También podría gustarte
- Máquina Herramienta - Wikipedia, La Enciclopedia LibreDocumento8 páginasMáquina Herramienta - Wikipedia, La Enciclopedia LibreMaría DíazAún no hay calificaciones
- Historia - Máquina HerramientaDocumento36 páginasHistoria - Máquina HerramientamarcoaalejosAún no hay calificaciones
- Máquina Herramienta (MATERIAL ÙLTIMO PARA ALUMNOS DE 279 TTE. BENJAMIN MATIENZO)Documento15 páginasMáquina Herramienta (MATERIAL ÙLTIMO PARA ALUMNOS DE 279 TTE. BENJAMIN MATIENZO)juan pablo zapataAún no hay calificaciones
- Máquina Herramienta - Wikipedia, La Enciclopedia Libre PDFDocumento9 páginasMáquina Herramienta - Wikipedia, La Enciclopedia Libre PDFAgustinRamosNogueiraAún no hay calificaciones
- Elementos básicos de las máquinas herramientasDocumento44 páginasElementos básicos de las máquinas herramientasCarlos Fredy Echeverría100% (2)
- Máquinas HerramientasDocumento127 páginasMáquinas HerramientasMecanizado Sena0% (1)
- Guia 2 Maquinas Herramientas, Parte 1Documento2 páginasGuia 2 Maquinas Herramientas, Parte 1Francisco Vargas100% (1)
- Maquinas HerramientasDocumento7 páginasMaquinas HerramientasYlberto HuertasAún no hay calificaciones
- Mauinas HerramientasDocumento13 páginasMauinas Herramientasandyandy888Aún no hay calificaciones
- Maquinas-Herramientas. TrabajoDocumento22 páginasMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Elementos Basicos de Las Maquinas HerramientasDocumento44 páginasElementos Basicos de Las Maquinas Herramientasanon-38768379% (14)
- Resumen de Máquinas y HerramientasDocumento8 páginasResumen de Máquinas y HerramientasDayra PitaAún no hay calificaciones
- Materiales Convencionales y No ConvencionalesDocumento17 páginasMateriales Convencionales y No ConvencionalesJovani Cruz Torres0% (1)
- Informe TP 6 Maquinas Herramientas FinalDocumento51 páginasInforme TP 6 Maquinas Herramientas FinalLisandro AlonsoAún no hay calificaciones
- Análisis de fabricación en la Universidad de OrienteDocumento13 páginasAnálisis de fabricación en la Universidad de OrienteBryanMárquezAún no hay calificaciones
- Historia de Las Máquinas y HerramientasDocumento4 páginasHistoria de Las Máquinas y HerramientasManuel Perez CasioAún no hay calificaciones
- Arranque de VirutaDocumento6 páginasArranque de VirutaJesualdo CarraanzaaAún no hay calificaciones
- Maquinas ConvensionalesDocumento23 páginasMaquinas ConvensionalesEfrain HernandezAún no hay calificaciones
- Máquinas HerramientasDocumento15 páginasMáquinas HerramientasMary Johana Galeano CañasAún no hay calificaciones
- Unidad 1. Generalidades 1.1-1.5Documento72 páginasUnidad 1. Generalidades 1.1-1.5Isaac Sanchez Anastacio0% (1)
- Actividad Medio CursoDocumento25 páginasActividad Medio CursogustavoAún no hay calificaciones
- Maquinados Convencionales y No ConvencionalesDocumento3 páginasMaquinados Convencionales y No ConvencionalesGaby Esc25% (8)
- Curso Centro de MaquinadoDocumento51 páginasCurso Centro de MaquinadoIrvin Jovani Torres Magaña100% (1)
- Practica 1 Conceptos Basicos de Manufactura.Documento7 páginasPractica 1 Conceptos Basicos de Manufactura.LeoAún no hay calificaciones
- UNIDAD 8 Máquinas Herramientas PDFDocumento16 páginasUNIDAD 8 Máquinas Herramientas PDFGustavo MorinigoAún no hay calificaciones
- Semana 5 - El Uso de Maquinas-HerramientasDocumento25 páginasSemana 5 - El Uso de Maquinas-HerramientasAnthony Montes CarlosAún no hay calificaciones
- Maquinas HerramientasDocumento12 páginasMaquinas HerramientasErnesto GardieAún no hay calificaciones
- Máquinas Herramientas ConvencionalesDocumento9 páginasMáquinas Herramientas ConvencionalesPableins FranciscoAún no hay calificaciones
