También podría gustarte
- GHJKLDocumento7 páginasGHJKLAnonymous EWWiTrijpAún no hay calificaciones
- El hielo, fabricación, enfriamiento y conservaciónDe EverandEl hielo, fabricación, enfriamiento y conservaciónAún no hay calificaciones
- 1 Colectores PDFDocumento0 páginas1 Colectores PDFRicardo Segura F0% (1)
- Reactivos de concentración en flotaciónDocumento8 páginasReactivos de concentración en flotaciónrubenAún no hay calificaciones
- El carbón: origen, atributos, extracción y usos actuales en ColombiaDe EverandEl carbón: origen, atributos, extracción y usos actuales en ColombiaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Xantatos y DitiofosfatosDocumento12 páginasXantatos y DitiofosfatosJesus David Lazaro Colonia100% (1)
- Historia de la mineralogía: Geología e historia de los minerales que han cambiado el mundoDe EverandHistoria de la mineralogía: Geología e historia de los minerales que han cambiado el mundoCalificación: 5 de 5 estrellas5/5 (2)
- Compuestos Organicos en La Flotación de MineralesDocumento11 páginasCompuestos Organicos en La Flotación de MineralesLuis Pernia Torres100% (1)
- El Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásDe EverandEl Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásAún no hay calificaciones
- DOWFROTH 200: espumante selectivo para flotación mineralDocumento19 páginasDOWFROTH 200: espumante selectivo para flotación mineralLeo Mansilla GuillenAún no hay calificaciones
- Síntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaDe EverandSíntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaAún no hay calificaciones
- Flotacion de CalcopiritaDocumento14 páginasFlotacion de CalcopiritaLorenita Arias G100% (2)
- Karst y cuevas: La cuarta dimensión de la naturalezaDe EverandKarst y cuevas: La cuarta dimensión de la naturalezaAún no hay calificaciones
- Reactivos de Flotacion METALURGIADocumento20 páginasReactivos de Flotacion METALURGIALuisEsquivelAún no hay calificaciones
- Concentración de Minerales Sem 11Documento18 páginasConcentración de Minerales Sem 11Jimmy LejanAún no hay calificaciones
- FlotacionDocumento8 páginasFlotacionJhonny G. Mendoza PerezAún no hay calificaciones
- Tipos de Colectores para El Oro en La FlotacionDocumento3 páginasTipos de Colectores para El Oro en La FlotacionMatiu Pariona Ferruzo100% (1)
- Concentrados de MineralesDocumento3 páginasConcentrados de MineralesNela AscañoAún no hay calificaciones
- Reactivos de FlotacionDocumento6 páginasReactivos de FlotacionDiegoJesusCasasMartinez100% (1)
- Reactivos de Flotación EnumeradosDocumento19 páginasReactivos de Flotación EnumeradosFelipe Andres Ruminot Ramos100% (1)
- Reactivos de Flotacion de MineralesDocumento26 páginasReactivos de Flotacion de MineralesAndres Muro ManriqueAún no hay calificaciones
- Rodrigo Navarrete V-Reactivos Utilizados en Plantas Concentradoras (2018)Documento22 páginasRodrigo Navarrete V-Reactivos Utilizados en Plantas Concentradoras (2018)Rodrigo Navarrete VallejosAún no hay calificaciones
- Reactivos de FlotaciónDocumento17 páginasReactivos de FlotaciónCristian CapchaAún no hay calificaciones
- Reactivos de Flotacion de MineralesDocumento23 páginasReactivos de Flotacion de MineralesoswaldomaynascondoriAún no hay calificaciones
- Reactivos de FlotaciónDocumento30 páginasReactivos de Flotaciónfrank luther yauriAún no hay calificaciones
- Flotación y LixiviaciónDocumento13 páginasFlotación y LixiviaciónMalcom German Turpie Tapia50% (2)
