También podría gustarte
- Año de la universalización de la salud: Horno reverberoDocumento23 páginasAño de la universalización de la salud: Horno reverberoFERNANDO PEDRO SOTO HUAMANVILCAAún no hay calificaciones
- Trabajo Horno Cubilote Sin CoqueDocumento15 páginasTrabajo Horno Cubilote Sin CoqueCarlos AriasAún no hay calificaciones
- Tipos de Hornos y MoldesDocumento25 páginasTipos de Hornos y MoldesTodo FreeAún no hay calificaciones
- Horno Rotatorio para La Calcinacion de Yeso Informe111111Documento13 páginasHorno Rotatorio para La Calcinacion de Yeso Informe111111fernando alfredo rodriguez delgadoAún no hay calificaciones
- Horno de ReververoDocumento3 páginasHorno de ReververoMiguel SolisAún no hay calificaciones
- Oxiconvertidores y Horno EléctricoDocumento46 páginasOxiconvertidores y Horno EléctricoRocio BoetaAún no hay calificaciones
- Hornos de Arco EléctricoDocumento16 páginasHornos de Arco EléctricoAlexander González100% (2)
- Desulfuración en CucharaDocumento12 páginasDesulfuración en CucharaÁngela María Espinosa Ceballos100% (1)
- Lab ElectrolisisDocumento37 páginasLab ElectrolisisRogers M Gonzalez UAún no hay calificaciones
- Hornos de Hogar Abierto Son Uno de Varios Tipos de Hornos Donde El Exceso de Carbono y Otras Impurezas Son Quemados Fuera Del Arrabio para Producir AceroDocumento3 páginasHornos de Hogar Abierto Son Uno de Varios Tipos de Hornos Donde El Exceso de Carbono y Otras Impurezas Son Quemados Fuera Del Arrabio para Producir AceroJos Ant HernandezAún no hay calificaciones
- Informe Evaluación de Dureza y ResilienciaDocumento8 páginasInforme Evaluación de Dureza y ResilienciaKevin Arnold MuñozAún no hay calificaciones
- CubiloteDocumento3 páginasCubiloteFrancisco RamosAún no hay calificaciones
- Tipos de HornosDocumento15 páginasTipos de HornosyanfrankAún no hay calificaciones
- Quimica y Cinetica de La TostacionDocumento5 páginasQuimica y Cinetica de La TostacionSheila Allende Aguilar100% (1)
- Cinética de CorrosiónDocumento45 páginasCinética de CorrosiónJosueAún no hay calificaciones
- EstanoDocumento14 páginasEstanoBrayan Dali Nattez VargasAún no hay calificaciones
- Hornos Ausmelt y IsasmeltDocumento2 páginasHornos Ausmelt y IsasmeltEVELYN PAQUIRACHIN SANTOSAún no hay calificaciones
- 2a. TEXTO CONFORMACION DE MATERIALES-PARTE IDocumento19 páginas2a. TEXTO CONFORMACION DE MATERIALES-PARTE ICarlos GonzalesAún no hay calificaciones
- 2 Seminario Proceso MitsubishiDocumento10 páginas2 Seminario Proceso MitsubishiBart Friender0% (1)
- Horno Basculante Fundición de No FerrososDocumento19 páginasHorno Basculante Fundición de No FerrososArnold NiñoAún no hay calificaciones
- Reactor NorandaDocumento1 páginaReactor NorandaBart FrienderAún no hay calificaciones
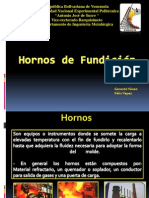
- Hornos MetalúrgicosDocumento19 páginasHornos MetalúrgicosFelix Javier Yepez AguirreAún no hay calificaciones
- Horno de Inducción - EcuRedDocumento4 páginasHorno de Inducción - EcuRedlast730Aún no hay calificaciones
- Hornos para Fundición de MetalesDocumento20 páginasHornos para Fundición de MetalesCarlos Ojeda RiveraAún no hay calificaciones
- Aleaciones No FerrosaDocumento63 páginasAleaciones No FerrosaYusei D.Aún no hay calificaciones
- Informe Fundicion 1Documento7 páginasInforme Fundicion 1sf9715Aún no hay calificaciones
- Aleaciones No Ferrosas para Fundición y Costos en FundiciónDocumento18 páginasAleaciones No Ferrosas para Fundición y Costos en FundiciónLAURA ESTER ROMERO NUÑEZ100% (1)
- Materiales Ceramicos AvanzadosDocumento2 páginasMateriales Ceramicos AvanzadosJorgeLuisPantigosoMoralesAún no hay calificaciones
