También podría gustarte
- Kola RealDocumento15 páginasKola Realjefrey545100% (2)
- Diagramas de Flujo para La Laboración de Snack-De-papaDocumento10 páginasDiagramas de Flujo para La Laboración de Snack-De-papaCharls Paredes Chero80% (5)
- Procesos IndustrialesDocumento7 páginasProcesos IndustrialesEliana Morillo100% (2)
- Proceso Jarabe FinalDocumento26 páginasProceso Jarabe Finalmartha murilloAún no hay calificaciones
- Me TodosDocumento4 páginasMe TodosKarla Morita Lara0% (1)
- Proceso de Produccion de Jugo de NaranjaDocumento12 páginasProceso de Produccion de Jugo de NaranjaCristian Smith SAún no hay calificaciones
- Capitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsDocumento16 páginasCapitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsLuis Jose Moya SandovalAún no hay calificaciones
- Foro de Operaciones y Procesos UnitariosDocumento17 páginasForo de Operaciones y Procesos Unitariosroberto carlosAún no hay calificaciones
- Practica Semana 2 - Ejercicios y CasosDocumento3 páginasPractica Semana 2 - Ejercicios y CasosMelany FranciaAún no hay calificaciones
- Actividad de Aprendizaje 5 Plan MaestroDocumento15 páginasActividad de Aprendizaje 5 Plan MaestroMerly LoboAún no hay calificaciones
- Fabricación de Masas para PizzasDocumento13 páginasFabricación de Masas para PizzasDiego AriasAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de ProduccionDocumento17 páginasFlujo Del Proceso Productivo y Escalas de ProduccionSimar Leaño PrietoAún no hay calificaciones
- Trabajo Balance.Documento32 páginasTrabajo Balance.diego alejandroAún no hay calificaciones
- Impacto Ambiental Pesquera HillaryDocumento12 páginasImpacto Ambiental Pesquera HillaryCesar Chu Acevedo100% (1)
- Capitulo III METODOLOGÍADocumento19 páginasCapitulo III METODOLOGÍAJasyVlogsAún no hay calificaciones
- Pascual Boing Es Una Compañía Refresquera MexicanaDocumento5 páginasPascual Boing Es Una Compañía Refresquera MexicanaAbryll SnchzAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de Producción de LacteosDocumento11 páginasFlujo Del Proceso Productivo y Escalas de Producción de LacteosFelipe AlvaradoAún no hay calificaciones
- Productivo y Diagramas de Bloques y EquiposDocumento20 páginasProductivo y Diagramas de Bloques y EquiposcuevacristianAún no hay calificaciones
- Informe 11. AutoclavesDocumento11 páginasInforme 11. AutoclavesJavier Palermo Maita NoelAún no hay calificaciones
- Industria LacteaDocumento7 páginasIndustria LacteaJulio EcheverryAún no hay calificaciones
- Llenadora de SólidosDocumento13 páginasLlenadora de SólidosNia MelladoAún no hay calificaciones
- Produccion y TrazabilidadDocumento8 páginasProduccion y Trazabilidadmanuel alejandro cortes bedoyaAún no hay calificaciones
- FLUJO DEL PROCESO PRODUCTIVO Y ESCALAS DE PRODUCCION de JabonDocumento16 páginasFLUJO DEL PROCESO PRODUCTIVO Y ESCALAS DE PRODUCCION de JabonVanessa PiñaAún no hay calificaciones
- Flujo Del Proceso de MermeladasDocumento21 páginasFlujo Del Proceso de MermeladasGabriel LandaetaAún no hay calificaciones
- Control de Calidad Gaseosa de FresaDocumento18 páginasControl de Calidad Gaseosa de FresaHVVaAún no hay calificaciones
- Proceso de Elaboracion de Sumos de FrutasDocumento3 páginasProceso de Elaboracion de Sumos de Frutasromina acuña quispeAún no hay calificaciones
- Aporte Elaboracion de MermeladaDocumento7 páginasAporte Elaboracion de MermeladaCamilo Andres Calderon CarrizosaAún no hay calificaciones
- Guia 2 - Ejercicios DOP3Documento4 páginasGuia 2 - Ejercicios DOP3Akemi Llerena RomeroAún no hay calificaciones
- Flujo Del Proceso de Producción en Una Escala de ArtesanalDocumento6 páginasFlujo Del Proceso de Producción en Una Escala de ArtesanalyesidAún no hay calificaciones
- Guia 02 Ejercicios DopDocumento4 páginasGuia 02 Ejercicios DopO.E P.AAún no hay calificaciones