- SECCION 06 Flotacion de Minerales SulfurosDocumento58 páginasSECCION 06 Flotacion de Minerales SulfurosMusleinsCch78% (9)
- Reactivos de Flotación de Minerales 1Documento3 páginasReactivos de Flotación de Minerales 1Lisbeth Condori MamaniAún no hay calificaciones
- Proceso de flotación de minerales: definición, características y variablesDocumento10 páginasProceso de flotación de minerales: definición, características y variablesGianfranco Ampuero VillavicencioAún no hay calificaciones
- Flotación del oro: Principios y reactivosDocumento45 páginasFlotación del oro: Principios y reactivosEnrique Antunez RuizAún no hay calificaciones
- Reactivos de FlotacionDocumento13 páginasReactivos de FlotacionAlex Yoel Luna100% (2)
- Reactivos de FlotaciónDocumento9 páginasReactivos de FlotaciónYessyre Sandoval MoreAún no hay calificaciones
- Reactivos de Flotacion de MineralesDocumento22 páginasReactivos de Flotacion de MineralesRicardo Bendezù RosadoAún no hay calificaciones
- Manual de Reactivos AlkeminDocumento11 páginasManual de Reactivos Alkeminangelhgalicia100% (1)
- Reactivos FlotaciónDocumento10 páginasReactivos FlotaciónAdrian CuencaAún no hay calificaciones
- Flotacion Del OroDocumento40 páginasFlotacion Del OroDaniel Jiménez Guzmán100% (1)
- Flotación del oro: principios y reactivosDocumento45 páginasFlotación del oro: principios y reactivosChavaAguilar100% (1)
- Reactivos de FlotaciónDocumento29 páginasReactivos de FlotaciónJoel Alonso Nuñez Cueva100% (1)
- 2 ColectoresDocumento41 páginas2 ColectoresMarcelo MamaniAún no hay calificaciones
- Reactivos de FlotaciónDocumento28 páginasReactivos de FlotaciónWill070707Aún no hay calificaciones
- Colectores y reactivos de flotación para minerales metálicosDocumento8 páginasColectores y reactivos de flotación para minerales metálicosJuan Carlos Dulanto LlashajAún no hay calificaciones
- Evaluación de la dosificación del colector SF-113Documento5 páginasEvaluación de la dosificación del colector SF-113Claudio CharcasAún no hay calificaciones
- Informe Flotacion de MineralesDocumento11 páginasInforme Flotacion de MineralesEdgar ValdiviaAún no hay calificaciones
- 2do Cuestionario de Fisicoquimica MetalurgicaDocumento15 páginas2do Cuestionario de Fisicoquimica MetalurgicamarcosAún no hay calificaciones
- Reactivos de FlotacionDocumento34 páginasReactivos de FlotacionJorge NavarroAún no hay calificaciones
- Laboratorio n10 PCMDocumento24 páginasLaboratorio n10 PCMNoelia Fatima Majerhua NunezAún no hay calificaciones
- Reactivos FlotacionDocumento9 páginasReactivos FlotacionNorma Alicia FimbresAún no hay calificaciones
- Comercializacion de Minerales Arturo Lobato FloresDocumento113 páginasComercializacion de Minerales Arturo Lobato FloresJose Luis Hurtado ZamoraAún no hay calificaciones
- FlotacionDocumento99 páginasFlotacionCesar Rebolledo IbarraAún no hay calificaciones
- Trabajo GrupalDocumento22 páginasTrabajo GrupalstefAún no hay calificaciones
- Informe Laboratorio FlotaciónDocumento13 páginasInforme Laboratorio FlotaciónDiego Vilca100% (1)
- Agentes químicos de flotación de espumasDocumento30 páginasAgentes químicos de flotación de espumasDavid Zarate Mansilla100% (1)
- Practica 1 - Flotacion No SulfurosDocumento9 páginasPractica 1 - Flotacion No SulfurosIsabelCamaAún no hay calificaciones
- Flotacion de Minerales Con Reactivos OrganicosDocumento12 páginasFlotacion de Minerales Con Reactivos Organicosmaritza.huancachoqueAún no hay calificaciones
- RenasaDocumento12 páginasRenasaHenry SanchezAún no hay calificaciones
