También podría gustarte
- 6 D144560 D 01Documento5 páginas6 D144560 D 01Fatima Elizabeth Flores NolascoAún no hay calificaciones
- 9 Seminario IIAR Chile 2014 - Buenas Practicas en Refrigeracion Con Amoniaco - Pys - Rev 0Documento64 páginas9 Seminario IIAR Chile 2014 - Buenas Practicas en Refrigeracion Con Amoniaco - Pys - Rev 0yoye1968Aún no hay calificaciones
- Aplicaciones de Ductos Textiles: Distribucion Eficiente de Aire La Granja 7985, La Cisterna, Santiago - ChileDocumento46 páginasAplicaciones de Ductos Textiles: Distribucion Eficiente de Aire La Granja 7985, La Cisterna, Santiago - ChileEmilia VergaraAún no hay calificaciones
- Amb 162-182 - 230VDocumento4 páginasAmb 162-182 - 230Vyoye1968Aún no hay calificaciones
- Visor Liquido LLGDocumento8 páginasVisor Liquido LLGyoye1968Aún no hay calificaciones
- Cat Gral Disco Mycom NH3 - Baja PDFDocumento48 páginasCat Gral Disco Mycom NH3 - Baja PDFJhonatan Gustavo Adolfo Escriba LenguaAún no hay calificaciones
- Reacciones químicas peligrosas al mezclar R22 y R717Documento12 páginasReacciones químicas peligrosas al mezclar R22 y R717yoye1968Aún no hay calificaciones
- A2.4. NH3 Hoja SeguridadDocumento5 páginasA2.4. NH3 Hoja SeguridadGustavo A Bocaney AguirreAún no hay calificaciones
- Guia Basica Del Frigorista Parte4Documento228 páginasGuia Basica Del Frigorista Parte4Reinerio Praxedes Castillo CespedesAún no hay calificaciones
- F250 NH3 - GENERADOR DE HIELO EN ESCAMAS TERRRESTREDocumento1 páginaF250 NH3 - GENERADOR DE HIELO EN ESCAMAS TERRRESTREyoye1968Aún no hay calificaciones
- Cuadro de Mantencion RXF - RWFDocumento1 páginaCuadro de Mantencion RXF - RWFyoye1968Aún no hay calificaciones
- 136A Guia Uso y Manejo Amoniaco 2012Documento30 páginas136A Guia Uso y Manejo Amoniaco 2012Diego Fernandez RodriguezAún no hay calificaciones
- Arquitectos Del Engaño - Jüri LinaDocumento270 páginasArquitectos Del Engaño - Jüri LinaUn Boig87% (15)
- 5 Tips para VenderDocumento1 página5 Tips para Venderyoye1968Aún no hay calificaciones
- Reglamento Sobre Condiciones de Seguridad en Los Sistemas de Refrigeración Con AmoniacoDocumento16 páginasReglamento Sobre Condiciones de Seguridad en Los Sistemas de Refrigeración Con Amoniacoyoye1968Aún no hay calificaciones
- ManualDocumento221 páginasManualOliver Noguera PetzoldtAún no hay calificaciones
- Catalogo HanssenDocumento28 páginasCatalogo HanssenRaúl Rivera100% (1)
- Manual Apícola Indap 2016 Chile PDFDocumento116 páginasManual Apícola Indap 2016 Chile PDFnegro_pinolero9621Aún no hay calificaciones
- Catálogo YamoliDocumento24 páginasCatálogo Yamoliyoye1968Aún no hay calificaciones
- 5 Tips para VenderDocumento1 página5 Tips para Venderyoye1968Aún no hay calificaciones
- Catalogo HanssenDocumento28 páginasCatalogo HanssenRaúl Rivera100% (1)
- Condensador - IntercalDocumento20 páginasCondensador - Intercalyoye1968Aún no hay calificaciones
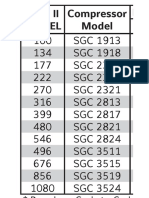
- RWF SGC Tabla EquivalenciaDocumento1 páginaRWF SGC Tabla Equivalenciayoye1968Aún no hay calificaciones
- Libro El Fantasma de La EscuelaDocumento17 páginasLibro El Fantasma de La Escuelayoye196867% (3)
- MYCOM Manual de Instrucción Serie WDocumento189 páginasMYCOM Manual de Instrucción Serie Wyoye1968100% (1)
- Seleccion CONDENSADOR EVAPORATIVO CE S2 PDFDocumento1 páginaSeleccion CONDENSADOR EVAPORATIVO CE S2 PDFyoye1968Aún no hay calificaciones
- Panel aislado multifuncionalDocumento2 páginasPanel aislado multifuncionalyoye1968Aún no hay calificaciones
- VALVULAS SVA - DANFOSS MedidasDocumento1 páginaVALVULAS SVA - DANFOSS Medidasyoye1968Aún no hay calificaciones
- Catálogo YamoliDocumento24 páginasCatálogo Yamoliyoye1968Aún no hay calificaciones
