También podría gustarte
- Indicadores de MantenimientoDocumento14 páginasIndicadores de MantenimientodoochAún no hay calificaciones
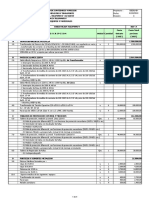
- Metrado y Presupuesto-SE Tulumayo V Rev. CDocumento5 páginasMetrado y Presupuesto-SE Tulumayo V Rev. COperaciones YJJAún no hay calificaciones
- Listado de Repuestos Sugeridos para Montacargas Caterpillar y ToyotaDocumento1 páginaListado de Repuestos Sugeridos para Montacargas Caterpillar y ToyotaArmandoRodriguezAún no hay calificaciones
- Plan de Mantenimiento Preventivo de Un TornoDocumento18 páginasPlan de Mantenimiento Preventivo de Un TornoOswaldo Blanco33% (3)
- Mantenimeinto Preventivo A Motores ElectricosDocumento3 páginasMantenimeinto Preventivo A Motores Electricoscesar villamizarAún no hay calificaciones
- TPM Aceros Arequipa Ing - 437Documento88 páginasTPM Aceros Arequipa Ing - 437Camp Flo Allen GuillerAún no hay calificaciones
- Concept Mill 250 EsDocumento6 páginasConcept Mill 250 EsDeysi Villanueva CastilloAún no hay calificaciones
- Manual Samson PosicionadorDocumento50 páginasManual Samson PosicionadorJavier Mo Vagui100% (1)
- AMEF Del Compresor ActualDocumento8 páginasAMEF Del Compresor Actualjose piñasAún no hay calificaciones
- Proyecto de Investigacion Diseño de Una Maquina Roladora Hidraulica de Perfiles MENOSCAL-VILLACIS-signedDocumento30 páginasProyecto de Investigacion Diseño de Una Maquina Roladora Hidraulica de Perfiles MENOSCAL-VILLACIS-signedKevin VillacisAún no hay calificaciones
- Mapa Conceptual de Vibraciones Mecanicas.Documento1 páginaMapa Conceptual de Vibraciones Mecanicas.Giselle Mendoza50% (2)
- Matriz de Mantenimiento EquiposDocumento3 páginasMatriz de Mantenimiento EquiposBryan TaquezAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento3 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasEfrain GómezAún no hay calificaciones
- CARRO Z de La FresadoraDocumento1 páginaCARRO Z de La FresadoraDiego VelascoAún no hay calificaciones
- ZSTP1500ADocumento2 páginasZSTP1500AWorld BEST SACAún no hay calificaciones
- A Que Se Debe El Fallo Del Punto de Referencia en La Fresadora MILL 55 - Dioses KatlinDocumento3 páginasA Que Se Debe El Fallo Del Punto de Referencia en La Fresadora MILL 55 - Dioses KatlinHenry Orellana100% (1)
- Plan de Mantenimiento Torno 1Documento14 páginasPlan de Mantenimiento Torno 1Wilson Cardona Echeverri100% (1)
- Maquina RoscadoraDocumento42 páginasMaquina RoscadoraAndres075Aún no hay calificaciones
- Variador de Velocidad DCDocumento22 páginasVariador de Velocidad DCEvelyn Hachiri CoricazaAún no hay calificaciones
- Proceso de Cilindrado y Refrentado en Operaciones de TorneadoDocumento5 páginasProceso de Cilindrado y Refrentado en Operaciones de TorneadoRobinson Damian Ruiz BravoAún no hay calificaciones
- Aplicaciones de Los Automatismos Electricos en Las MáquinasDocumento27 páginasAplicaciones de Los Automatismos Electricos en Las MáquinasFrank C. FloresAún no hay calificaciones
- Banco de Condensadores Con SelecDocumento3 páginasBanco de Condensadores Con SelecmarkitobpAún no hay calificaciones
- Examen Parcial 2020Documento2 páginasExamen Parcial 2020Alex Wagner Acuña BardalesAún no hay calificaciones
- Modulo IIDocumento18 páginasModulo IILuis Cortez GarciaAún no hay calificaciones
- Carga de TrabajoDocumento1 páginaCarga de TrabajoDanielRamirezAún no hay calificaciones
- Practica Et. Diagrama H-M1 28.09.2021 - StefanDocumento22 páginasPractica Et. Diagrama H-M1 28.09.2021 - StefanStefan Giannini Brocca YatacoAún no hay calificaciones
- Caso Alimentos UnidosDocumento3 páginasCaso Alimentos UnidosJosias Cueto MendozaAún no hay calificaciones
- Plan - Mantenimiento - Llenadora - BotellasDocumento9 páginasPlan - Mantenimiento - Llenadora - BotellasLigia TolozaAún no hay calificaciones