- Flotacion BulkDocumento4 páginasFlotacion BulkJulio AstoAún no hay calificaciones
- Presentación Flotacion OXIDOSDocumento28 páginasPresentación Flotacion OXIDOSluis miguel saavedraAún no hay calificaciones
- Proceso de Flotacion de Metales OxidadosDocumento17 páginasProceso de Flotacion de Metales OxidadosMiguel Angel Huayaney MillaAún no hay calificaciones
- 3 Las Reglas InternacionalesDocumento24 páginas3 Las Reglas InternacionalesFranz PalaciosAún no hay calificaciones
- Isoterma de Adsorción de Gibbs 1Documento5 páginasIsoterma de Adsorción de Gibbs 1Ingrid Martinez100% (1)
- Isoterma de Adsorción de Gibbs 1Documento5 páginasIsoterma de Adsorción de Gibbs 1Ingrid Martinez100% (1)
- CAPILARIDADDocumento4 páginasCAPILARIDADIngrid MartinezAún no hay calificaciones
- La Calidad Total en La Empresa ModernaDocumento30 páginasLa Calidad Total en La Empresa ModernaIngrid MartinezAún no hay calificaciones
- Problemas de Diagramas de EllinghamDocumento1 páginaProblemas de Diagramas de EllinghamIngrid Martinez100% (1)
- ISO 9000 Normas de CalidadDocumento40 páginasISO 9000 Normas de CalidadMaría José CanoAún no hay calificaciones
- Resuemen - Presentacion, NORMAS ISO 9000Documento8 páginasResuemen - Presentacion, NORMAS ISO 9000Ingrid MartinezAún no hay calificaciones
- Normas IsoDocumento3 páginasNormas IsoIngrid MartinezAún no hay calificaciones
- Direcciones y Planos CristalográficosDocumento3 páginasDirecciones y Planos CristalográficosIngrid MartinezAún no hay calificaciones
- Problemas de Equilibrio QuímicoDocumento2 páginasProblemas de Equilibrio QuímicoIngrid MartinezAún no hay calificaciones
- Problemas de Diagramas de EllinghamDocumento1 páginaProblemas de Diagramas de EllinghamIngrid Martinez100% (1)
- NewtonDocumento4 páginasNewtonIngrid MartinezAún no hay calificaciones
- Presentación de Introducción A La PirometalurgiaDocumento46 páginasPresentación de Introducción A La PirometalurgiaIngrid MartinezAún no hay calificaciones
- Pratica Soldadura 2Documento4 páginasPratica Soldadura 2Ingrid MartinezAún no hay calificaciones
- Tecnicas ElectroquimicasDocumento23 páginasTecnicas ElectroquimicasIngrid MartinezAún no hay calificaciones
- Direcciones y Planos CristalográficosDocumento19 páginasDirecciones y Planos CristalográficosIngrid MartinezAún no hay calificaciones
- Resuemen - Presentacion, NORMAS ISO 9000Documento8 páginasResuemen - Presentacion, NORMAS ISO 9000Ingrid MartinezAún no hay calificaciones
- Propiedades de Los Rayos X BienDocumento19 páginasPropiedades de Los Rayos X BienIngrid MartinezAún no hay calificaciones
- Proyección Estereográfica de Minerales1Documento25 páginasProyección Estereográfica de Minerales1Ingrid MartinezAún no hay calificaciones
- La Calidad Total en La Empresa ModernaDocumento30 páginasLa Calidad Total en La Empresa ModernaIngrid MartinezAún no hay calificaciones
- Presentación Flotacion de MineralesDocumento20 páginasPresentación Flotacion de MineralesIngrid MartinezAún no hay calificaciones
- ISO (International Organization For Standardization)Documento4 páginasISO (International Organization For Standardization)Ingrid MartinezAún no hay calificaciones
- Exposicion ZincDocumento7 páginasExposicion ZincIngrid MartinezAún no hay calificaciones
- Proceso de ExtrusiónDocumento22 páginasProceso de ExtrusiónIngrid MartinezAún no hay calificaciones
- Pratica Soldadura 2Documento4 páginasPratica Soldadura 2Ingrid MartinezAún no hay calificaciones
- Poka-Yoke e IsoDocumento25 páginasPoka-Yoke e IsoIngrid MartinezAún no hay calificaciones
