de BombaJuan Carlos O. CardenasAún no hay calificaciones
- Arme y Desarme PosetaDocumento12 páginasArme y Desarme PosetaLuis Eduardo100% (1)
- MR 07 Tech Eje Trasero-Diferencial Rr160e (R0878) PDFDocumento37 páginasMR 07 Tech Eje Trasero-Diferencial Rr160e (R0878) PDFJose Antonio Espinoza VillegasAún no hay calificaciones
- 950F - Desarmado de TransmisionDocumento10 páginas950F - Desarmado de Transmisionevaro280% (10)
- d4h 8Documento13 páginasd4h 8jaidervaccaAún no hay calificaciones
- MR 02 Tech Bomba InyectoraDocumento41 páginasMR 02 Tech Bomba InyectoraMarcelo Diesel100% (1)
- Nissan Sentra Service Manual - Cadena de Distribución - Desmontaje e Instalación - Motor Mecánico - MotorDocumento26 páginasNissan Sentra Service Manual - Cadena de Distribución - Desmontaje e Instalación - Motor Mecánico - MotorYdelkadiasmela DominguezmorelAún no hay calificaciones
- Proceso Desmonte CulataDocumento30 páginasProceso Desmonte CulataJuanAún no hay calificaciones
- MR 07 Tech Eje Intermedio-Diferencial 160e (R2478) PDFDocumento46 páginasMR 07 Tech Eje Intermedio-Diferencial 160e (R2478) PDFJose Antonio Espinoza Villegas100% (1)
- 3054C Engranaje Loco - Quitar e Instalar - Bomba Inyectora DP210 de DelphiDocumento7 páginas3054C Engranaje Loco - Quitar e Instalar - Bomba Inyectora DP210 de Delphihenry lavieraAún no hay calificaciones
- Desarmado y Armado. DE LA VALVULA PRIORIDADdocxDocumento3 páginasDesarmado y Armado. DE LA VALVULA PRIORIDADdocxNick Fuenmayor AntunezAún no hay calificaciones
- Maruti Engine Manual MB308.pdf (1) .En - EsDocumento48 páginasMaruti Engine Manual MB308.pdf (1) .En - EsjuanAún no hay calificaciones
- Desarmado y Armado Transm 966C PDFDocumento45 páginasDesarmado y Armado Transm 966C PDFMisael Josue Castro HuancayoAún no hay calificaciones
- Actros 3336 3341Documento4 páginasActros 3336 3341nicolas0% (1)
- Desarmado de Caja MecanicaDocumento27 páginasDesarmado de Caja MecanicaAngel Perez Barra76% (17)
- 3306 Instale Pistones y BielasDocumento4 páginas3306 Instale Pistones y BielasMalena Mayly Huarancca Apaza100% (3)
- M 40 0001Documento56 páginasM 40 0001johanr_15543100% (3)
- Procedimiento de Desmontaje y Montaje de Tandem y CadenaDocumento7 páginasProcedimiento de Desmontaje y Montaje de Tandem y CadenaAH Sergio100% (8)
- Cajas de Cambio ZF 2Documento24 páginasCajas de Cambio ZF 2Carlos VásquezAún no hay calificaciones
- Cliente JosueDocumento20 páginasCliente JosueCarlos Nava herreraAún no hay calificaciones
- Precarga SuspensiónDocumento4 páginasPrecarga SuspensiónEdinson Javier Guevara GarciaAún no hay calificaciones
- Culata TU5JP4Documento9 páginasCulata TU5JP4Gustavo SilvaAún no hay calificaciones
- (Desmontar ElDocumento2 páginas(Desmontar ElArtemio QCAún no hay calificaciones
- 003 - Bastidor y ParachoquesDocumento12 páginas003 - Bastidor y ParachoquesJose Luis GamarraAún no hay calificaciones
- Clutch sx4Documento6 páginasClutch sx4Victor GodoyAún no hay calificaciones
- Mantenimiento de DiferencialDocumento62 páginasMantenimiento de DiferencialLuis Dario FleiteAún no hay calificaciones
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108De EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Aún no hay calificaciones
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Orden de Trabajo BayronDocumento4 páginasOrden de Trabajo BayronyessAún no hay calificaciones
- Brake Inspection and ServiceDocumento11 páginasBrake Inspection and ServiceyessAún no hay calificaciones
- Anti-Skid - ExpoDocumento28 páginasAnti-Skid - ExpoyessAún no hay calificaciones
- Informe de HelicesDocumento3 páginasInforme de HelicesyessAún no hay calificaciones
- Sistema Electrico CessnaDocumento3 páginasSistema Electrico CessnayessAún no hay calificaciones
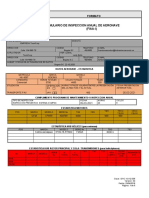
- Formulario de Inspeccion Anual de Aeronave (FIAA-I) : FormatoDocumento6 páginasFormulario de Inspeccion Anual de Aeronave (FIAA-I) : FormatoyessAún no hay calificaciones
- Anti Skid and Auto Brake SystemDocumento21 páginasAnti Skid and Auto Brake Systemyess100% (2)
- Formulario de Afiliación Al Sistema General de PensionesDocumento3 páginasFormulario de Afiliación Al Sistema General de PensionesyessAún no hay calificaciones
- Adf 11Documento18 páginasAdf 11yessAún no hay calificaciones