- Ejercicio Conservación IndustrialDocumento5 páginasEjercicio Conservación IndustrialWayner Steeven LaraAún no hay calificaciones
- Previo A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialDocumento30 páginasPrevio A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialAndres BluckkAún no hay calificaciones
- Torno CNCDocumento4 páginasTorno CNCMilder Tumbajulca AlvitesAún no hay calificaciones
- Tif Sistemas de InformacionDocumento90 páginasTif Sistemas de InformacionLuis Suárez FernándezAún no hay calificaciones
- Mantenimiento Sierras Verticales PTM SVP-145Documento20 páginasMantenimiento Sierras Verticales PTM SVP-145Omar BarrionuevoAún no hay calificaciones
- Niveles de MantenimientoDocumento1 páginaNiveles de MantenimientoJose Luis BuenoAún no hay calificaciones
- Informe de MantenimientoDocumento19 páginasInforme de MantenimientoErick David HernandezAún no hay calificaciones
- Tema 6 - Mantenimiento No Rutinario EjerciciosDocumento4 páginasTema 6 - Mantenimiento No Rutinario EjerciciosRicardo Ramirez EstrelloAún no hay calificaciones
- Torno ParaleloDocumento5 páginasTorno ParaleloDavid MartinezAún no hay calificaciones
- Especificaciones y Tipos de Ruedas AbrasivasDocumento6 páginasEspecificaciones y Tipos de Ruedas AbrasivasYeya MarAún no hay calificaciones
- Trabajo Final - Mantenimiento IndustrialDocumento88 páginasTrabajo Final - Mantenimiento IndustrialArmando GlezAún no hay calificaciones
- Resortes Helicoidales en TornoDocumento30 páginasResortes Helicoidales en TornoEdson Poma0% (1)
- REXON Taladro VerticalDocumento1 páginaREXON Taladro VerticalJavier Serpa Quispe50% (2)
- Imformacion de Torno Maxima v13Documento2 páginasImformacion de Torno Maxima v13Carlos Alberto Gomez SanmartinAún no hay calificaciones
- Guia Complexivo Ind y Pro May 2019 PDFDocumento157 páginasGuia Complexivo Ind y Pro May 2019 PDFBertha LópezAún no hay calificaciones
- TRONZADODocumento13 páginasTRONZADOJuan Carlos Loza RodriguezAún no hay calificaciones
- PROCEDIMIEN DE PINTADO DE MOTORES ELECTRICOS Rev01Documento8 páginasPROCEDIMIEN DE PINTADO DE MOTORES ELECTRICOS Rev01Alonso QueralesAún no hay calificaciones
- Informe de Gestion para La Gerencia de MantenimientoDocumento6 páginasInforme de Gestion para La Gerencia de MantenimientoJ Gregorio P LeonAún no hay calificaciones
- Mantenimiento Industrial - FresadoraDocumento6 páginasMantenimiento Industrial - FresadoraTatianaAún no hay calificaciones
- MOTORES ELÉCTRICOS TRIFÁSICOS FórmulasDocumento2 páginasMOTORES ELÉCTRICOS TRIFÁSICOS FórmulasLuis Vives50% (2)
- Cálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónDocumento10 páginasCálculo de La Potencia en Una Máquina de Vapor de Simple ExpansiónFernando Pérez DehesaAún no hay calificaciones
- Ficha Técnica TronzadoraDocumento2 páginasFicha Técnica Tronzadoralina marcelaAún no hay calificaciones
- Mmad Mmad-506 ForoDocumento2 páginasMmad Mmad-506 Foroerick valverde100% (1)
- Sesion 03-Sim4Documento52 páginasSesion 03-Sim4Guillermo Linares SánchezAún no hay calificaciones
- Mantenimiento Tercera Generacion Del MantenimientoDocumento1 páginaMantenimiento Tercera Generacion Del MantenimientoAurelio Bello OlivosAún no hay calificaciones
- Presentación de MantenimientoDocumento10 páginasPresentación de MantenimientoMargreyAún no hay calificaciones
- Cuestionario de Costos de MantenimientoDocumento3 páginasCuestionario de Costos de MantenimientoIsaac Chimbo100% (1)
- Mantenimiento Centrado en La Confiabilidad (RCM) : Dra. Gloria Valdivia CamachoDocumento43 páginasMantenimiento Centrado en La Confiabilidad (RCM) : Dra. Gloria Valdivia CamachoAmali Chura MamaniAún no hay calificaciones
- Especificaciones de Las Ruedas de EsmerilDocumento3 páginasEspecificaciones de Las Ruedas de EsmerilJosé Miguel BlazAún no hay calificaciones