- Introducción a los conceptos y enfoques de la Calidad TotalDocumento29 páginasIntroducción a los conceptos y enfoques de la Calidad TotalIngrid Martinez100% (5)
- Introducción a los conceptos y enfoques de la Calidad TotalDocumento29 páginasIntroducción a los conceptos y enfoques de la Calidad TotalIngrid Martinez100% (5)
- Jabon LiquidoDocumento2 páginasJabon LiquidoQC AmeAún no hay calificaciones
- Laboratorio 7 QuimicaDocumento11 páginasLaboratorio 7 QuimicaGloria LizarazoAún no hay calificaciones
- Soluciones concentradas y diluidasDocumento15 páginasSoluciones concentradas y diluidasNoeliaAún no hay calificaciones
- Acabado de PrendasDocumento5 páginasAcabado de PrendasDav Arias Palomino100% (1)
- 1erparcial 2º 2007 UCV QUIMICADocumento2 páginas1erparcial 2º 2007 UCV QUIMICACindy SalazarAún no hay calificaciones
- Libro de Hormigon Armado Ing AbsaelDocumento3 páginasLibro de Hormigon Armado Ing AbsaelYaminka CalcinaAún no hay calificaciones
- Tratamiento y Circuito de Agua. Clarificador Industrial.Documento159 páginasTratamiento y Circuito de Agua. Clarificador Industrial.Daniel SantosAún no hay calificaciones
- LimpiezaDocumento16 páginasLimpiezaTatiana InumaAún no hay calificaciones
- Compuestos InorganicosDocumento23 páginasCompuestos Inorganicosロサレスアヤラ キンAún no hay calificaciones
- Resistencia y durabilidad del concreto en estructurasDocumento4 páginasResistencia y durabilidad del concreto en estructurasFabiola GiAún no hay calificaciones
- Preparación y Estandarización de Solución Patrón de Hidróxido de SodioDocumento3 páginasPreparación y Estandarización de Solución Patrón de Hidróxido de SodioTanit Munguía OrtegaAún no hay calificaciones
- Trabajo de CaDocumento11 páginasTrabajo de CaSara Suyón DíazAún no hay calificaciones
- 1 1 1 Componentes Del Hormigon y Sus PropiedadesDocumento32 páginas1 1 1 Componentes Del Hormigon y Sus PropiedadesBertitaLucilaaAún no hay calificaciones
- Acidos OrganicosDocumento9 páginasAcidos OrganicosBrian Egúsquiza Palacios100% (1)
- Endurecimiento Por Disolución Solida TBF Materiales PDFDocumento9 páginasEndurecimiento Por Disolución Solida TBF Materiales PDFJs csAún no hay calificaciones
- A C P MDocumento6 páginasA C P Mzt3ven100% (2)
- 1trabajo de OrganicaDocumento26 páginas1trabajo de Organicasayuri elenaAún no hay calificaciones
- Informe 3 y 4Documento27 páginasInforme 3 y 4Nicolle PérezAún no hay calificaciones
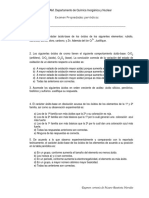
- Examen Propiedades PeriodicasDocumento1 páginaExamen Propiedades PeriodicasFaty MonjarásAún no hay calificaciones
- Ejercicios 8Documento1 páginaEjercicios 8Francisco TroncosoAún no hay calificaciones
- El Petróleo Es Una Mezcla Heterogénea de Compuestos OrgánicosDocumento2 páginasEl Petróleo Es Una Mezcla Heterogénea de Compuestos OrgánicosHector MontielAún no hay calificaciones
- Problemario Del Bloque IDocumento1 páginaProblemario Del Bloque IAlkaid ZavalaAún no hay calificaciones
- Quiz 1 - Semana 3Documento4 páginasQuiz 1 - Semana 3Liz LopezAún no hay calificaciones
- Diseño Joyas PlataDocumento15 páginasDiseño Joyas PlataAndres Felipe CardonaAún no hay calificaciones
- Laboratorio 2Documento6 páginasLaboratorio 2Cristopher Saldaña100% (1)
- Folleto A Contigo C09Documento40 páginasFolleto A Contigo C09Nicole SanchezAún no hay calificaciones
- Nitrato de MiconazolDocumento20 páginasNitrato de MiconazolKevin Alcantara OsornoAún no hay calificaciones
- Informe Analisis 3Documento12 páginasInforme Analisis 3nelsonAún no hay calificaciones