- Metalurgia Del ZincDocumento25 páginasMetalurgia Del ZincSami BendezuAún no hay calificaciones
- Guia 1 Pellets PDFDocumento7 páginasGuia 1 Pellets PDFNataliaVargas0% (2)
- Clase 2 - 3 Proceso de FundicionDocumento35 páginasClase 2 - 3 Proceso de FundicionFelipe Martinez CaroAún no hay calificaciones
- Fundicion y Moldeo BronceDocumento9 páginasFundicion y Moldeo BroncefherchinAún no hay calificaciones
- LixiviacionDocumento6 páginasLixiviacionKevin SimentalAún no hay calificaciones
- ESR_refinación_electroescoria_lingotes_aceroDocumento14 páginasESR_refinación_electroescoria_lingotes_aceroyiyohuauAún no hay calificaciones
- BBBBBBBBBBBBBBDocumento75 páginasBBBBBBBBBBBBBBJordan anthonyAún no hay calificaciones
- Trituracion de MineralesDocumento12 páginasTrituracion de MineralesJhersonIsraelTorrezGonzalesAún no hay calificaciones
- Tipos de hornos para la fundición de metales: alto horno, Bessemer, BOF y másDocumento7 páginasTipos de hornos para la fundición de metales: alto horno, Bessemer, BOF y másLINDA CHUSAN100% (1)
- AusmeltDocumento21 páginasAusmeltBeker Chaca BonillaAún no hay calificaciones
- Fundiciones FerrosasDocumento9 páginasFundiciones FerrosasJoan CedeñoAún no hay calificaciones
- Funcionamiento Del CubiloteDocumento11 páginasFuncionamiento Del CubiloteParranderoElLoboCrachAún no hay calificaciones
- Conos PirométricosDocumento6 páginasConos PirométricosfrankAún no hay calificaciones
- Introducción a la Electro-Metalurgia: Definiciones y Conceptos FundamentalesDocumento83 páginasIntroducción a la Electro-Metalurgia: Definiciones y Conceptos FundamentalesLeandro GuzmánAún no hay calificaciones
- Preguntas SiderurgiaDocumento9 páginasPreguntas SiderurgiaZulma Dayana Puerto CristanchoAún no hay calificaciones
- Informe 1 Fundicion y MoldeoDocumento8 páginasInforme 1 Fundicion y MoldeoCONTY YONDINY CRUZ SALCEDOAún no hay calificaciones
- Semana 1 HornosDocumento26 páginasSemana 1 HornosSebastián Córdova MeléndezAún no hay calificaciones
- Conos pirométricos para control de temperatura en hornos cerámicosDocumento2 páginasConos pirométricos para control de temperatura en hornos cerámicosAlexElesvanPurihuamanCubasAún no hay calificaciones
- Refino Del Plomo de ObraDocumento3 páginasRefino Del Plomo de ObraLeonardo AgAún no hay calificaciones
- Tipos de Arenas para MoldeoDocumento5 páginasTipos de Arenas para MoldeoJairo SanchezAún no hay calificaciones
- Ladrillo Refractario 22Documento10 páginasLadrillo Refractario 22Miguel ArguzAún no hay calificaciones
- Pulvimetalurgia2014 140704170319 Phpapp01Documento40 páginasPulvimetalurgia2014 140704170319 Phpapp01karlos guzmanAún no hay calificaciones
- SolidificacionDocumento223 páginasSolidificacionEstef LuAún no hay calificaciones
- Produccion y TratamientoDocumento5 páginasProduccion y TratamientoKevin Casanova MartínezAún no hay calificaciones
- Informe COLADA EN FRIODocumento11 páginasInforme COLADA EN FRIOJunior Anderson Tinoco FaleroAún no hay calificaciones
- Velocidad de MolinosDocumento8 páginasVelocidad de MolinosAndrea ccohuanquiAún no hay calificaciones
- Bronce AluminioDocumento6 páginasBronce AluminioAnonymous NpuhYT4Aún no hay calificaciones
- Periodo 5Documento26 páginasPeriodo 5cristina aybAún no hay calificaciones
- Horno de ReverberoDocumento5 páginasHorno de ReverberoIsaac Jonathan Vargas AvilesAún no hay calificaciones
- Monografia Horno CubiloteDocumento9 páginasMonografia Horno CubiloteDavid VargasAún no hay calificaciones
- Horno de CubiloteDocumento13 páginasHorno de CubiloteMario Diego M AAún no hay calificaciones