- 3.1 Maquinados ConvencionalesDocumento22 páginas3.1 Maquinados ConvencionalesHector Lopez SotoAún no hay calificaciones
- Clasificación de las máquinas herramientas 1Documento8 páginasClasificación de las máquinas herramientas 1violetaceleste03Aún no hay calificaciones
- Procesos de Manufactura Unidad 2Documento20 páginasProcesos de Manufactura Unidad 2Jose Antonio Trejo CastellanosAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento4 páginasNuevo Documento de Microsoft Worddamian carlosAún no hay calificaciones
- UNIDAD 7 Maquinas HerramientasDocumento16 páginasUNIDAD 7 Maquinas HerramientasGustavo Recalde ChamorroAún no hay calificaciones
- Investigacion Sobre El TornoDocumento8 páginasInvestigacion Sobre El TornoAnonymous Op0tQQFeAún no hay calificaciones
- Informe de MetalurgiaDocumento13 páginasInforme de MetalurgiaHamilton MeynardAún no hay calificaciones
- Ensayo Maquinas HerramientasDocumento4 páginasEnsayo Maquinas HerramientasEduardo GuevaraAún no hay calificaciones
- Maquinas y FresasDocumento5 páginasMaquinas y FresasJose Alberto Barrios MéndezAún no hay calificaciones
- Arranque de VirutaDocumento7 páginasArranque de VirutaDejota FerndzAún no hay calificaciones
- 1 Historia de Las Máquinas HerramientasDocumento35 páginas1 Historia de Las Máquinas HerramientasRenglones En BlancoAún no hay calificaciones
- Ensayo ProcesosDocumento11 páginasEnsayo ProcesosMaria Alejandra AcevedoAún no hay calificaciones
- Tipos Demaquinas y HerramientasDocumento36 páginasTipos Demaquinas y HerramientasmarcosAún no hay calificaciones
- El TornoDocumento20 páginasEl TornoJulio CaAún no hay calificaciones
- Modulo MetalmecanicaDocumento17 páginasModulo Metalmecanicalichi leon0% (1)
- Ensayo MaquinasDocumento3 páginasEnsayo MaquinasFernando Cornejo100% (1)
- Utilidad de Las Máquinas HerramientasDocumento1 páginaUtilidad de Las Máquinas HerramientasRafael QuirosAún no hay calificaciones
- Mecanizado por arranque de viruta: procesos, herramientas y conceptos claveDocumento13 páginasMecanizado por arranque de viruta: procesos, herramientas y conceptos claveRobbinson CastroAún no hay calificaciones
- Trabajo Fresadora y LimadoraDocumento14 páginasTrabajo Fresadora y LimadoraRicardoQuijoteAún no hay calificaciones
- Hablar Sobre La Historia de Las Máquinas y Sus HerramientasDocumento27 páginasHablar Sobre La Historia de Las Máquinas y Sus HerramientasEdward Segura AlcantaraAún no hay calificaciones
- Cuestiomario de Tecnologia 2DA PARTEDocumento29 páginasCuestiomario de Tecnologia 2DA PARTECristian OrtizAún no hay calificaciones
- Introducción a las máquinas herramientasDocumento4 páginasIntroducción a las máquinas herramientasGeronimoGonzalesAún no hay calificaciones
- Procesos de Arranque de VirutaDocumento14 páginasProcesos de Arranque de VirutaZedei Antonio100% (2)
- Introducción A Las Máquinas Herramientas DMRMDocumento20 páginasIntroducción A Las Máquinas Herramientas DMRMEstefany Abreu HernandezAún no hay calificaciones
- Implementación de Un Taller de Maquinas Herramienta1Documento41 páginasImplementación de Un Taller de Maquinas Herramienta1Gladys Xiomara CcapaAún no hay calificaciones
- Trabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaDocumento24 páginasTrabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaSebastian ZabalaAún no hay calificaciones
- Equivalencia Procedimientos Tecnicos 2do Año 2da EstapaDocumento24 páginasEquivalencia Procedimientos Tecnicos 2do Año 2da EstapaSebastian ZabalaAún no hay calificaciones
- UNIDAD 2 Procesos Con Arranque de VirutaDocumento7 páginasUNIDAD 2 Procesos Con Arranque de VirutaUlises NajeraAún no hay calificaciones
- Fabricacion Por Arranque de VirutaDocumento6 páginasFabricacion Por Arranque de Virutachino_lanus924Aún no hay calificaciones
