También podría gustarte
- Gestión por procesos y riesgo operacionalDe EverandGestión por procesos y riesgo operacionalCalificación: 4.5 de 5 estrellas4.5/5 (17)
- Configuración y usos de un mapa de procesosDe EverandConfiguración y usos de un mapa de procesosCalificación: 4.5 de 5 estrellas4.5/5 (18)
- Hoshin KanriDocumento18 páginasHoshin KanriDINER OGOSI MENDOZAAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Examen Six SigmaDocumento6 páginasExamen Six Sigmaomar sorianoAún no hay calificaciones
- Aplicación de Un Mapa de Valor para Reducir Los 7 Desperdicios (Autoguardado)Documento11 páginasAplicación de Un Mapa de Valor para Reducir Los 7 Desperdicios (Autoguardado)Luis EnriqueAún no hay calificaciones
- 04 - Lean Manifacturing Modelos y HerramientasDocumento232 páginas04 - Lean Manifacturing Modelos y HerramientasPablo 941100% (1)
- 3.3 Actividad de Apropiación Del Conocimiento - Cuadro Comparativo Sobre Las Herramientas Lean ManufacturingDocumento1 página3.3 Actividad de Apropiación Del Conocimiento - Cuadro Comparativo Sobre Las Herramientas Lean ManufacturingnohemiAún no hay calificaciones
- Identificación de Peligros y Evaluación de Riesgos en El Proceso de Sondaje de La Empresa Boart Longyear Chile LtdaDocumento47 páginasIdentificación de Peligros y Evaluación de Riesgos en El Proceso de Sondaje de La Empresa Boart Longyear Chile LtdaMindy Olguin Silva100% (1)
- 9 Desperdicios de La ProducciónDocumento59 páginas9 Desperdicios de La Producciónvieginia100% (1)
- Rotación de Personal Tesis Nueva 2Documento14 páginasRotación de Personal Tesis Nueva 2Paz valentina Díaz guerreroAún no hay calificaciones
- Los Primeros Pasos en El Desarrollo de Un ProyectoDocumento15 páginasLos Primeros Pasos en El Desarrollo de Un ProyectoGeorAún no hay calificaciones
- Eliminar Desperdicios - Grandes Generadores SobrecostoDocumento59 páginasEliminar Desperdicios - Grandes Generadores Sobrecostoraquel flores castilloAún no hay calificaciones
- Dirección de OperacionesDocumento36 páginasDirección de OperacionesYUDIAún no hay calificaciones
- Apuntes Completos PDFDocumento56 páginasApuntes Completos PDFClaudiaAún no hay calificaciones
- Tarea 7-8 PNDocumento6 páginasTarea 7-8 PNjessyAún no hay calificaciones
- Key Performance Indicator: Administración Financiera I MAI - MDI Universidad Rafael LandívarDocumento14 páginasKey Performance Indicator: Administración Financiera I MAI - MDI Universidad Rafael LandívarJOSE MANUEL GONZALEZ CHUAAún no hay calificaciones
- Orden y EstandarizaciónDocumento9 páginasOrden y EstandarizaciónGabriela PeraltaAún no hay calificaciones
- Examen TabDocumento3 páginasExamen TabFatima KrachAún no hay calificaciones
- Brochure 2023 IsigDocumento13 páginasBrochure 2023 IsigElyzhita LimaAún no hay calificaciones
- La Inmediatez de La InformaciónDocumento10 páginasLa Inmediatez de La InformaciónWilderAún no hay calificaciones
- Examen Parcial 1 - Teorã ADocumento4 páginasExamen Parcial 1 - Teorã ADiego HeguAún no hay calificaciones
- Actividad de Aprendizaje 5 de InglesDocumento10 páginasActividad de Aprendizaje 5 de InglesDarwinismo9Aún no hay calificaciones
- La Filosofia KaizenDocumento13 páginasLa Filosofia KaizenAbel Ramirez100% (1)
- Pedro MALDONADO PLANEAMIENTO DE PROYECTOSDocumento9 páginasPedro MALDONADO PLANEAMIENTO DE PROYECTOSPedroMiguelMaldonadoTolentinoAún no hay calificaciones
- Producción y Costos en El Corto y Largo PlazoDocumento7 páginasProducción y Costos en El Corto y Largo PlazoFernando RigoAún no hay calificaciones
- Hito 4 MES 2-21sDocumento1 páginaHito 4 MES 2-21sLuchito QuispeAún no hay calificaciones
- Flujo de ValorDocumento11 páginasFlujo de ValorPierre Antonio García CristobalAún no hay calificaciones
- Qué Es Un Proceso Esbelto o LeanDocumento6 páginasQué Es Un Proceso Esbelto o LeanvalenciaduquegiselalexandraAún no hay calificaciones
- Actividad 2Documento1 páginaActividad 2julio cesar salomon sosaAún no hay calificaciones