- Tema 2. EvaporaciónDocumento53 páginasTema 2. EvaporaciónSergio Reyna100% (1)
- Tratamiento de Agua de CalderasDocumento8 páginasTratamiento de Agua de CalderasmcAún no hay calificaciones
- Indice de LagelierDocumento9 páginasIndice de LagelierFernando MerinoAún no hay calificaciones
- Cementos DentalesDocumento19 páginasCementos DentalesJat ArevaloAún no hay calificaciones
- Introducción Al Tratamiento de Agua para Calderas PDFDocumento69 páginasIntroducción Al Tratamiento de Agua para Calderas PDFJuan Pablo Rebolledo VAún no hay calificaciones
- Daños a la formación y su prevenciónDocumento25 páginasDaños a la formación y su prevenciónJosseline VelascoAún no hay calificaciones
- Tratamiento de Agua de Alimentación Autoclaves.Documento20 páginasTratamiento de Agua de Alimentación Autoclaves.Claudio Ulloa DelanoAún no hay calificaciones
- Ponencia - Agua de Mesa-Octubre 2018Documento73 páginasPonencia - Agua de Mesa-Octubre 2018LuisAlbertoChumioqueDelgadoAún no hay calificaciones
- Practica 4 5 6Documento12 páginasPractica 4 5 6afrunp5186Aún no hay calificaciones
- Tren Completo Agua para ProcesoDocumento32 páginasTren Completo Agua para ProcesoHeriberto CamarilloAún no hay calificaciones
- 2019 06 19 Acondicionamiento de Agua para Calderas NALCO FenercomDocumento29 páginas2019 06 19 Acondicionamiento de Agua para Calderas NALCO FenercomSolAún no hay calificaciones
- Catalogo Caldera de 10 BHP Cacharreria MundiaalDocumento41 páginasCatalogo Caldera de 10 BHP Cacharreria MundiaalWilliam MuñozAún no hay calificaciones
- Antiincrustante - Tratamiento de AguasDocumento8 páginasAntiincrustante - Tratamiento de AguasJhonatan33xAún no hay calificaciones
- Bienvenida a la Planta LGN de Pequiven - Visión, Misión y ValoresDocumento87 páginasBienvenida a la Planta LGN de Pequiven - Visión, Misión y ValoresGiaAún no hay calificaciones
- 8.3 Coeficientes Totales de Transferencia de Calor en EvaporadoresDocumento4 páginas8.3 Coeficientes Totales de Transferencia de Calor en EvaporadoresJunior BardalezAún no hay calificaciones
- 06 Generador de VaporDocumento17 páginas06 Generador de VaporMartín Pérez CarranzaAún no hay calificaciones
- Usos - Versión FinalDocumento49 páginasUsos - Versión FinalMauro VanAún no hay calificaciones
- 2018 2 IqDocumento38 páginas2018 2 IqLuisAngelCordovadeSanchezAún no hay calificaciones
- Calderas AcuotubularesDocumento19 páginasCalderas AcuotubularesFrancisco Muñoz Alarcón100% (1)
- Alcalinidad - Acidez - Dureza - Calcio VF PDFDocumento21 páginasAlcalinidad - Acidez - Dureza - Calcio VF PDFCesar RamirezAún no hay calificaciones
- Limpieza QuímicaDocumento6 páginasLimpieza QuímicaManuel Fortun VegaAún no hay calificaciones
- Diseño de Pozos ProfundosDocumento106 páginasDiseño de Pozos ProfundosMaria Alejandra Hoyos DiazAún no hay calificaciones
- Capacitación Osmosis IDocumento73 páginasCapacitación Osmosis IPeter Thiago ZanAún no hay calificaciones
- Tratamiento Quimico de Agua para Calderos Empresa TesquimsaDocumento658 páginasTratamiento Quimico de Agua para Calderos Empresa Tesquimsajacqueline_estévez_5Aún no hay calificaciones
- Diseño de Pozos ProfundosDocumento101 páginasDiseño de Pozos ProfundosIvana Charrasquiel50% (2)
- NRF 277 Pemex 2011Documento27 páginasNRF 277 Pemex 2011Leandro Becerra Fernandez100% (2)
- 2017 International Paper 3 SpanishDocumento18 páginas2017 International Paper 3 SpanishJuan Perez PerezAún no hay calificaciones
- Proyectos 2015-2 Generacion de VaporDocumento118 páginasProyectos 2015-2 Generacion de Vaporjavier bravo zarorAún no hay calificaciones
- Intro Ducci OnDocumento6 páginasIntro Ducci OnJimy FueltanAún no hay calificaciones