- Mecanizado por arranque de virutaDocumento21 páginasMecanizado por arranque de virutaDaisy AguilarAún no hay calificaciones
- Fundamentos de Las Máquinas HerramientasDocumento21 páginasFundamentos de Las Máquinas HerramientasCesar Idrugo Gaona100% (2)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Manuales de Normas y ProcedimientosDocumento11 páginasManuales de Normas y Procedimientosjchender515Aún no hay calificaciones
- EPPDocumento13 páginasEPPACILEGNA FENIBERAún no hay calificaciones
- Disponibilidad de Horarios DocentesDocumento1 páginaDisponibilidad de Horarios Docentesjchender515Aún no hay calificaciones
- Diapositivas de Ambiente IIDocumento10 páginasDiapositivas de Ambiente IIjchender515Aún no hay calificaciones
- Hidroterapia como terapia físicaDocumento4 páginasHidroterapia como terapia físicajchender515Aún no hay calificaciones
- Estampacion de ChapaDocumento3 páginasEstampacion de Chapajchender515Aún no hay calificaciones
- ACCIDENTEDocumento14 páginasACCIDENTEjchender515Aún no hay calificaciones
- Proceso de Maquinado AvanzadoDocumento14 páginasProceso de Maquinado Avanzadojchender515Aún no hay calificaciones
- Imagen 1Documento24 páginasImagen 1Angie MelissaAún no hay calificaciones
- 729 Ca PDFDocumento25 páginas729 Ca PDFdiegueins84Aún no hay calificaciones
- TaladradoDocumento25 páginasTaladradojchender515Aún no hay calificaciones
- TemaV - Procesos de Mecanizado PDFDocumento19 páginasTemaV - Procesos de Mecanizado PDFIván RodrigoAún no hay calificaciones
- 1578 Conformado PDFDocumento29 páginas1578 Conformado PDFGib ArAún no hay calificaciones
- Mecanizado Parte 3 Univ Buenos AiresDocumento87 páginasMecanizado Parte 3 Univ Buenos AirescarmelotomasAún no hay calificaciones
- Procesos de Mecanizado No ConvencionalesDocumento18 páginasProcesos de Mecanizado No Convencionalesjchender515Aún no hay calificaciones
- Taladrado y EscariadoDocumento21 páginasTaladrado y Escariadojchender515Aún no hay calificaciones
- Mecanizado Parte 1 Univ Buenos AiresDocumento110 páginasMecanizado Parte 1 Univ Buenos Airescarmelotomas100% (1)
- RectificadoDocumento17 páginasRectificadoworldiceAún no hay calificaciones
- Proceso de TaladradoDocumento8 páginasProceso de Taladradojchender515Aún no hay calificaciones
- Tema VIIDocumento13 páginasTema VIIfernandoAún no hay calificaciones
- Procesos de Mecanizado Torneado Taladrado Fresado Formulas Ingenieria Mecanica by KörkearDocumento35 páginasProcesos de Mecanizado Torneado Taladrado Fresado Formulas Ingenieria Mecanica by KörkearhernanloaizaAún no hay calificaciones
- Art 07Documento8 páginasArt 07Paulo AzañeroAún no hay calificaciones
- Angulo de AtaqueDocumento23 páginasAngulo de AtaqueHumberto AnguloAún no hay calificaciones
- Fundamentos de La Soldadura Fuerte y BlandaDocumento21 páginasFundamentos de La Soldadura Fuerte y Blandajchender515Aún no hay calificaciones
- Equipos y Útiles de La Soldadura Por Arco EléctricoDocumento13 páginasEquipos y Útiles de La Soldadura Por Arco Eléctricojchender515Aún no hay calificaciones
- Estructura de La Unidad.Documento1 páginaEstructura de La Unidad.jchender515Aún no hay calificaciones
- La Regla de TaylorDocumento3 páginasLa Regla de Taylorjchender515Aún no hay calificaciones
- ELECTRODOSDocumento12 páginasELECTRODOSByron CandoAún no hay calificaciones
- Fundamentos de La Soldadura Por Gas y OxiacetilénicaDocumento17 páginasFundamentos de La Soldadura Por Gas y OxiacetilénicaWelaromAún no hay calificaciones
- Recomendaciones para uniones soldadasDocumento19 páginasRecomendaciones para uniones soldadasjchender515Aún no hay calificaciones
- B1-Manual TornoDocumento104 páginasB1-Manual TornoMANTTO ELECTRICO100% (3)