- Proceso de ProduccionDocumento18 páginasProceso de ProduccionKaira MartinezAún no hay calificaciones
- Realiza Un Esquema de Los Siguientes Procesos IndustrialesDocumento12 páginasRealiza Un Esquema de Los Siguientes Procesos IndustrialesLuis Alexander EPAún no hay calificaciones
- Diseño de Planta Trabajo Segundo CorteDocumento16 páginasDiseño de Planta Trabajo Segundo CorteRONNY CORTECERO CONTRERASAún no hay calificaciones
- Distribución de Maquinarias Utilizadas en El Procesamiento de Café, Cacao y TéDocumento16 páginasDistribución de Maquinarias Utilizadas en El Procesamiento de Café, Cacao y TéMilene Johanna Pinto VilcaAún no hay calificaciones
- Ejer DAPDocumento2 páginasEjer DAPAna CamargoAún no hay calificaciones
- Cristina Rojo TareaDocumento8 páginasCristina Rojo Tareanatytkditf50% (4)
- Aseguramiento de CalidadDocumento22 páginasAseguramiento de CalidadFabian PongutaAún no hay calificaciones
- Diagrama de Flujo de Proceso de Producción Rendimientos y MermasDocumento5 páginasDiagrama de Flujo de Proceso de Producción Rendimientos y MermasSemira Bernilla SanchezAún no hay calificaciones
- Practica Semana 2Documento4 páginasPractica Semana 2LizbhetAún no hay calificaciones
- Proceso SDocumento7 páginasProceso SvitelioatAún no hay calificaciones
- Diagrama de Procesos (Agro)Documento20 páginasDiagrama de Procesos (Agro)Milton Chilquillo Rebatta0% (1)
- Procesos Internos Dentro de Cooperativa PascualDocumento4 páginasProcesos Internos Dentro de Cooperativa PascualJaime RomeroAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de Produccion FresasDocumento18 páginasFlujo Del Proceso Productivo y Escalas de Produccion FresasOscar JaimesAún no hay calificaciones
- Conserva de Esparrago PDFDocumento22 páginasConserva de Esparrago PDFJoelBautista90% (10)
- Proceso de Elaboracion MermeladasDocumento10 páginasProceso de Elaboracion MermeladasPedro Estrella ParianAún no hay calificaciones
- 216010A 614 Jorge-Arroyave Tarea 3..Documento22 páginas216010A 614 Jorge-Arroyave Tarea 3..Andres ArroyaveAún no hay calificaciones
- Documento DiseñoDocumento22 páginasDocumento DiseñoJuan Karlos GonzalezAún no hay calificaciones
- CASO 2 - Scharffen Berger Chocolate Maker FINALDocumento8 páginasCASO 2 - Scharffen Berger Chocolate Maker FINALCarla Retamal S.Aún no hay calificaciones
- PesqueraDocumento4 páginasPesqueraLISBETH IBARRA GUEVARAAún no hay calificaciones
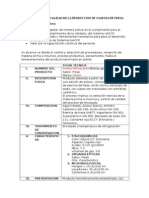
- Características Del Producto A Obtener en El ProyectoDocumento6 páginasCaracterísticas Del Producto A Obtener en El ProyectoKurtRiverAún no hay calificaciones
- LAB II Ensayo Maria MaldonadoDocumento10 páginasLAB II Ensayo Maria MaldonadoMaria MaldonadoAún no hay calificaciones
- Materias Primas y MaquinasDocumento6 páginasMaterias Primas y Maquinaskaren rosalesAún no hay calificaciones
- Pia Sabritas PMDocumento15 páginasPia Sabritas PMEver GarciaAún no hay calificaciones
- Proceso de Produccion de YogurDocumento11 páginasProceso de Produccion de YogurPaola Padilla BelmonteAún no hay calificaciones
- Procesos de Elaboracion de LechesDocumento39 páginasProcesos de Elaboracion de LechesjoseAún no hay calificaciones
- Trabajo Investig Sintesis FinalDocumento20 páginasTrabajo Investig Sintesis FinalJoseps Andrade Choque100% (1)
- MANTENIMIENTO PREVENTIVO BASADO EN LA NORMA BOLIVIANA NB (Reparado)Documento71 páginasMANTENIMIENTO PREVENTIVO BASADO EN LA NORMA BOLIVIANA NB (Reparado)Anonymous Pe548xTK7Aún no hay calificaciones
- Proceso de Fabricacion de Yakul y TintaDocumento8 páginasProceso de Fabricacion de Yakul y TintaErik Josa Martínez CastilloAún no hay calificaciones
- Industria de La Harina y Aceite de PescadoDocumento28 páginasIndustria de La Harina y Aceite de Pescadoluis antonio criollo riveraAún no hay calificaciones