- MorteroDocumento6 páginasMorterodaizercitoAún no hay calificaciones
- Catalogo de Herramientas DImpar PDFDocumento22 páginasCatalogo de Herramientas DImpar PDFJoseDavidSanchezYepesAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaDe EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaCalificación: 5 de 5 estrellas5/5 (1867)
- Resetea tu mente. Descubre de lo que eres capazDe EverandResetea tu mente. Descubre de lo que eres capazCalificación: 5 de 5 estrellas5/5 (196)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)De EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Calificación: 5 de 5 estrellas5/5 (10)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- El poder del optimismo: Herramientas para vivir de forma más positivaDe EverandEl poder del optimismo: Herramientas para vivir de forma más positivaCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Terapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSDe EverandTerapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSCalificación: 5 de 5 estrellas5/5 (1)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaDe EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaCalificación: 5 de 5 estrellas5/5 (2)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaDe EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Pensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.De EverandPensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Calificación: 4.5 de 5 estrellas4.5/5 (33)
- La conciencia en el cerebro: Descifrando el enigma de cómo el cerebro elabora nuestros pensamientosDe EverandLa conciencia en el cerebro: Descifrando el enigma de cómo el cerebro elabora nuestros pensamientosCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Psicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoDe EverandPsicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoCalificación: 5 de 5 estrellas5/5 (5)
- Cómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.De EverandCómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.Calificación: 5 de 5 estrellas5/5 (54)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Maneja tus emociones: Curso intensivo de mindfulness y regulación emocionalDe EverandManeja tus emociones: Curso intensivo de mindfulness y regulación emocionalCalificación: 4.5 de 5 estrellas4.5/5 (140)
- ¿Por qué mis padres no me aman?: Empezando a sanarDe Everand¿Por qué mis padres no me aman?: Empezando a sanarCalificación: 4.5 de 5 estrellas4.5/5 (33)
- Terapia cognitiva: Conceptos básicos y profundizaciónDe EverandTerapia cognitiva: Conceptos básicos y profundizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Libro de Trabajo DE LA TERAPIA DE ACEPTACIÓN Y COMPROMISO (ACT). UNA GUÍA COMPLETA PARA CAMBIAR EL MINDFULNESS Y RECUPERARSE DE LA ANSIEDAD, LA DEPRESIÓN, LOS ATAQUES DE PÁNICO Y LA IRADe EverandLibro de Trabajo DE LA TERAPIA DE ACEPTACIÓN Y COMPROMISO (ACT). UNA GUÍA COMPLETA PARA CAMBIAR EL MINDFULNESS Y RECUPERARSE DE LA ANSIEDAD, LA DEPRESIÓN, LOS ATAQUES DE PÁNICO Y LA IRACalificación: 4 de 5 estrellas4/5 (26)
- El lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanDe EverandEl lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanCalificación: 4 de 5 estrellas4/5 (49)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Ansiedad infantil. Los trastornos explicados a los padresDe EverandAnsiedad infantil. Los trastornos explicados a los padresCalificación: 4.5 de 5 estrellas4.5/5 (25)