- Formulario Unico de AfiliacionDocumento22 páginasFormulario Unico de AfiliacionyessAún no hay calificaciones
- Helices y GobernadoresDocumento3 páginasHelices y GobernadoresyessAún no hay calificaciones
- Trabajo Manual A320Documento5 páginasTrabajo Manual A320yessAún no hay calificaciones
- Anti SkidDocumento13 páginasAnti Skidyess100% (2)
- Trabajo Manual A320Documento14 páginasTrabajo Manual A320yessAún no hay calificaciones
- Motor V2500-JT8-CFM56Documento3 páginasMotor V2500-JT8-CFM56yess100% (1)
- Caza Fallas de La BateriaDocumento2 páginasCaza Fallas de La BateriayessAún no hay calificaciones
- Automatizacion Utilizando Grafcet PDFDocumento16 páginasAutomatizacion Utilizando Grafcet PDFnikratonii100% (1)
- Curso Teorico HRSG Mexicali PDFDocumento137 páginasCurso Teorico HRSG Mexicali PDFdayiro100% (1)
- Yale DiferencialesDocumento82 páginasYale DiferencialesCristo sosaAún no hay calificaciones
- Manual de Operación Y MantenciónDocumento55 páginasManual de Operación Y MantenciónGiuliana Escajadillo100% (1)
- Check List CamionetaDocumento1 páginaCheck List CamionetaCamila F Maurel DroguettAún no hay calificaciones
- 18251.66.59.6.autotanques - Baja Presión 2 1-37Documento37 páginas18251.66.59.6.autotanques - Baja Presión 2 1-37gestion 01Aún no hay calificaciones
- AUDI+279+Motor+2 0l+110kW+FSIDocumento44 páginasAUDI+279+Motor+2 0l+110kW+FSIPamela Herrera Brenes100% (4)
- Lum XUV 500 Refresh Euro6 2016 Es PDFDocumento260 páginasLum XUV 500 Refresh Euro6 2016 Es PDFBrendalee PalmaAún no hay calificaciones
- A 800S, 860SJ JLG Operation Spanish PDFDocumento150 páginasA 800S, 860SJ JLG Operation Spanish PDFDavid Edwin Aguilar CastilloAún no hay calificaciones
- Taller 3 Transmicion de Potencia PDFDocumento8 páginasTaller 3 Transmicion de Potencia PDFMiguel Angel Leon RodriguezAún no hay calificaciones
- Nombre Andres VilelaDocumento2 páginasNombre Andres VilelaPaulina CobeñaAún no hay calificaciones
- Manual de Desactivacion de Alarmas OriguinalesDocumento80 páginasManual de Desactivacion de Alarmas OriguinalesGerardo Laguna92% (71)
- X-Trail MY20Documento24 páginasX-Trail MY20Adrian ContrerasAún no hay calificaciones
- NissanmarchDocumento1 páginaNissanmarchManuel Sandoval100% (1)
- Estadistica Anual Coes 2011Documento193 páginasEstadistica Anual Coes 2011José AguilarAún no hay calificaciones
- CREC10-SST-FR-006 Pre-Uso de Vehiculo y EquipoDocumento1 páginaCREC10-SST-FR-006 Pre-Uso de Vehiculo y EquipoAna ColqueAún no hay calificaciones
- 02 - Catalogo MAZAS DE RUEDA HUB NBCDocumento12 páginas02 - Catalogo MAZAS DE RUEDA HUB NBCrobertoAún no hay calificaciones
- Asignacion - 5 CINEMATICA EN UNA DIMENSIÓNDocumento3 páginasAsignacion - 5 CINEMATICA EN UNA DIMENSIÓNCamila MelendezAún no hay calificaciones
- PM Ge-E0002 16-05-2022.Documento2 páginasPM Ge-E0002 16-05-2022.César FloresAún no hay calificaciones
- CAPITULO VehiculoDocumento8 páginasCAPITULO VehiculoFranz Matheus Quispe EspinozaAún no hay calificaciones
- Despiece HDS 6-14 C 1.169-225.0Documento88 páginasDespiece HDS 6-14 C 1.169-225.0Paola Gómez GuzmánAún no hay calificaciones
- LOTO para SubirDocumento48 páginasLOTO para SubirVentura RamosAún no hay calificaciones
- Actividad 5Documento5 páginasActividad 5Yovana GamezAún no hay calificaciones
- Regulador de PresionDocumento3 páginasRegulador de PresionwilliamAún no hay calificaciones
- Tipos de Tanques de Almacenamiento de Hidrocarburos - ImprimirDocumento50 páginasTipos de Tanques de Almacenamiento de Hidrocarburos - ImprimirMaria Jose Rios Lino97% (33)
- ACTIVIDAD No. 11 ESTADISTICA 1Documento8 páginasACTIVIDAD No. 11 ESTADISTICA 1Shirley Andrea MENESES PATINOAún no hay calificaciones
- Sonic 1 6 LT MT SedanDocumento3 páginasSonic 1 6 LT MT SedanBernardoUrrutiaDiazAún no hay calificaciones
- Anaconda - Relacion de Maq. para Mineria 2014Documento1 páginaAnaconda - Relacion de Maq. para Mineria 2014Antonio SánchezAún no hay calificaciones
- Embarcacion DixieDocumento1 páginaEmbarcacion Dixiegenaro terresAún no hay calificaciones
- Toma de Medición de Variables Según El Procedimiento de La Técnica de Análisis de Causa RaízDocumento10 páginasToma de Medición de Variables Según El Procedimiento de La Técnica de Análisis de Causa RaízYeferson ChivataAún no hay calificaciones