- Examen Parcial ComercializaciónDocumento30 páginasExamen Parcial ComercializaciónJr.JeanAún no hay calificaciones
- Porcentajes de ElementosDocumento2 páginasPorcentajes de ElementosJr.JeanAún no hay calificaciones
- Precio de ArenaDocumento2 páginasPrecio de ArenaJr.JeanAún no hay calificaciones
- Precio de Arena12Documento2 páginasPrecio de Arena12Jr.JeanAún no hay calificaciones
- Precio FinalDocumento3 páginasPrecio FinalJr.JeanAún no hay calificaciones
- 2 PC ComercializacionDocumento20 páginas2 PC ComercializacionJr.Jean100% (1)
- 2pc de Comercializacion - Ray Inca FloresDocumento18 páginas2pc de Comercializacion - Ray Inca FloresJr.JeanAún no hay calificaciones
- Precio de ArenaDocumento2 páginasPrecio de ArenaJr.JeanAún no hay calificaciones
- 5 PC DE COMERCIALIZACIÓNDocumento61 páginas5 PC DE COMERCIALIZACIÓNJr.JeanAún no hay calificaciones
- Informe de La Visita Técnica A MEFICO SRLDocumento20 páginasInforme de La Visita Técnica A MEFICO SRLJr.JeanAún no hay calificaciones
- Sexta Practica Calificada Del Curso de Comercialización de MineralesDocumento2 páginasSexta Practica Calificada Del Curso de Comercialización de MineralesJr.JeanAún no hay calificaciones
- Segunda Practica de Comercializacion de MineralesDocumento4 páginasSegunda Practica de Comercializacion de MineralesJr.JeanAún no hay calificaciones
- Tercera Práctica Calificada Del Curso de Comercialización de MineralesDocumento2 páginasTercera Práctica Calificada Del Curso de Comercialización de MineralesJr.JeanAún no hay calificaciones
- Procesos y métodos de comercialización de mineralesDocumento3 páginasProcesos y métodos de comercialización de mineralesJr.JeanAún no hay calificaciones
- Excel 2da Practica Sobre Lixiviacion Por GitaciónDocumento16 páginasExcel 2da Practica Sobre Lixiviacion Por GitaciónJr.JeanAún no hay calificaciones
- Comercialización de minerales y metalesDocumento1 páginaComercialización de minerales y metalesJr.JeanAún no hay calificaciones
- MoldeoDocumento42 páginasMoldeoJr.JeanAún no hay calificaciones
- PRACTICA New Earth - Ray Inca FloresDocumento3 páginasPRACTICA New Earth - Ray Inca FloresJr.JeanAún no hay calificaciones
- AlimentadoresDocumento71 páginasAlimentadoresTony SctAún no hay calificaciones
- CINETICA ALTA TEMPERATURAS A36Documento16 páginasCINETICA ALTA TEMPERATURAS A36Jr.JeanAún no hay calificaciones
- Mode LosDocumento16 páginasMode LosJr.JeanAún no hay calificaciones
- Hornos y RefractariosDocumento30 páginasHornos y RefractariosJr.JeanAún no hay calificaciones
- Primera Practica de ADMINISTRACIONDocumento4 páginasPrimera Practica de ADMINISTRACIONJr.JeanAún no hay calificaciones
- Data 3.3Documento11 páginasData 3.3Jr.JeanAún no hay calificaciones
- PRACTICA New Earth - Ray Inca FloresDocumento3 páginasPRACTICA New Earth - Ray Inca FloresJr.JeanAún no hay calificaciones
- 02 Clase 1 - Interes Simple - Ejemplos-Ray Inca FloresDocumento11 páginas02 Clase 1 - Interes Simple - Ejemplos-Ray Inca FloresJr.JeanAún no hay calificaciones
- Parcial Administracion-Ray Inca FloresDocumento6 páginasParcial Administracion-Ray Inca FloresJr.JeanAún no hay calificaciones
- 01 Clase 1 - Tasas NominalesDocumento2 páginas01 Clase 1 - Tasas NominalesLuis Angulo AguirreAún no hay calificaciones
- 03 CLASE 1 - InTERES SIMPLE - 10 Ejercicios PropuestosDocumento8 páginas03 CLASE 1 - InTERES SIMPLE - 10 Ejercicios PropuestosJr.JeanAún no hay calificaciones
- 01 Clase 1 - Tasas NominalesDocumento2 páginas01 Clase 1 - Tasas NominalesLuis Angulo AguirreAún no hay calificaciones
- Agua Con Limon en El Embarazo - Buscar Con GoogleDocumento1 páginaAgua Con Limon en El Embarazo - Buscar Con GoogleSyrailiy SilatanAún no hay calificaciones