- Visio Asador PDFDocumento13 páginasVisio Asador PDFdanut_horincas4988Aún no hay calificaciones
- Propiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Documento3 páginasPropiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Alx González100% (2)
- Diagrama de proceso de montaje de rotorDocumento2 páginasDiagrama de proceso de montaje de rotorJsilva SilAún no hay calificaciones
- Hoja de Proceso Practica 1Documento2 páginasHoja de Proceso Practica 1Diego Gilberto Iguasnia VilemaAún no hay calificaciones
- Temario Curso MecanizadoDocumento8 páginasTemario Curso MecanizadoChristian PoloAún no hay calificaciones
- Hoja de Procesos TORNO CNCDocumento12 páginasHoja de Procesos TORNO CNCCarlopio Albert Gordon100% (1)
- Manual Parte 1Documento78 páginasManual Parte 1Anonymous UkE9I0uh63% (8)
- Entrega Final Sin TerminarDocumento7 páginasEntrega Final Sin TerminarlauraAún no hay calificaciones
- Procedimiento Reparacion de Fisuras en BastidorDocumento4 páginasProcedimiento Reparacion de Fisuras en BastidorRuben Dario Mamani Arellano100% (1)
- El Club de Las Herramientas, Catalogo Milwaukee BDDocumento16 páginasEl Club de Las Herramientas, Catalogo Milwaukee BDZambri ZorrillaAún no hay calificaciones
- Proyecto final de producción mecánica BPMDocumento88 páginasProyecto final de producción mecánica BPMJuan MoAún no hay calificaciones
- Investigación Fresadora y RectificadoraDocumento4 páginasInvestigación Fresadora y RectificadoraLizbeth Fuentes AntonioAún no hay calificaciones
- Acumulacion de Tolerancias y Acabado SuperficialDocumento15 páginasAcumulacion de Tolerancias y Acabado SuperficialKeymakerartAún no hay calificaciones
- Sintetizado y MecanizadoDocumento2 páginasSintetizado y MecanizadoVittilugaAún no hay calificaciones
- Grilletes CrosbyDocumento22 páginasGrilletes CrosbyCAZAPUTAs 42Aún no hay calificaciones
- FX 2344 PDFDocumento2 páginasFX 2344 PDFGustavo OrozcoAún no hay calificaciones
- 01 Costos Unitarios para Semaforizacion Santa CruzDocumento11 páginas01 Costos Unitarios para Semaforizacion Santa Cruzjose ricardo baigorria sanchez0% (1)
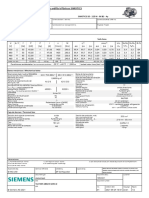
- 1LE1504-2BB23-4AA4-Z L22 Datasheet Es enDocumento2 páginas1LE1504-2BB23-4AA4-Z L22 Datasheet Es enDenny Ramirez PedrerosAún no hay calificaciones
- Producción diaria taladro 2 agujeros ciegosDocumento7 páginasProducción diaria taladro 2 agujeros ciegosJose Mauricio Figueroa EncinasAún no hay calificaciones
- GRUPO 1-Fundamentos de MaquinariaDocumento38 páginasGRUPO 1-Fundamentos de MaquinariaSergio GutierrezAún no hay calificaciones
- Mecanizado Del AceroDocumento9 páginasMecanizado Del AceroJAIR RODRIGO CARVAJAL FERRUFINOAún no hay calificaciones
- Pernos: Nomenclatura y clasificación de roscas métricas e imperialesDocumento16 páginasPernos: Nomenclatura y clasificación de roscas métricas e imperialeskevin MontaluiaAún no hay calificaciones
- Trabajo de Mapas MentalesDocumento16 páginasTrabajo de Mapas Mentalesmario QuiAún no hay calificaciones
- Tratamiento Térmico Acero D2Documento6 páginasTratamiento Térmico Acero D2Toramaru UtsunomiyaAún no hay calificaciones
- 64 Ficha Tecnica Abrazadera Forjado Air GalvaDocumento1 página64 Ficha Tecnica Abrazadera Forjado Air GalvaMarc AnmellaAún no hay calificaciones
- Ficha 8620Documento6 páginasFicha 8620Jonathan Lucero100% (2)
- Máquinas herramienta: torno paraleloDocumento67 páginasMáquinas herramienta: torno paraleloMilton Patricio CajilemaAún no hay calificaciones
- Tipos de AceroDocumento2 páginasTipos de AceroJesús Hernández NavarroAún no hay calificaciones
- Copia de MANUAL MELAMINADocumento298 páginasCopia de MANUAL MELAMINAfiisrodolfo33% (3)