- Sistemas de Costos HistóricosDocumento9 páginasSistemas de Costos HistóricosJaime JimenezAún no hay calificaciones
- Cotizacion #2109-001Documento8 páginasCotizacion #2109-001Jainor Mascco CastroAún no hay calificaciones
- Proyecto El Cedro Corregido MarzoDocumento116 páginasProyecto El Cedro Corregido MarzoAlejandro CorrealAún no hay calificaciones
- Análisis de La EncuestaDocumento10 páginasAnálisis de La Encuestacecilia lozanoAún no hay calificaciones
- Costo y Presupuesto - Mod. 4Documento168 páginasCosto y Presupuesto - Mod. 4carlosAún no hay calificaciones
- Exposición de Motivos A Un Banco Solicitando Préstamo para Refacccionar NegocioDocumento3 páginasExposición de Motivos A Un Banco Solicitando Préstamo para Refacccionar NegocioOmar de jesus Aquino100% (2)
- Modelo Acuerdo de Pago FgebDocumento4 páginasModelo Acuerdo de Pago FgebTirso VisbalAún no hay calificaciones
- Taller No.2 - Villon Cano.Documento6 páginasTaller No.2 - Villon Cano.Josthin ivan Villón CanoAún no hay calificaciones
- Tie Off - in 8050-R-FTP-04Documento1 páginaTie Off - in 8050-R-FTP-04juanAún no hay calificaciones
- Automatizada 6Documento2 páginasAutomatizada 6maria mirandaAún no hay calificaciones
- Catalogo TecnomxDocumento24 páginasCatalogo TecnomxIgnacio GonzalezAún no hay calificaciones
- Tarea #1 de Logica MatematicaDocumento3 páginasTarea #1 de Logica MatematicaCarlos AvecillasAún no hay calificaciones
- ¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Documento2 páginas¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Sandro barrientosAún no hay calificaciones
- La Produccion de Arroz en La Ciudad de Santa Cruz de La SierraDocumento18 páginasLa Produccion de Arroz en La Ciudad de Santa Cruz de La SierraveronicaAún no hay calificaciones
- Reglas Fiscales 2da ParteDocumento8 páginasReglas Fiscales 2da ParteallisonAún no hay calificaciones
- Transmisión de Las Obligaciones IIDocumento20 páginasTransmisión de Las Obligaciones IIANDREA DONATI CENTENO HERRARTEAún no hay calificaciones
- Ejercicio Propuesto Auditoria Ctas NominalesDocumento3 páginasEjercicio Propuesto Auditoria Ctas NominalesYulibeth RosarioAún no hay calificaciones
- Aritmética de La MercadotecniaDocumento7 páginasAritmética de La MercadotecniaDinora RuizAún no hay calificaciones
- Ic 0704 Tema 03 - Los Recursos de La Construccion PDFDocumento34 páginasIc 0704 Tema 03 - Los Recursos de La Construccion PDFTony UmañaAún no hay calificaciones
- RESUMEN Gerencia EstrategicaDocumento2 páginasRESUMEN Gerencia EstrategicaZY RodriguezAún no hay calificaciones
- La Exposición AcadémicaDocumento14 páginasLa Exposición AcadémicaJavier Rosalez RamirezAún no hay calificaciones
- Plan de CuentasDocumento5 páginasPlan de CuentasRolandito James Quispe VillcaAún no hay calificaciones
- Cuestionario Nom Sede 2012 Canalizaciones.Documento75 páginasCuestionario Nom Sede 2012 Canalizaciones.Eduardo Michel LopezAún no hay calificaciones
- IDEA DE NEGOCIO - 2 Entrega TrabajoDocumento9 páginasIDEA DE NEGOCIO - 2 Entrega TrabajoPEREZ ROPERO HEYSEL ELENAAún no hay calificaciones
- Ie - Clase 5 - Van y TirDocumento17 páginasIe - Clase 5 - Van y Tirbutakesonpencas1Aún no hay calificaciones
- 11-T Proceso Constructivo TUNEL SALINA CRUZDocumento5 páginas11-T Proceso Constructivo TUNEL SALINA CRUZJorge A. AlvarezAún no hay calificaciones
- Resum Tables Ud1Documento12 páginasResum Tables Ud127alexrobaAún no hay calificaciones
- Actividad Virtual N°1 - Revisión de Intentos ANTEZANA ARECHE, BICILINODocumento4 páginasActividad Virtual N°1 - Revisión de Intentos ANTEZANA ARECHE, BICILINOBicilino AntezanaAún no hay calificaciones
- SeparadoresDocumento36 páginasSeparadoresDavid Leon yanacAún no hay calificaciones
- Estructura Socioeconómica de México y Chiapa1Documento2 páginasEstructura Socioeconómica de México y Chiapa1gabriel jimenez diazAún no hay calificaciones