- La Filosofía KaizenDocumento9 páginasLa Filosofía KaizenDanielMontesanoAún no hay calificaciones
- Acta de Constitucion para Un ProyectoDocumento6 páginasActa de Constitucion para Un ProyectoSAUL LINO QUITO VALLEAún no hay calificaciones
- Apuntes Mapa Cadena de ValorDocumento30 páginasApuntes Mapa Cadena de ValorNina uwuAún no hay calificaciones
- 1.3 Marco ConceptualDocumento13 páginas1.3 Marco Conceptualestudiante.Aún no hay calificaciones
- Conceptos Basicos de Un Sistema de CalidadDocumento12 páginasConceptos Basicos de Un Sistema de CalidadwanderAún no hay calificaciones
- Conceptos Basicos de Un Sistema de CalidadDocumento7 páginasConceptos Basicos de Un Sistema de CalidadJannelly MateoAún no hay calificaciones
- Actividades UD 6Documento5 páginasActividades UD 6Ingeve EmpresaAún no hay calificaciones
- Sesion 9 - Lyp - 310723Documento25 páginasSesion 9 - Lyp - 310723Lider ricardo Alarcon cardenasAún no hay calificaciones
- Articulo Sobre Satisfaccion Laboral.Documento2 páginasArticulo Sobre Satisfaccion Laboral.Sandra GonzálezAún no hay calificaciones
- Simulación - AlmacenDocumento4 páginasSimulación - AlmacenChristian RosalesAún no hay calificaciones
- Tema 5 (Ee)Documento11 páginasTema 5 (Ee)yolanda fernandez puntasAún no hay calificaciones
- 05 10 26 Lean Thinking Lledo 2 PDFDocumento3 páginas05 10 26 Lean Thinking Lledo 2 PDFJORGE EDUARDO ACUNA MOYAAún no hay calificaciones
- 1-GFPI-F-135 - Guia - de - Aprendizaje SOPORTES CONTABLESDocumento11 páginas1-GFPI-F-135 - Guia - de - Aprendizaje SOPORTES CONTABLESYina Paola Cabana Zapata0% (1)
- ultima.1-GFPI-F-135 - Guia - de - Aprendizaje SOPORTES CONTABLESDocumento13 páginasultima.1-GFPI-F-135 - Guia - de - Aprendizaje SOPORTES CONTABLEScristian olaya67% (3)
- Tarea - 3-Semana - 4 - ADMONDocumento12 páginasTarea - 3-Semana - 4 - ADMONAndamios De GuatemalaAún no hay calificaciones
- 08-08-15 Lean Project Management - LledoDocumento9 páginas08-08-15 Lean Project Management - LledoGonzalo AncíAún no hay calificaciones
- 04f16b-2ee6-Be32-76ad-87aa06a61c Diplomado de Marketing y Gestio N de Clientes para Agentes InmobiliariosDocumento5 páginas04f16b-2ee6-Be32-76ad-87aa06a61c Diplomado de Marketing y Gestio N de Clientes para Agentes InmobiliariosGabriel de la torreAún no hay calificaciones
- Tarea 3 Administracion Moderna 1Documento15 páginasTarea 3 Administracion Moderna 1José Gabriel Montenegro ClassonAún no hay calificaciones
- Tarea 3 Administracion Moderna 1Documento13 páginasTarea 3 Administracion Moderna 1Gabriela AceitunoAún no hay calificaciones
- Practica 1Documento22 páginasPractica 1Diego Pezo de la JaraAún no hay calificaciones
- Gestion de ProcesosDocumento7 páginasGestion de ProcesosLeydi Contreras ArmasAún no hay calificaciones
- Primera Entrega Costos y PresupuestosDocumento13 páginasPrimera Entrega Costos y PresupuestosURIEL FERNANDO JARABA PATERNINAAún no hay calificaciones
- JustificacionDocumento13 páginasJustificacionGregorio Martinez FloresAún no hay calificaciones
- Ejemplo de Plan de AdquisicionesDocumento7 páginasEjemplo de Plan de AdquisicionesJhovany Amastal MolinaAún no hay calificaciones
- Tarea No. 3 - Admintración Moderna No. 1Documento12 páginasTarea No. 3 - Admintración Moderna No. 1María BarriosAún no hay calificaciones
- Accu-203 FormatoalumnotrabajofinalDocumento6 páginasAccu-203 FormatoalumnotrabajofinalDylan vargasAún no hay calificaciones
- P3 - APAE-curso 22-23Documento4 páginasP3 - APAE-curso 22-23Sergio Rodríguez RuizAún no hay calificaciones
- Tarea 3 - Yeimy Garcia 20003535Documento15 páginasTarea 3 - Yeimy Garcia 20003535MauraAún no hay calificaciones
- Tarea Grupal III ParcialDocumento11 páginasTarea Grupal III ParcialElvinAún no hay calificaciones
- Semana 3 Gestión Por ProcesosDocumento39 páginasSemana 3 Gestión Por Procesoslesli noemiAún no hay calificaciones
- Sesión 1 Costos y PresupuestosDocumento42 páginasSesión 1 Costos y PresupuestosArturo BenitesAún no hay calificaciones