- Analisis Transaccional - DibujitosDocumento9 páginasAnalisis Transaccional - Dibujitoshfbv2Aún no hay calificaciones
- Grado 11° 2022 Español Ii PeriodoDocumento3 páginasGrado 11° 2022 Español Ii PeriodoEMILSE medinaAún no hay calificaciones
- El Aprendizaje de Un Idioma en Edad AdultaDocumento5 páginasEl Aprendizaje de Un Idioma en Edad AdultakimsuraAún no hay calificaciones
- Modelo de Un Contrato para La Contratación de Una ObraDocumento8 páginasModelo de Un Contrato para La Contratación de Una ObraDavid Alejandro Ardila HoyosAún no hay calificaciones
- Avaluo Casa Hogar 419Documento32 páginasAvaluo Casa Hogar 419Tonatioh Dagoberto Bernal MartinezAún no hay calificaciones
- Bootcamp DataDocumento9 páginasBootcamp DataJeyser Suxe BalbinAún no hay calificaciones
- catCHTOTAL PDFDocumento141 páginascatCHTOTAL PDFSrdjanDV1970Aún no hay calificaciones
- Manual Del Justiciable Materia CivilDocumento127 páginasManual Del Justiciable Materia CivilIrving Vargas100% (2)
- ¿Por Qué Dios Se Hizo HombreDocumento2 páginas¿Por Qué Dios Se Hizo HombreManauryAún no hay calificaciones
- Arbol de Problema Aprovechamiento PlasticoDocumento4 páginasArbol de Problema Aprovechamiento Plasticoedgar alonso zambrano ferreira100% (1)
- DefiniciónDocumento2 páginasDefiniciónHugo ValenciaAún no hay calificaciones
- La LopnaDocumento7 páginasLa LopnaOzwaldo Rioz V'zAún no hay calificaciones
- Proyecto de HectorDocumento17 páginasProyecto de HectorHector JhbAún no hay calificaciones
- Administración de Riesgos Financieros: Modelos y MediciónDocumento142 páginasAdministración de Riesgos Financieros: Modelos y MediciónandreaAún no hay calificaciones
- Día Mundial SaludDocumento2 páginasDía Mundial SaludJose Yamir CondorenaAún no hay calificaciones
- Características de LeninDocumento3 páginasCaracterísticas de LeninEdgarYadhirPerezHernandez100% (1)
- Calificaciones Septimo BasicoDocumento27 páginasCalificaciones Septimo Basicolynsta21Aún no hay calificaciones
- Escuela Militar de Ingeniería viaje académico geoparque TorotoroDocumento1 páginaEscuela Militar de Ingeniería viaje académico geoparque TorotoroLuis Ángel Herrera MeridaAún no hay calificaciones
- Recién nacido prematuro con EMH: Cuidados de enfermería especializadaDocumento209 páginasRecién nacido prematuro con EMH: Cuidados de enfermería especializadaMADELEIN TRINIDAD MERA CHANCAYAún no hay calificaciones
- Contestacion Demanda Daniela SolanoDocumento3 páginasContestacion Demanda Daniela SolanoManuel RamirezAún no hay calificaciones
- Tecnicas CorteDocumento17 páginasTecnicas CorteNeftali Taboada SerranoAún no hay calificaciones
- Manual de Cargas Que Se Debe Implementar en Una Organización y JustificaciónDocumento6 páginasManual de Cargas Que Se Debe Implementar en Una Organización y Justificaciónyisel0% (1)
- Coleccion de InsectosDocumento8 páginasColeccion de InsectosAlex SantosAún no hay calificaciones
- Administracion de EmpresasDocumento6 páginasAdministracion de Empresasdavid tapiaAún no hay calificaciones
- Cuestionario Calor FisicoquimicaDocumento3 páginasCuestionario Calor FisicoquimicaOMAR VALENCIAAún no hay calificaciones
- Una Inglés 1ro.Documento25 páginasUna Inglés 1ro.maria victoriaAún no hay calificaciones
- Presupuestadas: Cif AplicadosDocumento6 páginasPresupuestadas: Cif Aplicadosbrenda katerine gaitan gutierrezAún no hay calificaciones
- UDI 3 LC 6º and - 15Documento37 páginasUDI 3 LC 6º and - 15SergioAún no hay calificaciones
- La Última MillaDocumento6 páginasLa Última MillaFabian GraciaAún no hay calificaciones