- Diagrama de Pareto para Motores de 4 TiemposDocumento2 páginasDiagrama de Pareto para Motores de 4 TiemposJean Paul RoccaAún no hay calificaciones
- HOJAS DE PROCESO Prensa de BancoDocumento23 páginasHOJAS DE PROCESO Prensa de BancoNadia CondeAún no hay calificaciones
- Cepilladora de CodoDocumento10 páginasCepilladora de CodoNilton Pachas50% (2)
- 2.3. Optimización Integral Del MantenimientoDocumento33 páginas2.3. Optimización Integral Del MantenimientoDiego Kadù Desposorio Mendez100% (1)
- Avance Diseño 2Documento18 páginasAvance Diseño 2Heberto AmadorAún no hay calificaciones
- Ejemplo Examen Admisión Posgrado Fisica UniandesDocumento12 páginasEjemplo Examen Admisión Posgrado Fisica UniandesAthena Sasha VerseauAún no hay calificaciones
- FluoresenciaDocumento2 páginasFluoresenciaEmerson Villca ZunaAún no hay calificaciones
- ML115 A Ef 20183TDocumento2 páginasML115 A Ef 20183TjosueAún no hay calificaciones
- Problemas Maq. Electricas 3Documento2 páginasProblemas Maq. Electricas 3Maquinas de Segunda100% (1)
- Informe de LabDocumento5 páginasInforme de LabINTERNET LUZ-KAún no hay calificaciones
- Experimento Michelson Morley - 1Documento35 páginasExperimento Michelson Morley - 1Maria Andrea Marín HenaoAún no hay calificaciones
- Avance 3Documento8 páginasAvance 3Antony EhpAún no hay calificaciones
- Conmavv 040608Documento65 páginasConmavv 040608José FonAún no hay calificaciones
- 3er GP FISICA 5Documento26 páginas3er GP FISICA 5Ing Elysner DelgadoAún no hay calificaciones
- Capitulo 2 - 2019 PDFDocumento128 páginasCapitulo 2 - 2019 PDFLuis Felipe TorresAún no hay calificaciones
- S12 Mci Do Ii 2021Documento55 páginasS12 Mci Do Ii 2021andres gilAún no hay calificaciones
- Pruebas de Continuidad DC y CortocircuitoDocumento13 páginasPruebas de Continuidad DC y CortocircuitoJose RicaurteAún no hay calificaciones
- Instalación de Un Timbre o ZumbadorDocumento2 páginasInstalación de Un Timbre o ZumbadorAlvaro NicolasAún no hay calificaciones
- Unidad 2 CapacitanciaDocumento37 páginasUnidad 2 CapacitanciaMiguel Rojas NaborAún no hay calificaciones
- Cuestionario 15 PreguntasDocumento4 páginasCuestionario 15 PreguntasJulio CesarAún no hay calificaciones
- Ejercicios de Electronica MatematicasDocumento2 páginasEjercicios de Electronica MatematicasDarwin YesangAún no hay calificaciones
- Taller Estructura Atomica2 MACocaDocumento18 páginasTaller Estructura Atomica2 MACocaSebastian TorresAún no hay calificaciones
- Apuntes CT 7238Documento207 páginasApuntes CT 7238Manuel Salvador Perez PerezAún no hay calificaciones
- 47 Fase2Documento22 páginas47 Fase2Andres RestrepoAún no hay calificaciones
- FTL 54.17.110 Retiro e Instalación Del Módulo de Distribución de Energía (PDM) Del Tren MotorDocumento5 páginasFTL 54.17.110 Retiro e Instalación Del Módulo de Distribución de Energía (PDM) Del Tren MotorNestor Zela MamanAún no hay calificaciones
- Polarizacion de Un Transformador 2Documento11 páginasPolarizacion de Un Transformador 2Andrea GranadosAún no hay calificaciones
- Iluminacion 1Documento25 páginasIluminacion 1Chuy CruzAún no hay calificaciones
- Informe 11 Electrónica de PotenciaDocumento5 páginasInforme 11 Electrónica de Potenciamedaculo morenoAún no hay calificaciones
- Prueba Deen Trad A ADocumento5 páginasPrueba Deen Trad A AGiomar FernandezAún no hay calificaciones
- Transistores en Circuitos de ConmutaciónDocumento20 páginasTransistores en Circuitos de ConmutaciónFernanda OsunaAún no hay calificaciones
- B3 Previo 4Documento1 páginaB3 Previo 4MARIANA VALENTINA GARCIA GONZALEZAún no hay calificaciones
- Motor Polos SombreadosDocumento6 páginasMotor Polos SombreadosluisAún no hay calificaciones
- Practica - Otros ParamtrosDocumento13 páginasPractica - Otros ParamtrosrobertoAún no hay calificaciones