- Capitulo 9Documento3 páginasCapitulo 9diaciproAún no hay calificaciones
- S02.s1 - MaterialDocumento15 páginasS02.s1 - MaterialErika SalazarAún no hay calificaciones
- Elaboración de Una Pieza Cerámica Por VaciadoDocumento13 páginasElaboración de Una Pieza Cerámica Por VaciadoKevin RosasAún no hay calificaciones
- Producción de PolvosDocumento1 páginaProducción de PolvosKevin RosasAún no hay calificaciones
- Importancia de Los Métricos LSSDocumento12 páginasImportancia de Los Métricos LSSKevin RosasAún no hay calificaciones
- Serie 03 - Integrales No CompletablesDocumento4 páginasSerie 03 - Integrales No CompletablesKevin RosasAún no hay calificaciones
- Historia de Lean ManufacturingDocumento2 páginasHistoria de Lean ManufacturingSantiagoLavinAún no hay calificaciones
- PlanifDocumento9 páginasPlanifAnaVieraAún no hay calificaciones
- Foro de Debate 4 Metodologia LeanDocumento3 páginasForo de Debate 4 Metodologia LeanXiomara LicasAún no hay calificaciones
- LIBRO Procesos de Mejoramiento ContinuoDocumento284 páginasLIBRO Procesos de Mejoramiento ContinuoPhoenix commandAún no hay calificaciones
- Resumen Tecnologías de ManufacturaDocumento5 páginasResumen Tecnologías de ManufacturaAntonio SantoyoAún no hay calificaciones
- PROYECTO DE TESIS RossanaDocumento88 páginasPROYECTO DE TESIS RossanaHaroldd GamezAún no hay calificaciones
- 5SDocumento23 páginas5SAlexis PachecoAún no hay calificaciones
- Rivas Alex - Taller MPSDocumento21 páginasRivas Alex - Taller MPSALEX DAVID RIVAS ULLAGUARIAún no hay calificaciones
- Plan de Estudios 2022-1Documento6 páginasPlan de Estudios 2022-1hachi vasquezAún no hay calificaciones
- Ilovepdf MergedDocumento356 páginasIlovepdf MergedHamid PuenteAún no hay calificaciones
- Sistema de Gestion de CalidadDocumento6 páginasSistema de Gestion de CalidadShinae Caceres MAún no hay calificaciones
- EJERCICIOS 6aDocumento23 páginasEJERCICIOS 6aAriana Jazmin Vasquez MirandaAún no hay calificaciones
- Flores FDADocumento206 páginasFlores FDAmarco alarcon100% (1)
- PSP-Lección 17.3 - Tipos de Despilfarro en PlantaDocumento20 páginasPSP-Lección 17.3 - Tipos de Despilfarro en Plantamilton miguel ochoaAún no hay calificaciones
- Rojas HASDocumento163 páginasRojas HASLuz mery Cubas gamonalAún no hay calificaciones
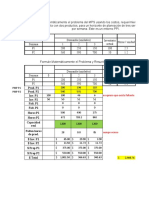
- Prod. P1 Prod. P2 Inv. P1 Inv. P2 Falt. P1 Falt. P2 Horas P1 Horas P2 Capacidad Real Faltan Horas de ProdDocumento5 páginasProd. P1 Prod. P2 Inv. P1 Inv. P2 Falt. P1 Falt. P2 Horas P1 Horas P2 Capacidad Real Faltan Horas de ProdAngel MazaAún no hay calificaciones
- Justo A TiempoDocumento20 páginasJusto A TiempoRafael SantillanaAún no hay calificaciones
- Introducción Manufactura EsbeltaDocumento7 páginasIntroducción Manufactura EsbeltaJesus Lira100% (1)
- Desperdicios Lean Manufacturing PDFDocumento1 páginaDesperdicios Lean Manufacturing PDFVladimir Estepa PulidoAún no hay calificaciones
- Taller Sistema de Costeo Por ProcesosDocumento17 páginasTaller Sistema de Costeo Por ProcesosChuska AndreaAún no hay calificaciones
- Aida Espinoza - Katharine Pio - Trabajo de Investigación - Bachillerato - 2017Documento61 páginasAida Espinoza - Katharine Pio - Trabajo de Investigación - Bachillerato - 2017Elizabeth YatacoAún no hay calificaciones
- Peps Taller EvaluativoDocumento10 páginasPeps Taller EvaluativoXavier Le Petit-filsAún no hay calificaciones
- 2P Cere Produccion2Documento31 páginas2P Cere Produccion2natase80Aún no hay calificaciones
- Taylor Vs ToyotaDocumento2 páginasTaylor Vs ToyotaMonica AriasAún no hay calificaciones
- Modelo Matematico Inventario MultiproductoDocumento4 páginasModelo Matematico Inventario MultiproductoYESSICA LORENA COLLAZOS CASTAÑEDAAún no hay calificaciones
- Unidad 1 MergedDocumento18 páginasUnidad 1 MergedCindyMuñozAún no hay calificaciones
- Capitulo 4 PDFDocumento28 páginasCapitulo 4 PDFFrancis ParedesAún no hay calificaciones